



焊接连接是阀体与管道最可靠的连接之一。阀体与管道连接的各项要求如下:
1)在内压作用下,以及与管道相邻部分的力和力矩作用下的强度要求。
2)在整个运行期间由于热循环和压力变化作用下的密封要求。
3)为了检修或更换新产品而要求定期拆卸的可能性。
在核动力装置的条件下,有两种连接方式能满足上述这些要求,即焊接连接和法兰连接。焊接连接的唯一缺点是当拆卸或更换阀门时,必须切割管道或装置与阀门连接的焊缝,从而要花费一定的时间。焊接连接金属用量少,当高质量地完成时,能可靠地保证完全密封,使用时间长,可靠性高。这些优点决定了阀门与管道或装置广泛采用焊接连接的形式。
为了采用焊接连接,在阀体上要有供焊缝用的相应尺寸和形状的焊接端。焊接连接应进行检验,并有在必要时将阀门从管道上切割下来的可能性。
1.前苏联阀门常用的坡口形式和尺寸
图5-8、表5-4及表5-5给出了焊接连接的阀门常用的坡口形式和尺寸。
当碳钢阀门与奥氏钢管道焊接时,或奥氏体钢阀门与碳素钢管道焊接时,阀门制造厂应提供与管道钢种相一致的焊接管接头,或能与其很好焊接的其他钢种的管接头。
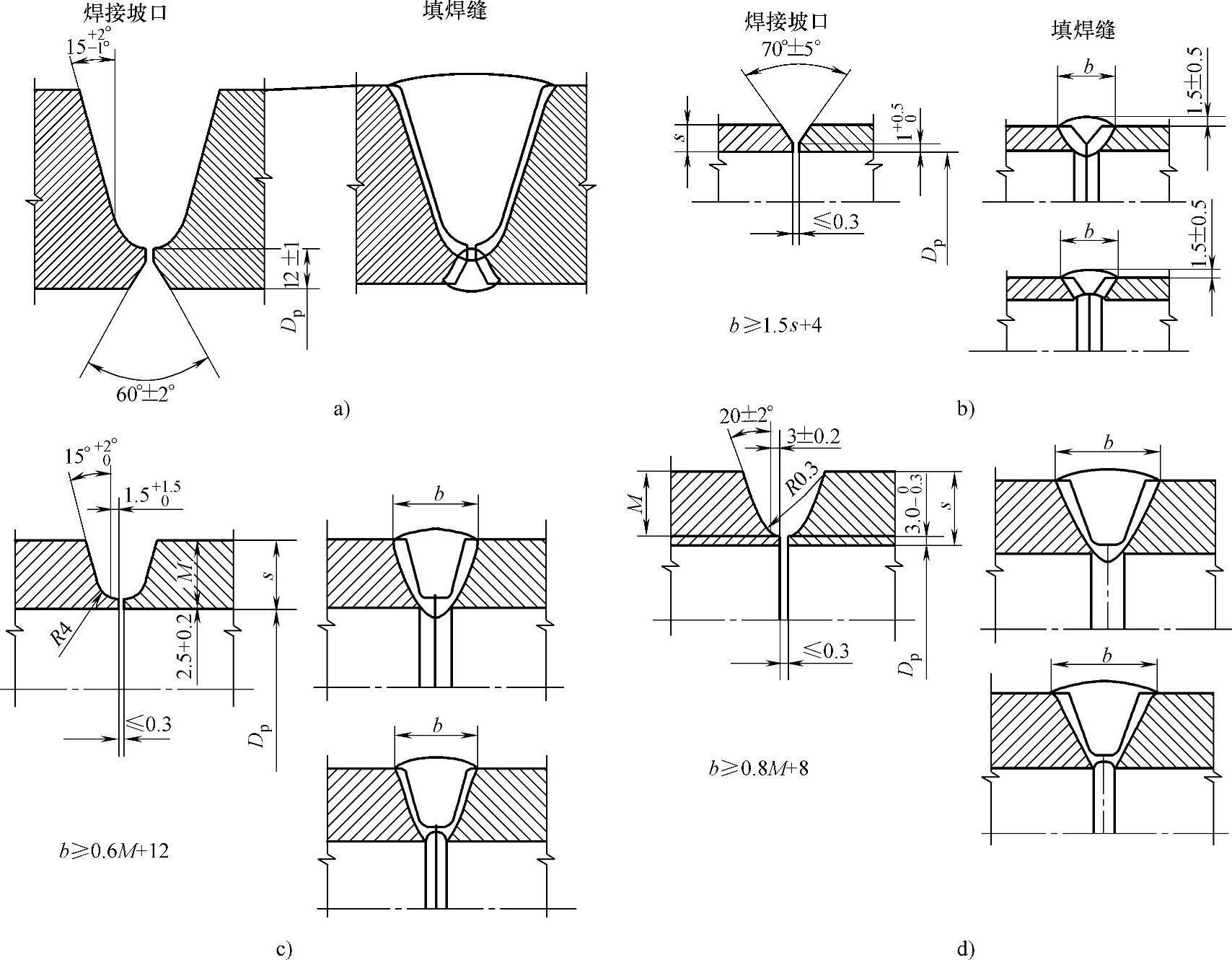
图5-8 焊接连接的类型
a)C-12型 b)C-23型 c)C-29型 d)C-42型
表5-4 碳钢阀门焊接坡口形式和尺寸
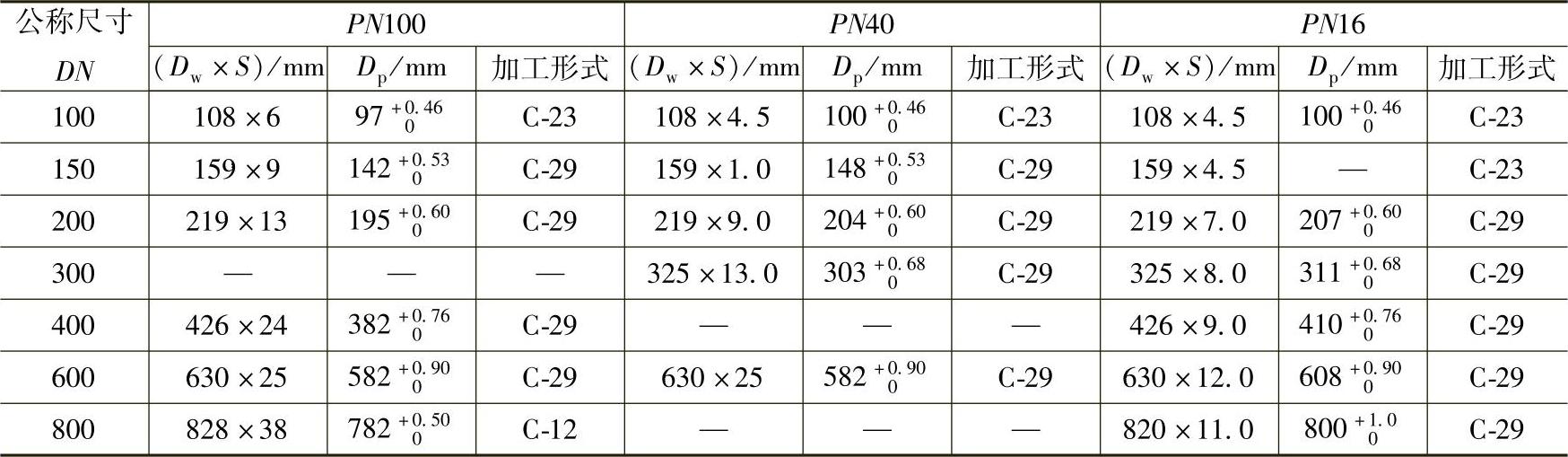
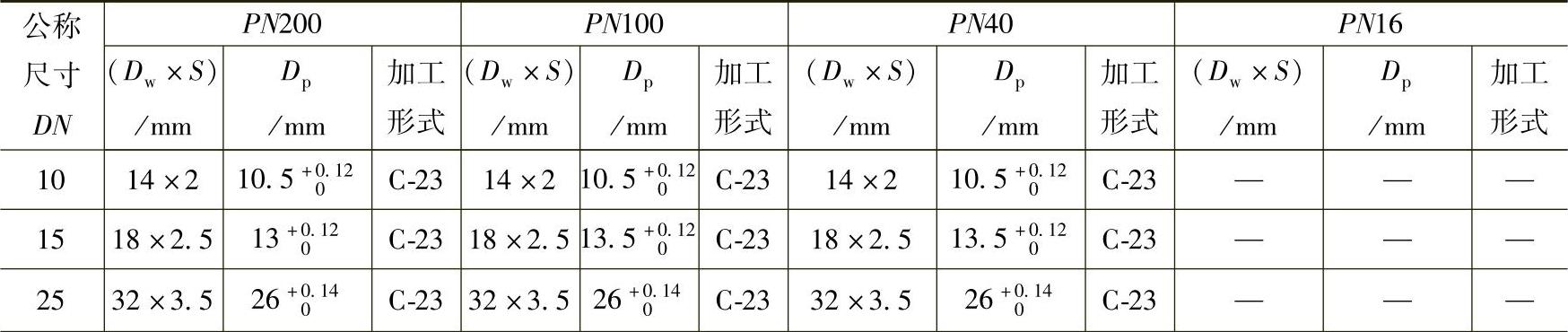
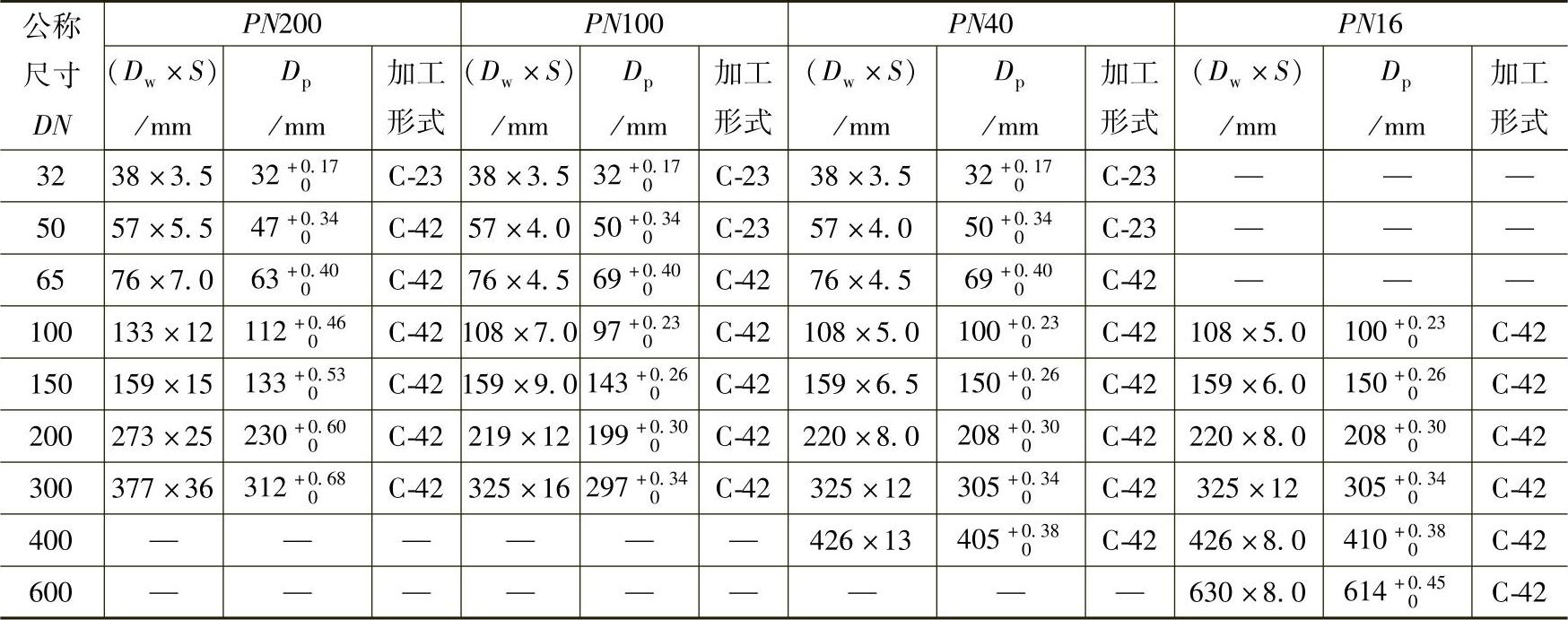
表5-5 耐蚀钢阀门焊接坡口的形式和尺寸
(续)
在进行对接焊时,为了防止熔化金属影响光滑的流道,需要在对焊焊缝下采用一个衬环。为此,在管口要预先加工环状槽口。对焊管口的具体形式需根据相应的焊接工艺要求来决定。
2.中国标准GB/T 12224—2005对焊接端的规定
如果用户没有特殊规定,对焊接端外表面应全部进行机械加工,外焊层的外轮廓可由制造厂选定,相交处应稍稍倒角。焊接端应按图5-9所示加工坡口,图中虚线表示焊接坡口处最大外形。其焊接端外径、外径尺寸极限偏差及管子内径极限偏差按表5-6的规定。
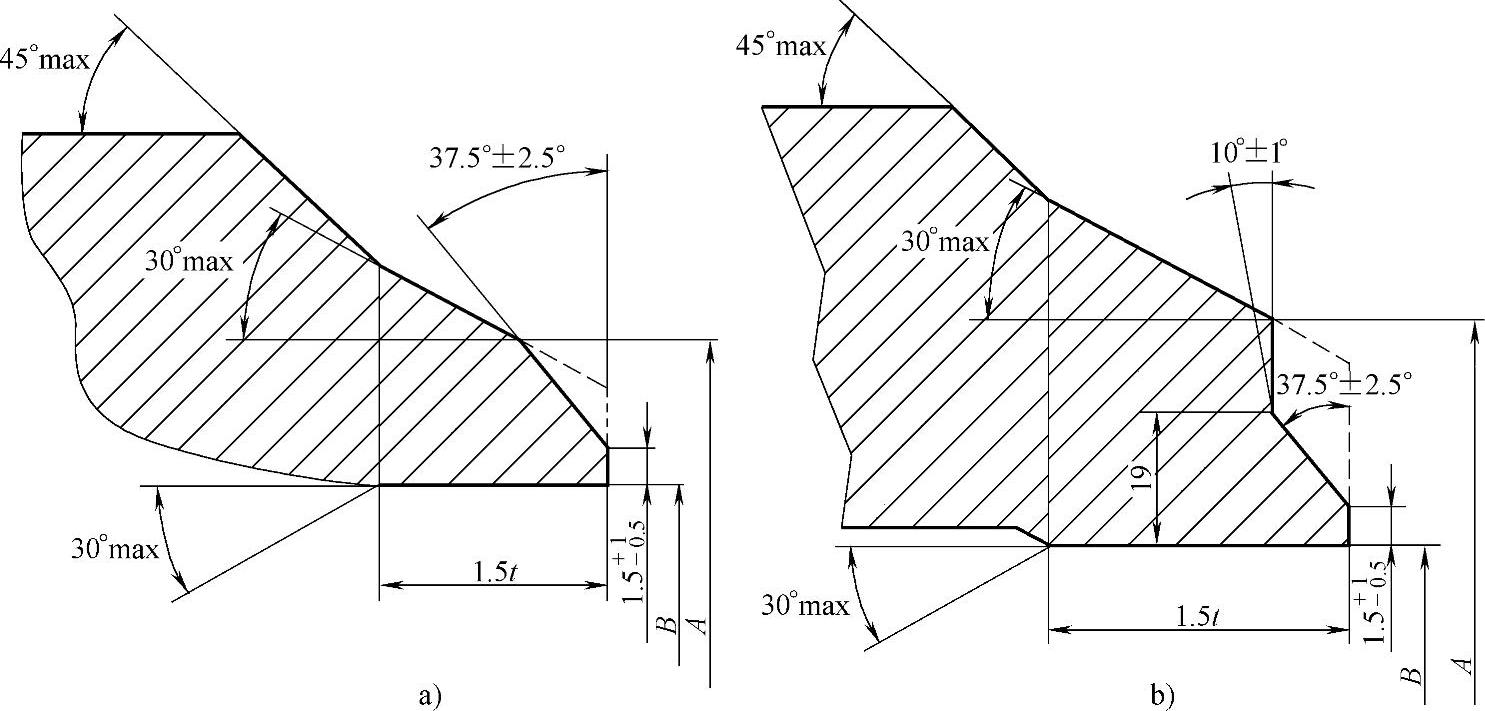
图5-9 焊接端坡口
a)管子壁厚t≤22mm的焊接端 b)管子壁厚t>22mm的焊接端 A焊接端的公称外径 B管子的公称内径 t管子的公称壁厚
表5-6 焊接端部尺寸 (单位:mm)

3.欧洲标准EN1092-1—2007(E)对接焊端的规定
除非另有规定,对于按本欧洲标准制造的法兰对接焊端应采用图5-10~图5-14的形式。
1)壁厚S<22mm的11型和34型对接焊端的结构形式应符合图5-10的规定。
2)壁厚S≥22mm的11型和34型对接焊端的结构形式应符合图5-11的规定。
3)11型和34型不等壁厚的允许倒角设计见图5-12。
4)35型焊接端的A型斜面或B型斜面的结构形式和壁厚尺寸见图5-13和表5-7。
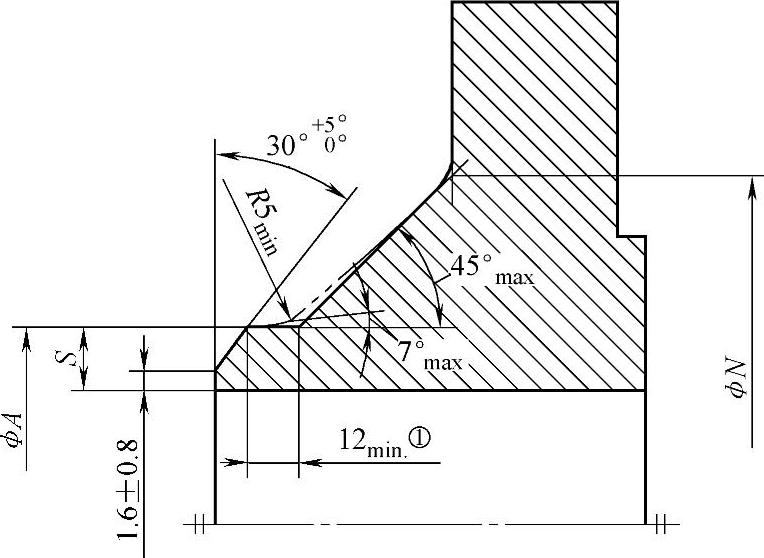
图5-10 壁厚S<22mm的11型和34型对接焊端的结构形式
①最小6mm,≤D200,见标准中的表10~表21长度H3。
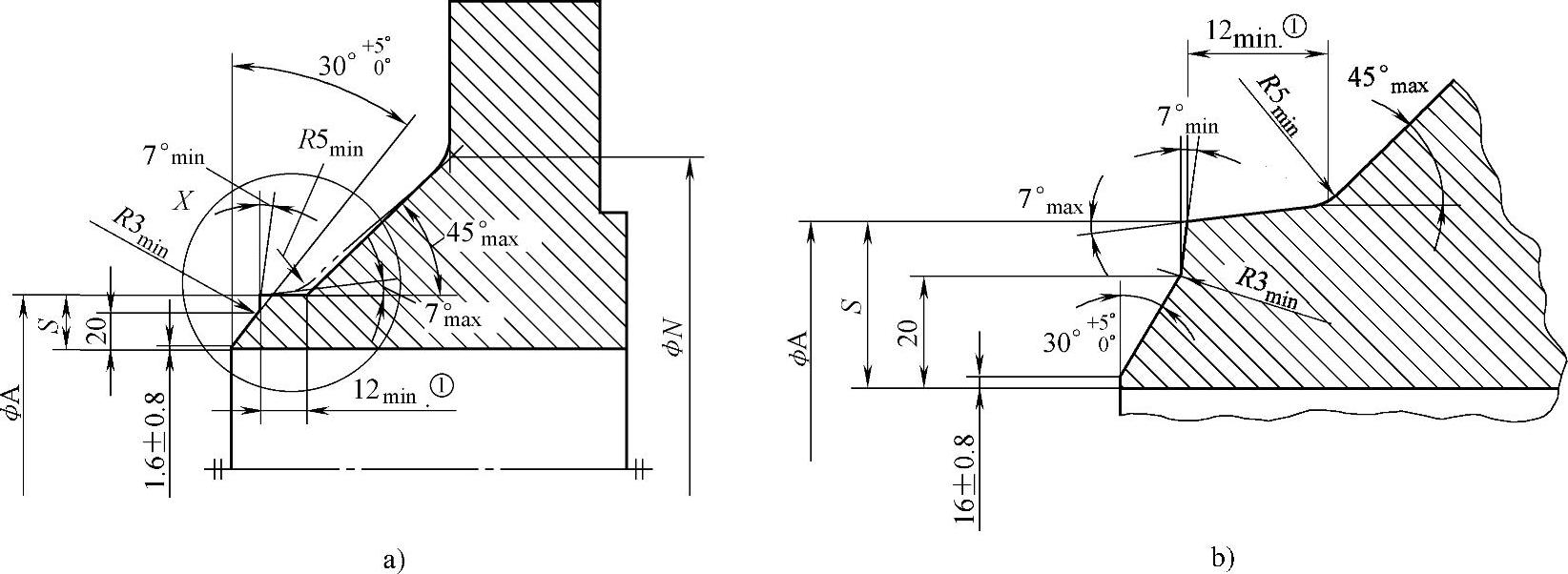
图5-11 壁厚S≥22mm的11型和34型对接焊端的结构形式和X放大图
a)结构形式 b)X放大图 ①最小6mm,≤D200见标准表10~21长度H3。
5)36型和37型焊接端的A型斜面或B型斜面的结构形式和壁厚尺寸见图5-14和表5-8。
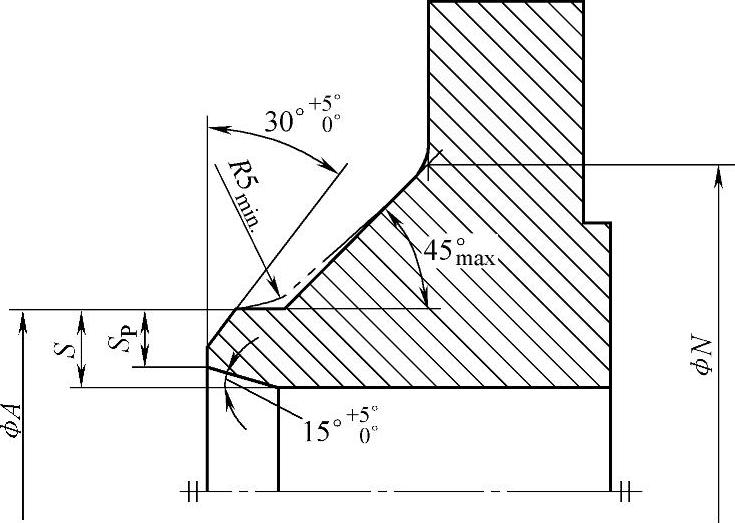
图5-12 11型和34型不等壁厚的允许倒角设计
S—法兰壁厚 Sp—缩径法兰壁厚
注:1.对于要求与公称壁厚小于4.8mm的非奥氏体钢管道连接的法兰,其焊接端应加工成小倒角或直角,由制造厂选定。
2.对于要求与公称壁厚≤3mm的奥氏体不锈钢管道连接的法兰,其焊接端应加工成小倒角。
3.与管道连接的法兰壁厚不应小于管道壁厚t。
4.美国ASMEB16.25—2007标准对焊接端的规定
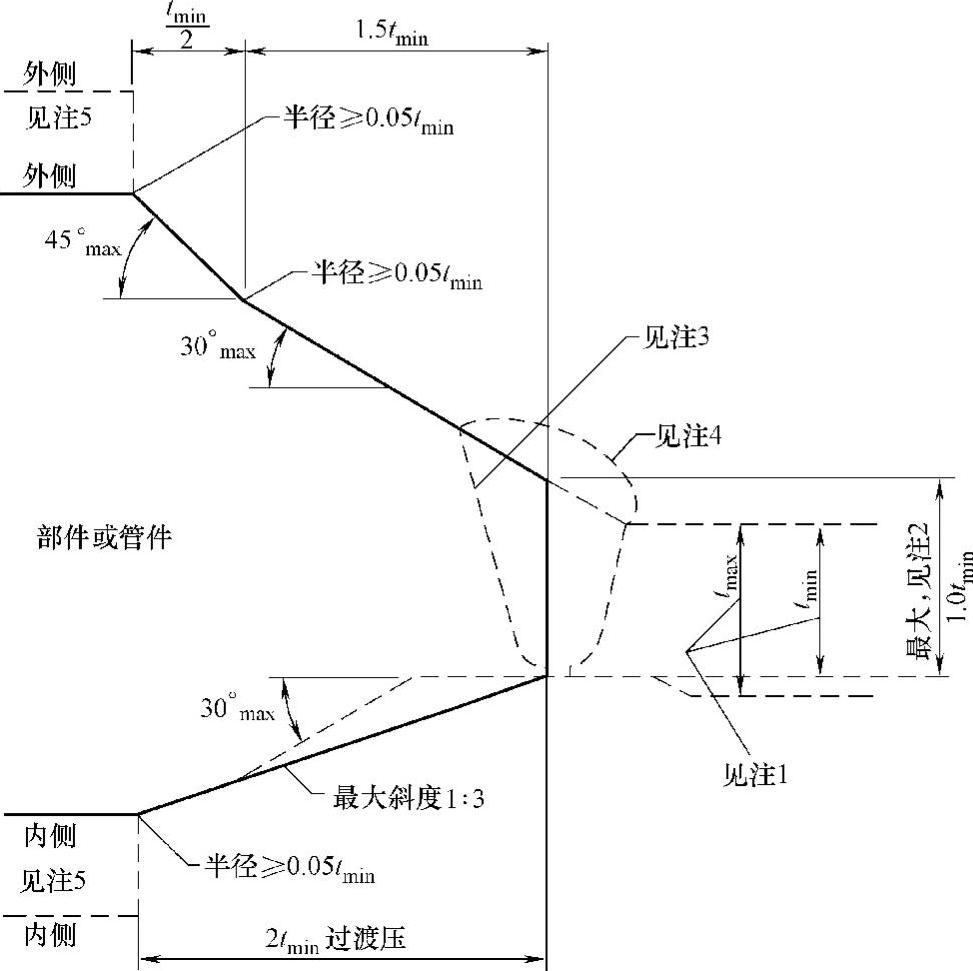
(1)焊接端过渡区最大包络线 美国ASME B16.25—2007标准规定的焊接端过渡区最大包络线如图5-15所示。
(2)用于壁厚3mm<t≤22mm的焊接端 用于壁厚3mm<t≤22mm的焊接端如图5-16~图5-19所示。图中的虚线表示从焊接坡口和根面过渡到部件本体过渡区的最大包络线。如图5-15所示,有垫环的焊接端,用户订货时必须给定垫环的尺寸。
表5-7 35型焊接端壁厚尺寸 (单位:mm)
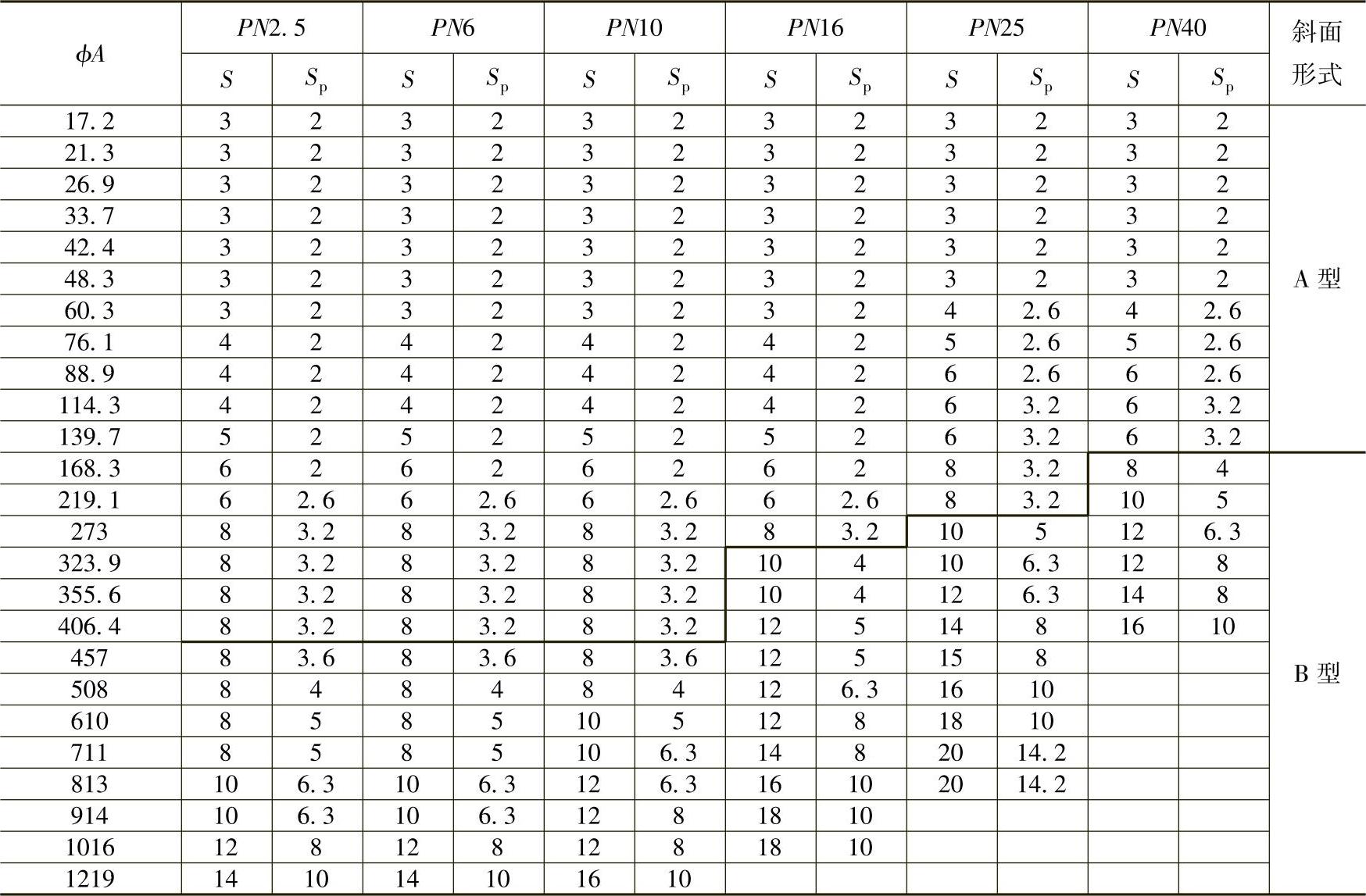
表5-8 36型和37型焊接端壁厚尺寸 (单位:mm)
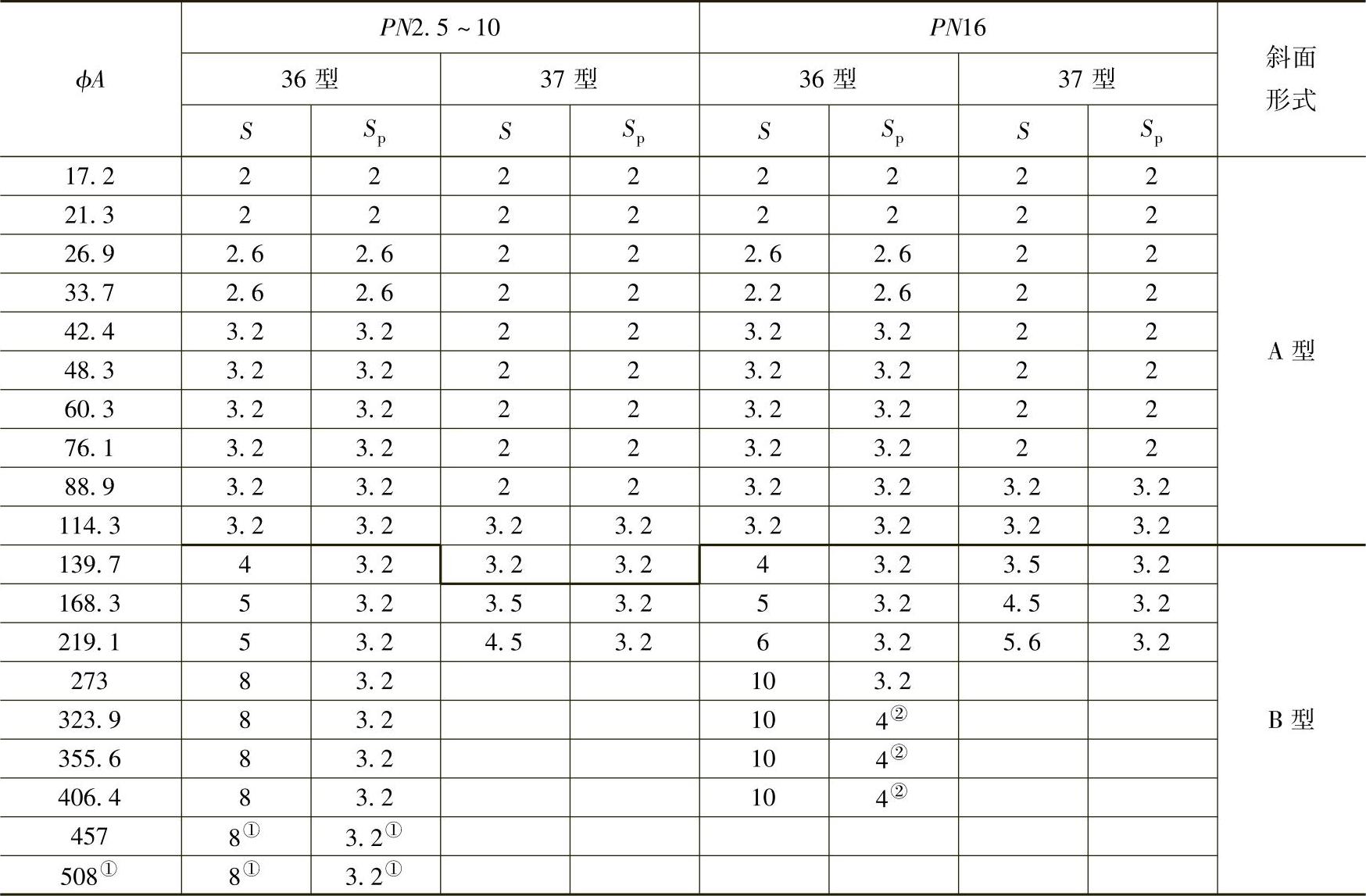
① 这些尺寸仅对PN2.5和PN6有效。
② 与35型B型斜面相同。
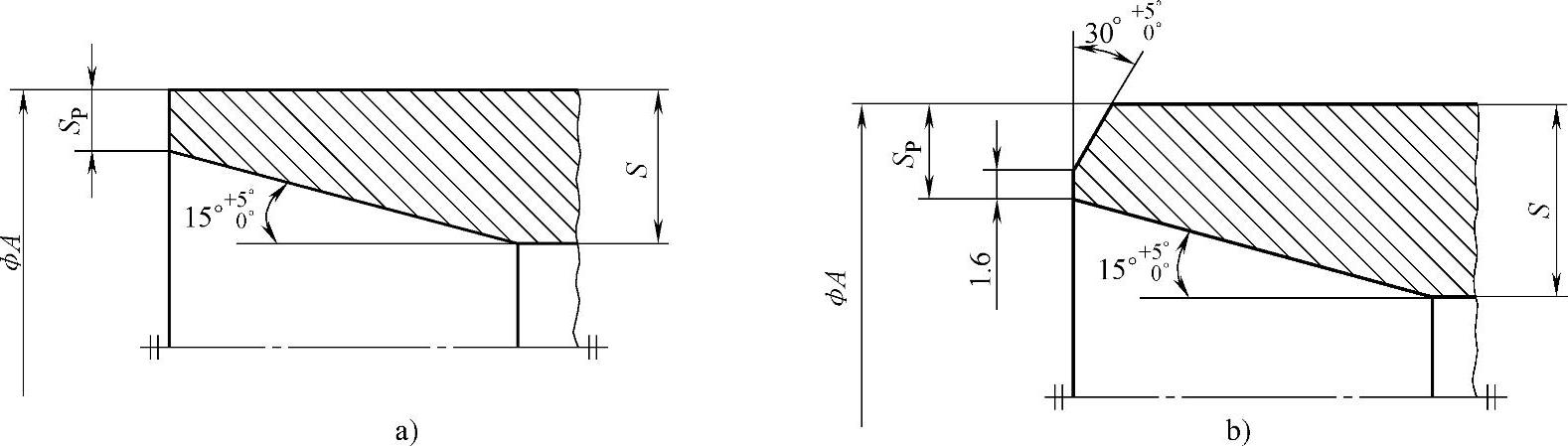
图5-13 35型焊接端的A型斜面和B型斜面结构形式
a)A型斜面形式 b)B型斜面形式
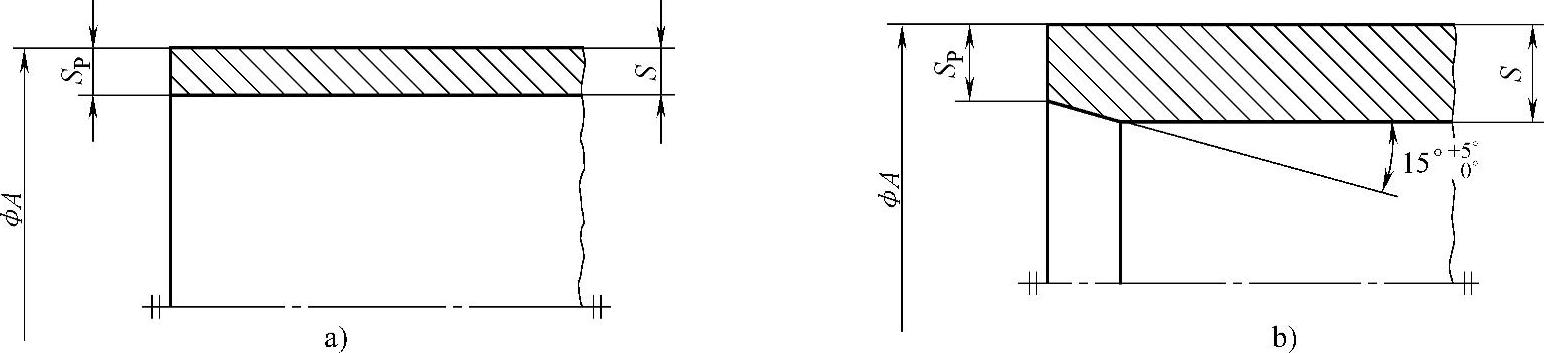
图5-14 36型和37型焊接端A型斜面和B型斜面的结构形式
a)A型斜面形式 b)B型斜面形式
 (https://www.xing528.com)
(https://www.xing528.com)
图5-15 焊接端过渡区最大包络线
注:1.tmin值对以下几种情况均能适用:
1)接管壁号订购管子,其公称壁厚的下偏差为12.5%。
2)按管壁号订购的管子公称壁厚乘以0.875,其管子壁厚的下偏差为12.5%。
3)在两个部件对接时,部件或管件(或两者的较薄者)圆柱形焊接端部的最小订购壁厚。
2.部件端部的最大厚度是:
1)当订购以最小壁厚为基础时,取tmin+4mm或1.15tmin的较大者。
2)当订购以公称壁厚为基础时,取tmin+4mm或1.10tmin的较大者。
3)所示的焊接坡口仅为举例说明。
4)按所用法规允许的最大增强,可超出最大包络线。
5)在使用最大斜率的过渡线区不与内表面或外表面相交的场合,如假想线轮廓所示,应采用所示的最大斜率或替换半径。
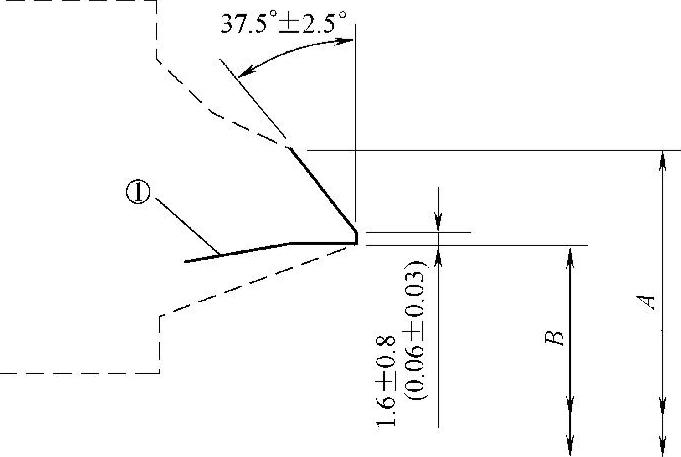
图5-16 无垫环连接的焊接端(壁厚3mm<t≤22mm)
①根面尺寸B可以是经过成形的或经过机加工的内表面。在包络线轮廓之内,应和图5-16一致
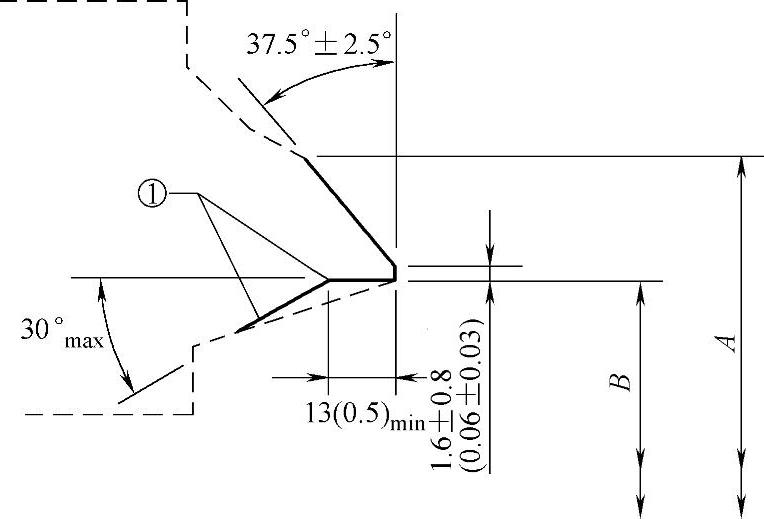
图5-17 带拼合的直角形垫环连接的焊接端(壁厚3mm<t≤22mm)
①交叉截面应略微倒圆。
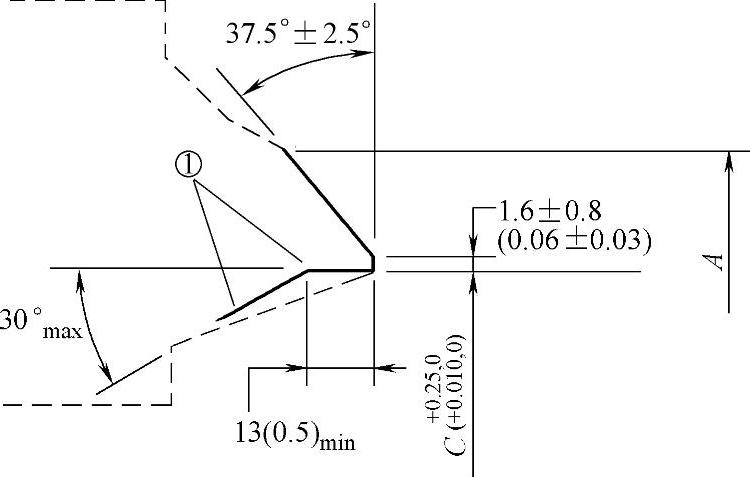
图5-18 带连续的直角形垫环连接的焊接端(壁厚3mm<t≤22mm)
①交叉截面应略微倒圆。
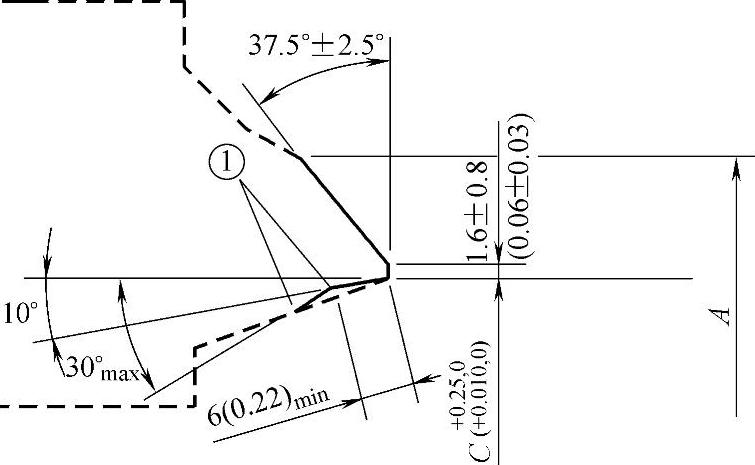
图5-19 带连续的锥形垫环连接的焊接端(壁厚3mm<t≤22mm)
①交叉截面应略微倒圆。
(3)用于壁厚>22mm的焊接端 用于壁厚>22mm的焊接端如图5-20~图5-23所示。图中的虚线表示从焊接坡口和根面过渡到部件本体过渡区的最大包络线。如图5-15所示,有垫环的焊接端,用户订货时必须给定垫环的尺寸。
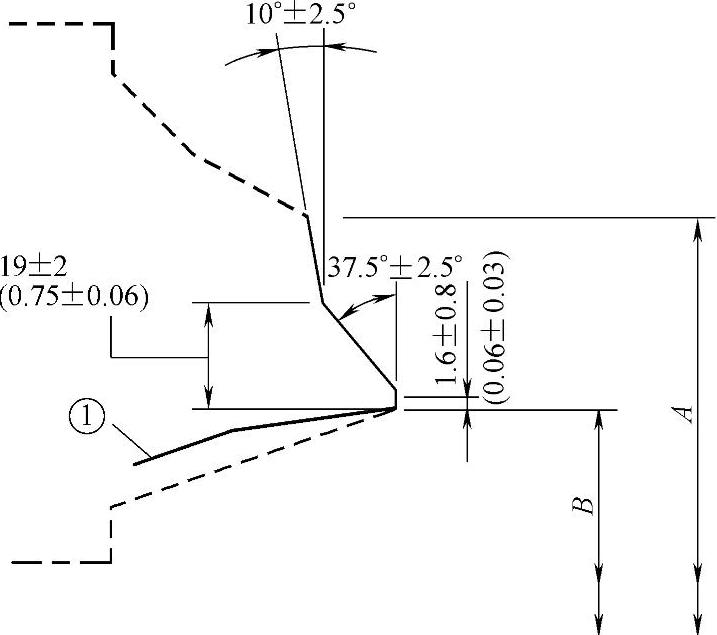
图5-20 无垫环连接的焊接端(壁厚t>22mm)
①根面尺寸B可以是经过成形的或经过机加工的内表面,在包络线轮廓之内,应和图5-16一致。
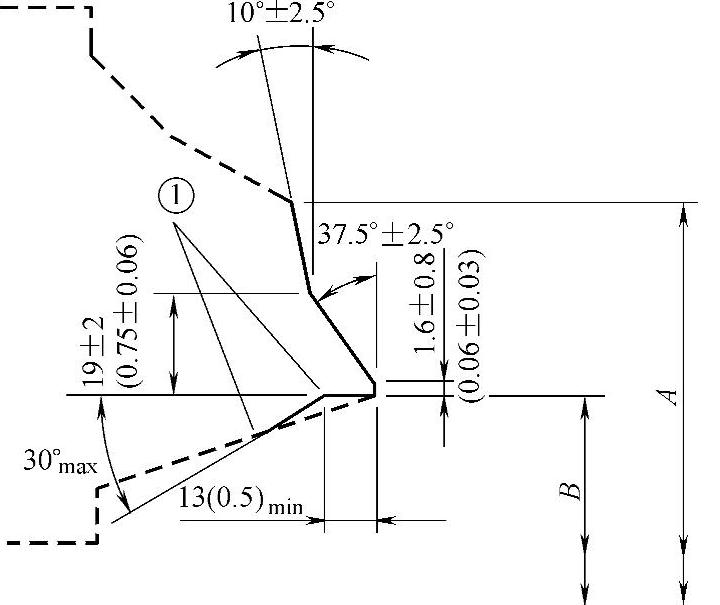
图5-21 带拼合的直角形垫环连接的焊接端(壁厚t>22mm)
①相交处应倒圆。
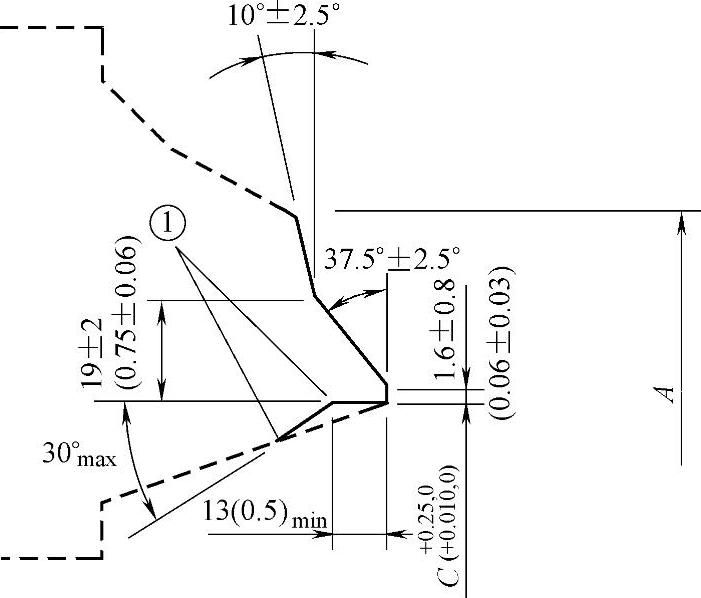
图5-22 带连续的直角形垫环连接的焊接端(壁厚t>22mm)
①相交处应倒圆。
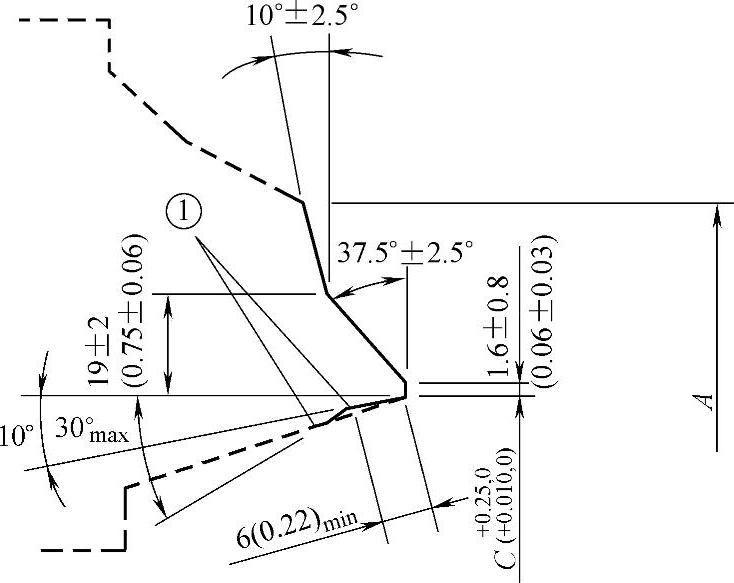
图5-23 带连续的锥形垫环连接的焊接端(壁厚t>22mm)
①相交处应倒圆。
(4)公称壁厚>3~10mm的GTAW(钨极氩弧焊) 根部焊道的角焊缝斜角如图5-24所示。
(5)公称壁厚>10~25mm的GTAW(钨极氩弧焊) 根部焊道的焊接端如图5-25所示。图中虚线表示从焊槽和棱面边渡到部件本体的最大包络线。
(6)公称壁厚>25mm的GTAW(钨极氩弧焊) 根部焊道的焊接端如图5-26所示。图中虚线表示从焊槽和棱面过渡零件体的最大包络线。
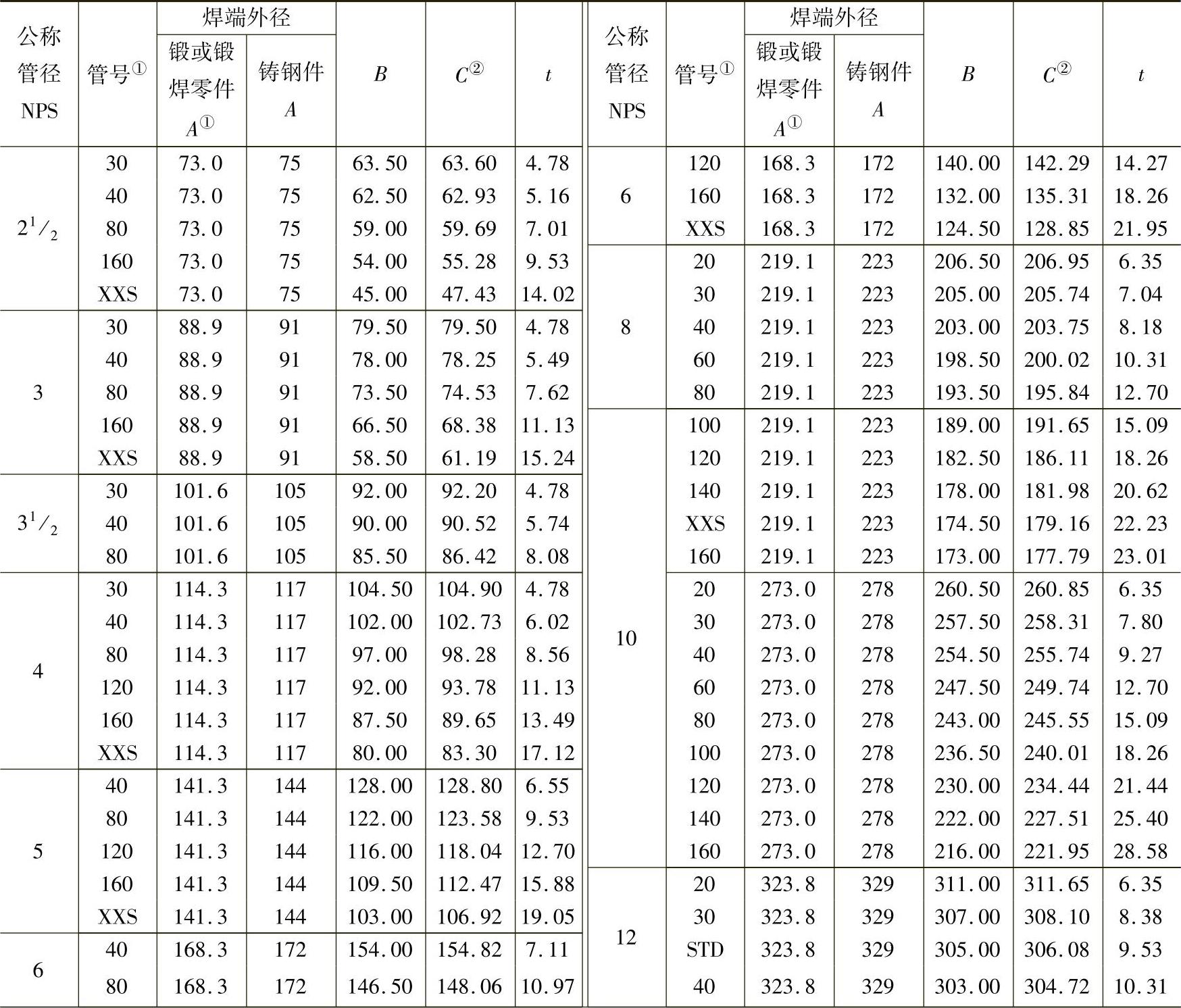
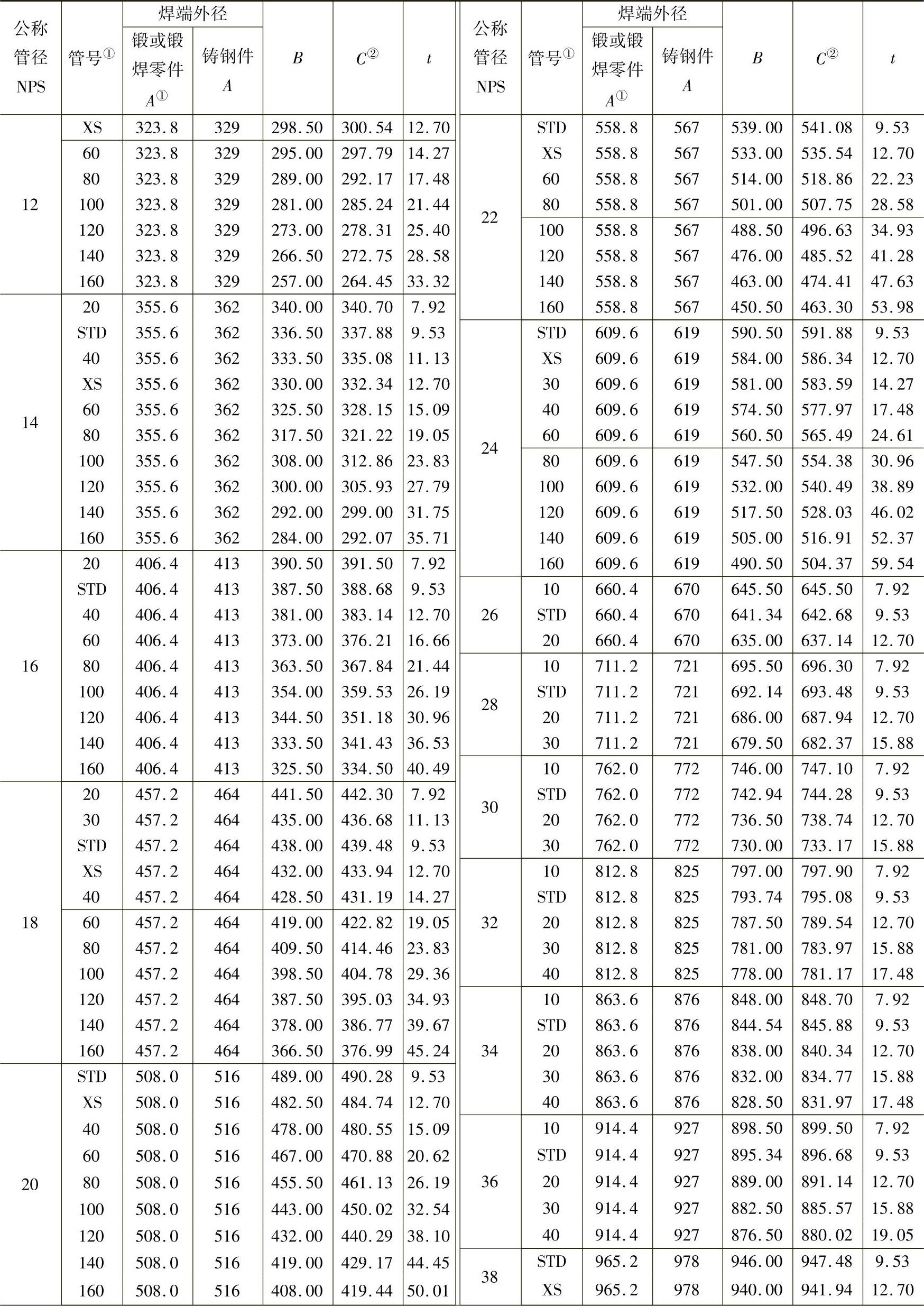
(7)焊端尺寸 焊端尺寸见表5-9。
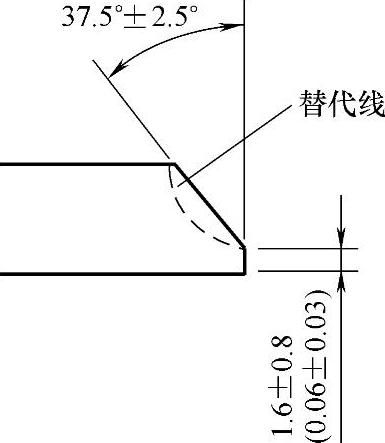
图5-24 GTAW(钨极氩弧焊)根部焊道的焊接坡口(壁厚>3~10mm)
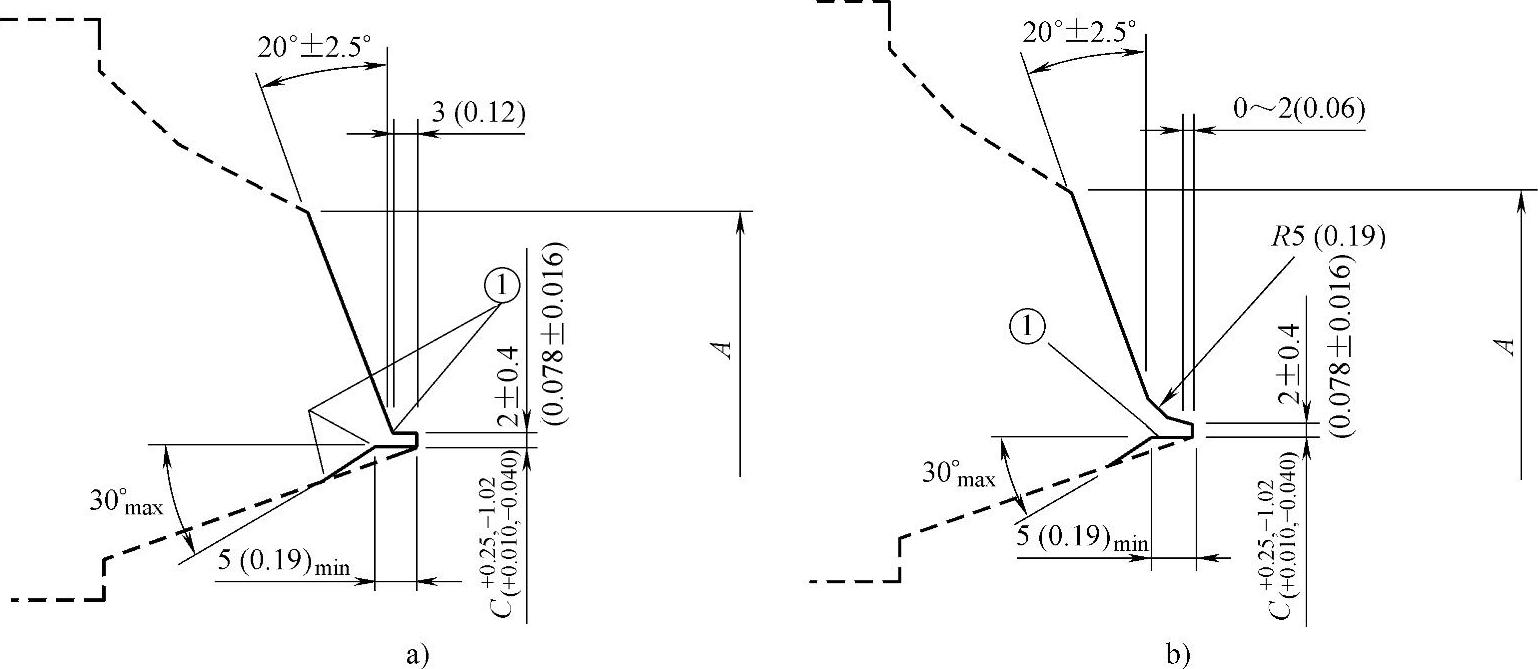
图5-25 GTAW(钨极氩弧焊)根部焊道的焊接坡口(壁厚>10~25mm)
a)A型 b)B型 ①内角应倒圆。
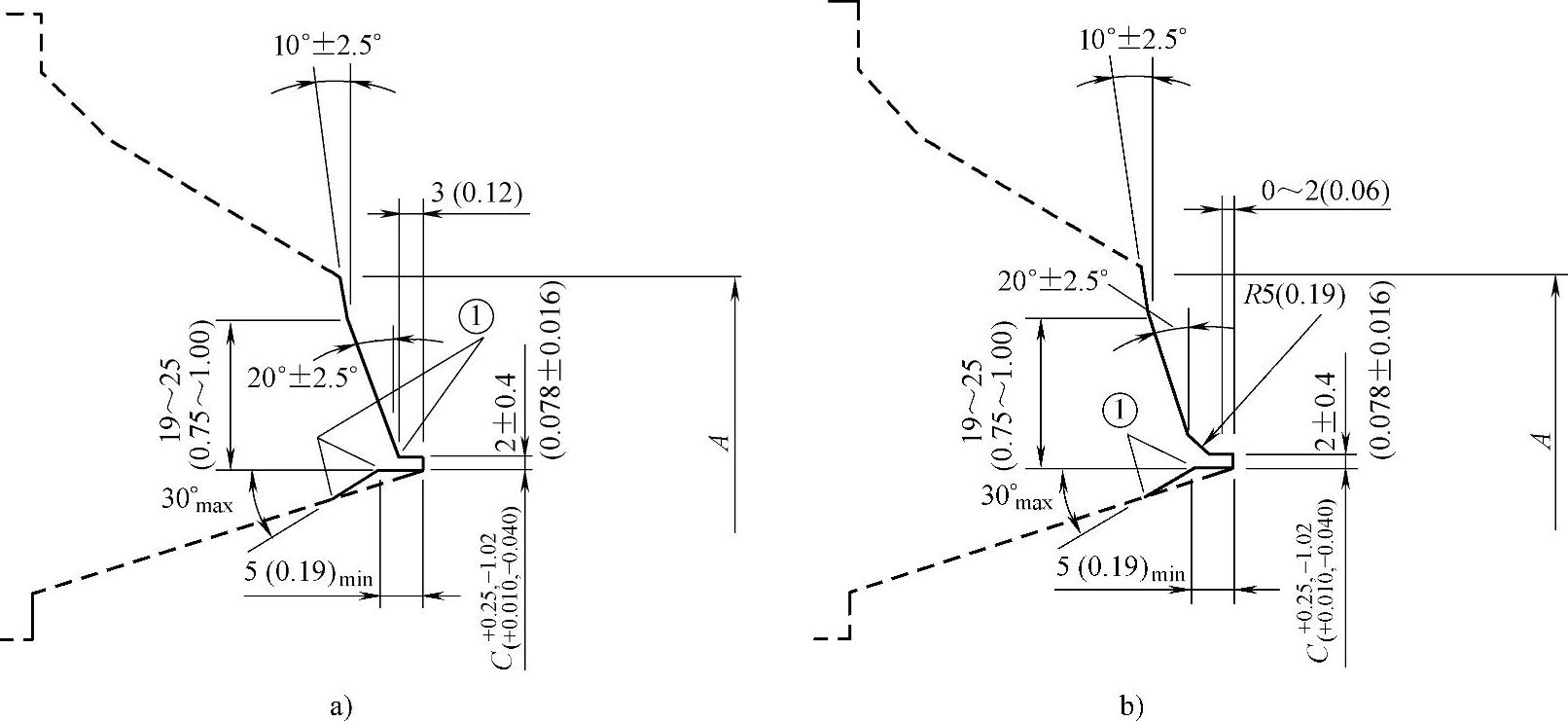
图5-26 GTAW(钨极氩弧焊)根部焊道的焊接坡口(壁厚>25mm)
a)A型 b)B型 ①相交处应倒圆。
表5-9 焊端尺寸 (单位:mm)
(续)
(续)
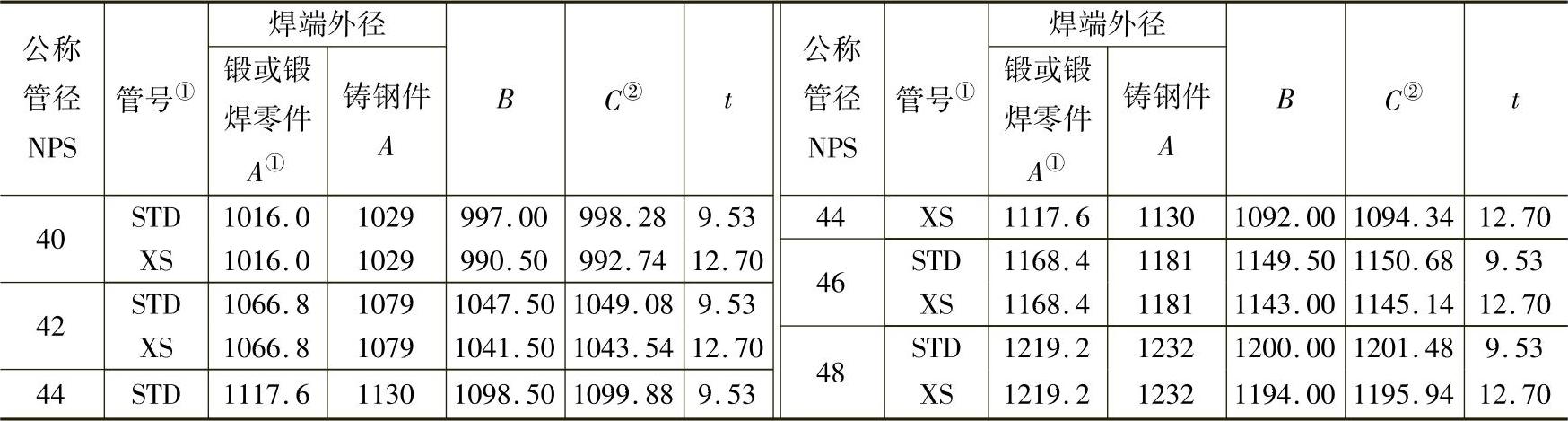
注:1in=25.4mm。
① 数据来自ASME B36.10M或英制尺寸,经圆整更准确的来自于表1-1。当壁厚符合ASME B36.10M时,表中数据也适用于ASME B36.19M,字母表示:
STD——标准壁厚;
XS——超强壁厚;
XXS——双倍超强壁厚。
② 尺寸NPS2in和小于NPS2in的连续衬环内部机械加工见标准的4.2节,NPS≤2in的尺寸C未列。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。