



无损检测应在热处理后的铸件、锻件、精锻件、轧制或组焊件材料上进行。检验在精加工前还是精加工后进行由制造厂决定。表面应清洁,没有掩盖表面缺陷。
1.要求的检验
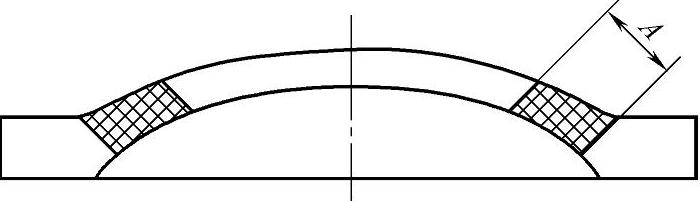
(1)射线检验 所使用的射线检验程序和验收标准依据ASME B16.34—2009《法兰、螺纹和焊接连接的阀门》ASME第Ⅴ卷或11.3.4节的规定。要求作射线检验的阀体和阀盖于图11-1~图11-11中示出了典型部位。对于没有表示出的阀体和阀盖,在这些图示和下面的叙述构成一个综合有效的范围,距离A为要求的拍摄复盖范围,用tm的倍数表示。此处tm是所需的最小壁厚,A值规定为3tm或70mm(2.75in)中的较大者。但是,应该承认在某些情况下规定的A值会超出图11-1~图11-11所示拍摄复盖区域的要求。如图11-6所示的阀体颈部或通道拍摄部位容纳不了按规定的整个A值,在这种情况下,基本上按图中所示的拍摄复盖区域可满足要求。另外,如规定的整个复盖宽度A会导致实际拍摄延伸到邻界的边棱和岔口部位,则A值可以减小到实际的最大限度值。当必须按标准拍摄规格时,复盖范围作小量变动是允许的。
1)阀体
① 围绕每个焊接端从阀体端部往回延伸至3tm或70mm(2.75in)中较大值的范围。
② 围绕阀体颈部,对自紧密封阀门从阀体顶部向下延伸,对螺栓连接阀盖的阀体从法兰背面向下延伸,延至3tm或70mm(2.75in)中较大值范围。
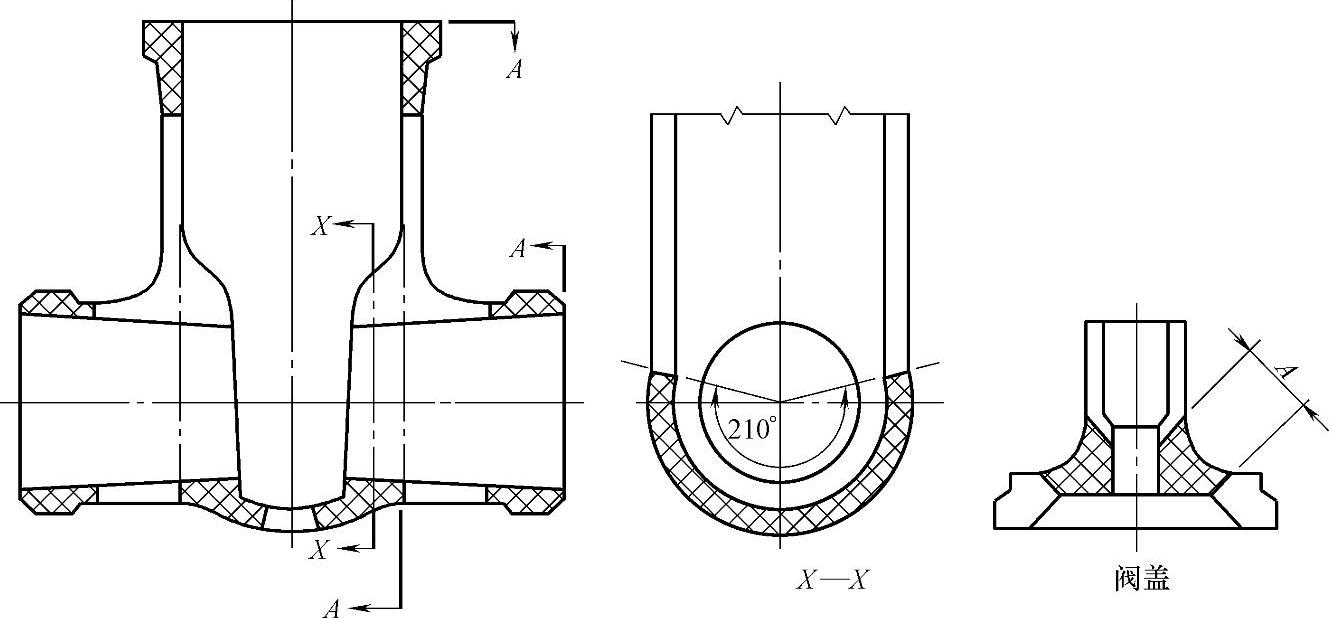
图11-1 闸阀阀体(压力密封阀盖)
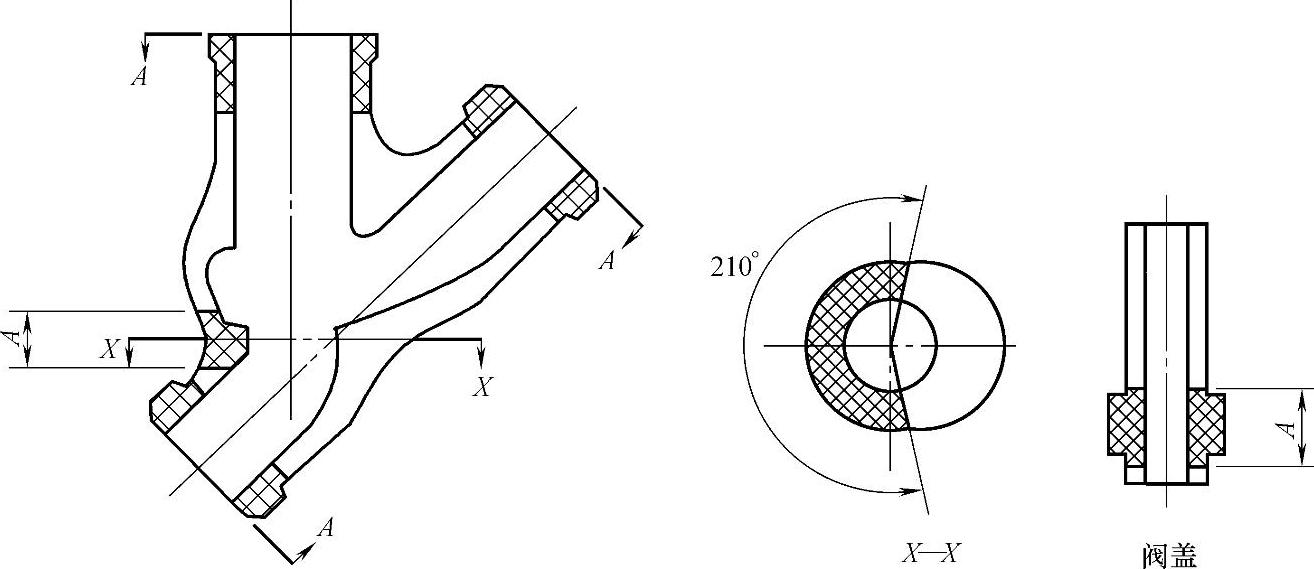
图11-2 形截止阀阀体(压力密封阀盖)
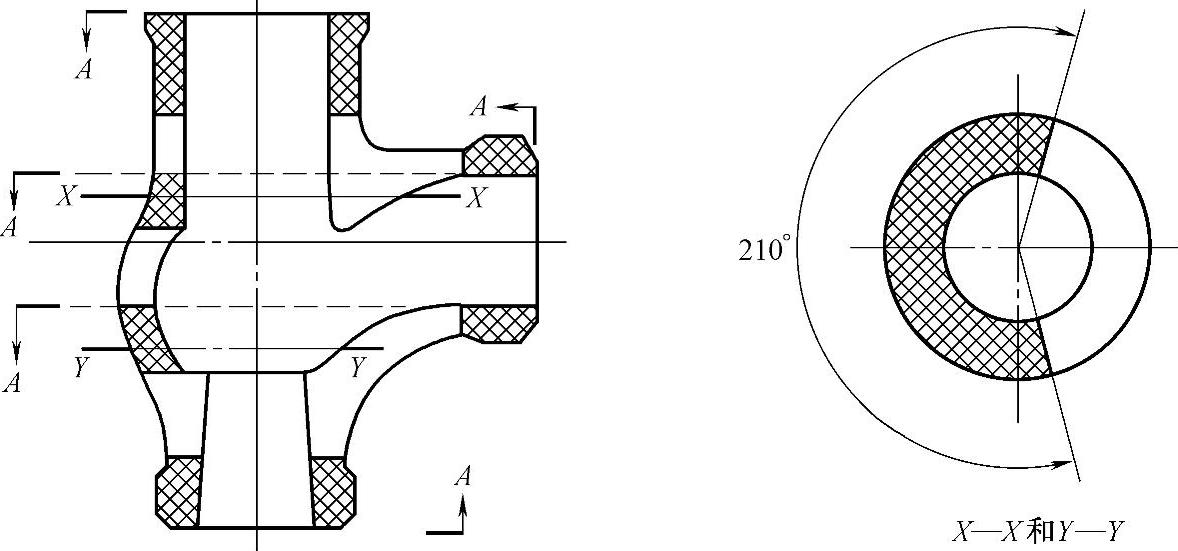
图11-3 角阀阀体(压力密封阀盖)阀盖与 形截止阀相同
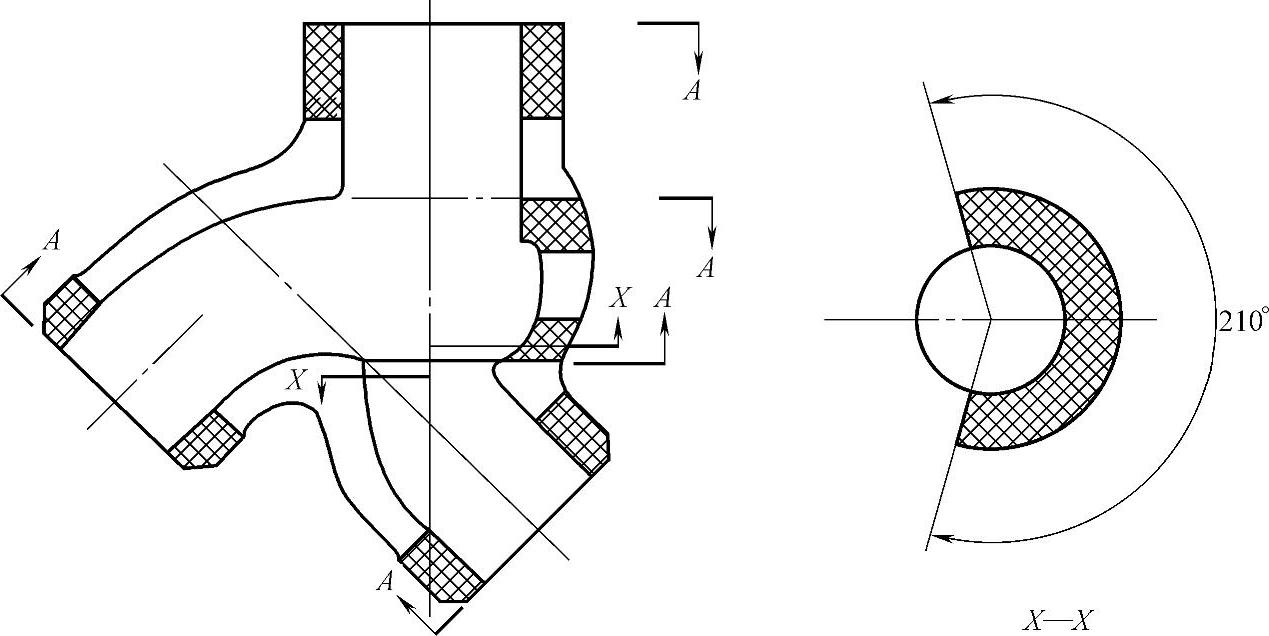
图11-4 下弯阀体(压力密封阀盖)
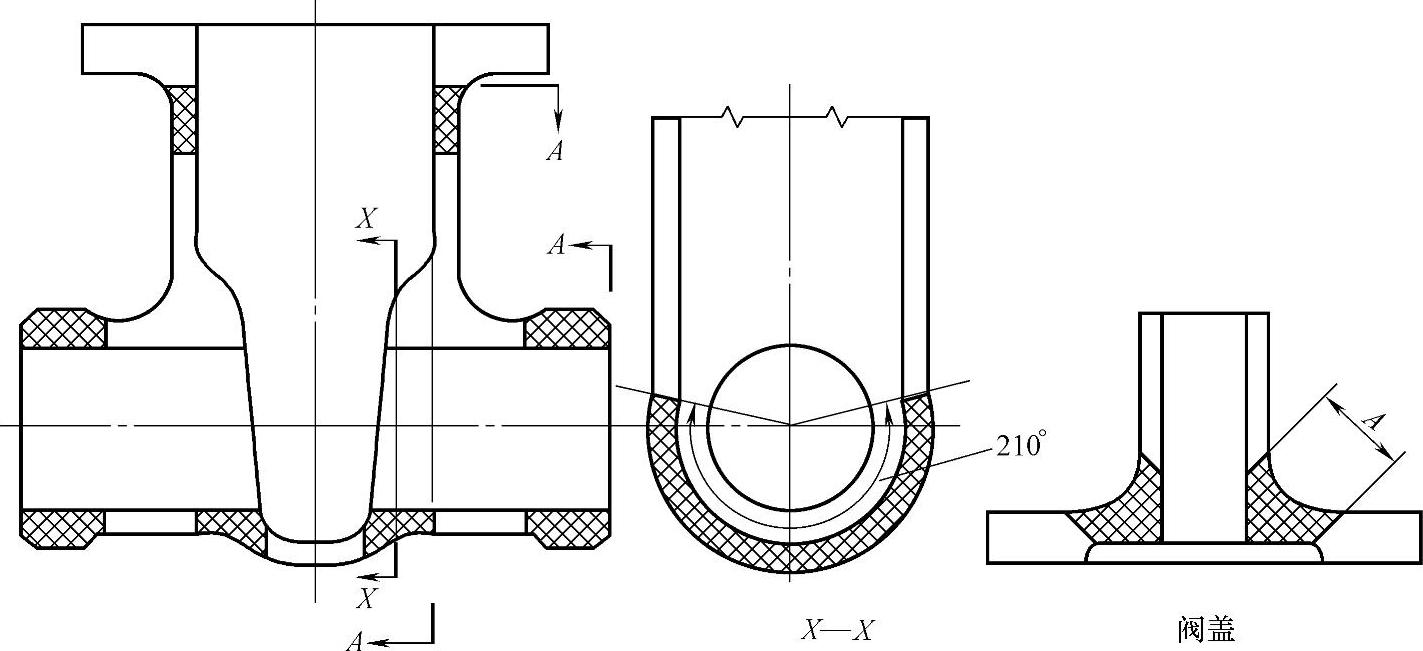
图11-5 闸阀阀体(法兰连接阀盖)
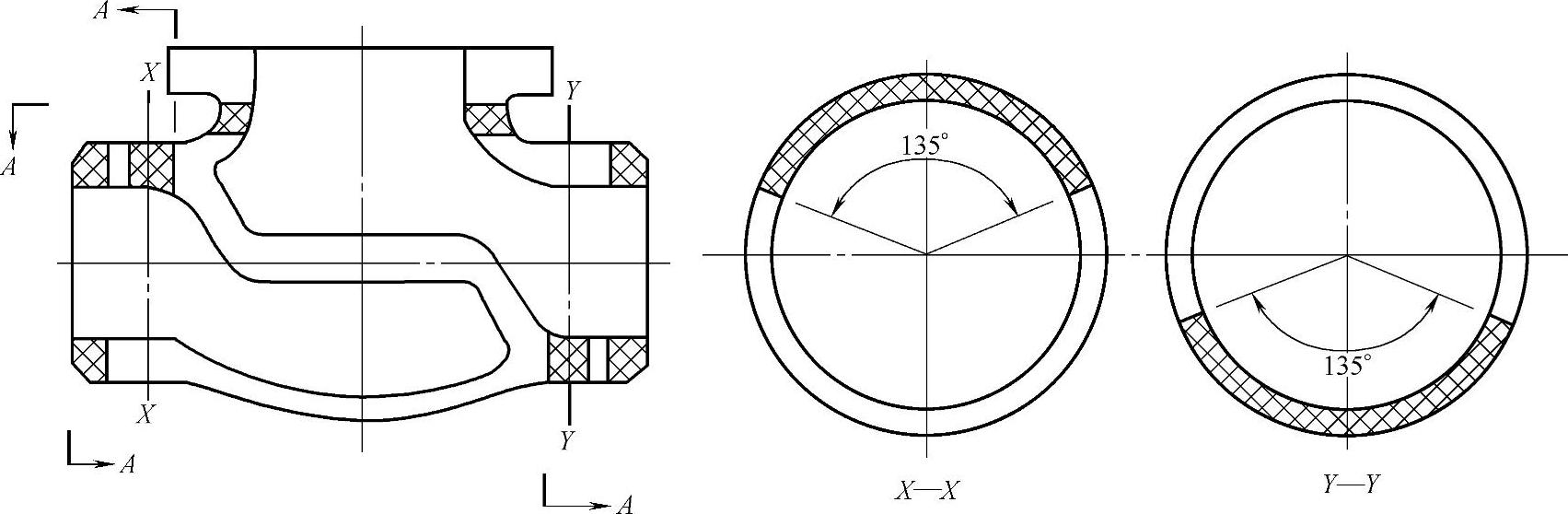
图11-6 截止阀阀体(法兰连接阀盖)
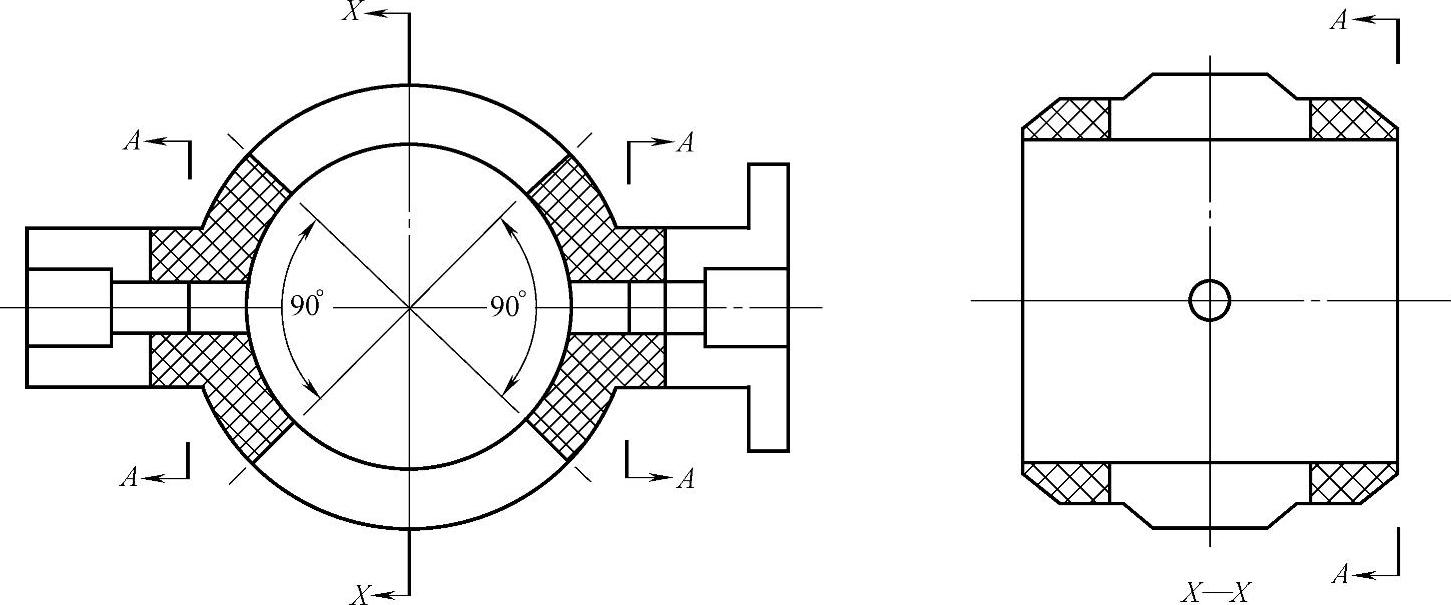
图11-7 蝶阀阀体
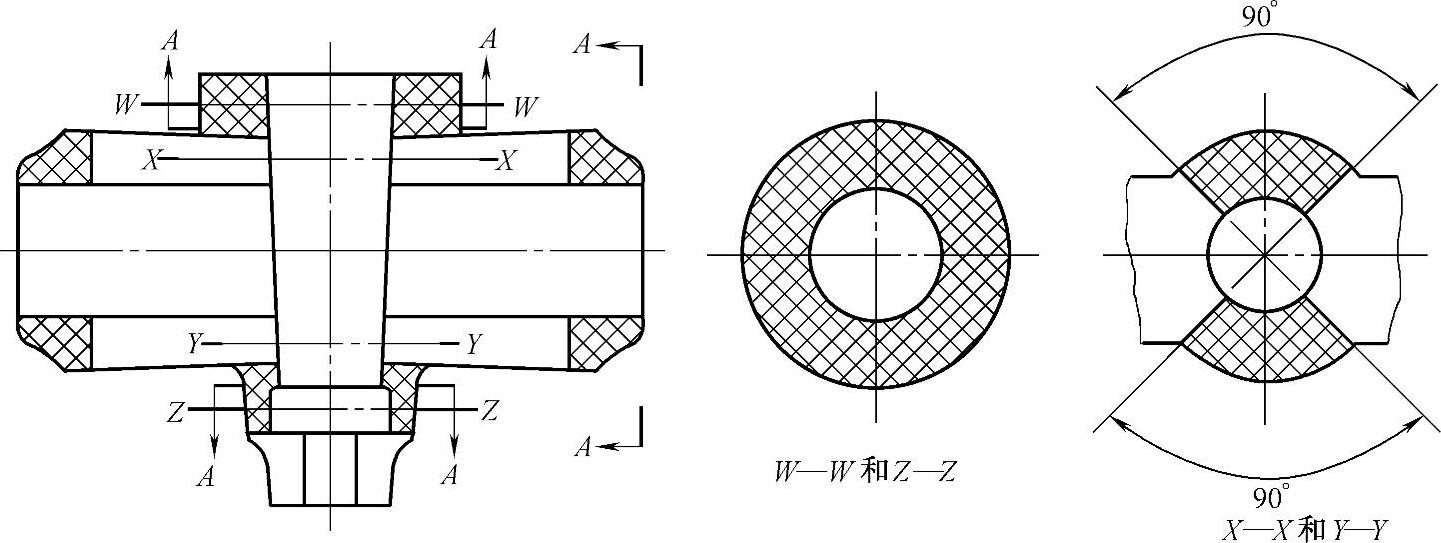
图11-8 旋塞阀阀体
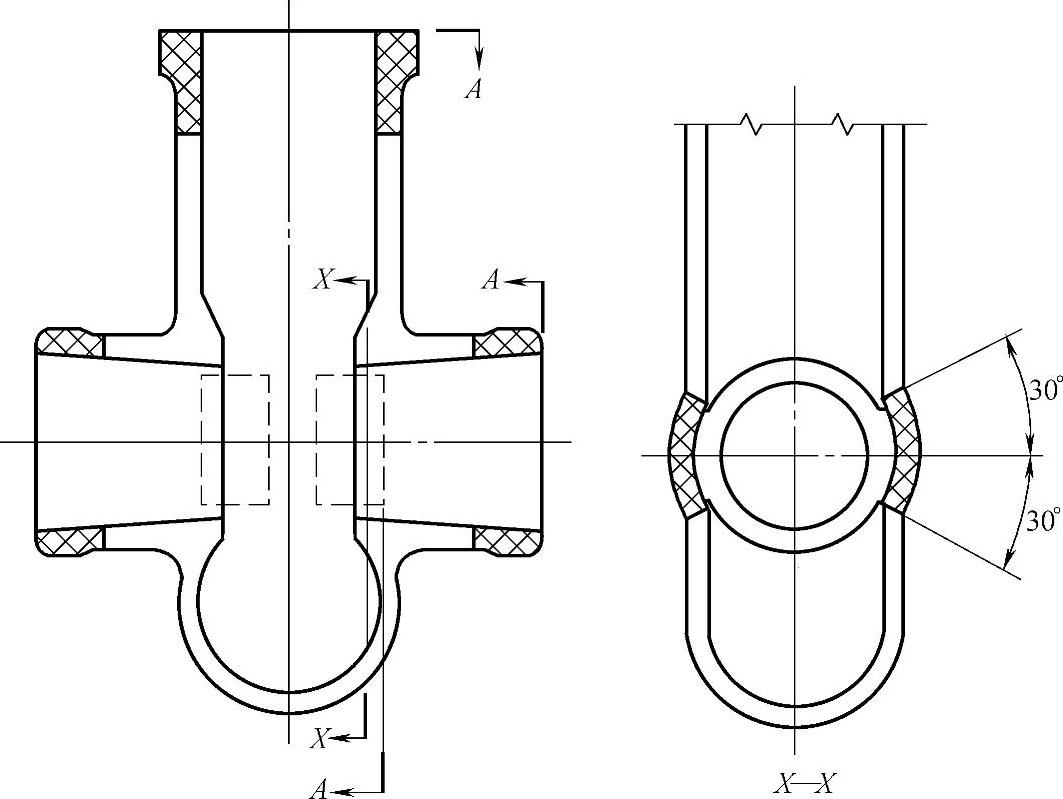
图11-9 水道闸阀阀体(压力密封阀盖)
 (https://www.xing528.com)
(https://www.xing528.com)
图11-10 碟形阀盖

图11-11 平板阀盖
③ 在每个阀座与阀体连接区域宽度等于3tm或70mm(2.75in)中较大值和阀体中腔底部如图11-1所示的约210°范围内。
2)阀盖—填料箱与阀盖连接处或与法兰相接部位。
3)阀盖(止回阀阀盖)。
① 对于带凸面或不带凸面的平阀盖,不要求作定量检查。
② 对于碟形阀盖,在碟形与法兰连接部分的附近区域宽度等于3tm或70mm(2.75in)中的较大值范围。
(2)表面检验 阀体、阀盖铸件的所有外表面和可触及的内表面都应进行表面检验,ASME B16.34—2009第1组材料应作磁粉检验或液体渗透检验;第2组和第3组材料应作液体渗透检验。磁粉检验应按JB/T 6439—2008《阀门受压件磁粉检测》或11.3.5节磁粉检验程序和验收标准。液体渗透检验应按JB/T 6902—2008《阀门液体渗透检测》或11.3.6节液体渗透检验程序和验收标准。
(3)超声波检验 如用户同意,铸件超声波检验可替代射线检验,并能证实超声波的检验结果可接受。检验复盖范围应为图11-1~图11-11的典型部位。
2.锻件、棒材、板材和管材
(1)超声波或射线检验 下列部位应按JB/T 6903—2008《阀门锻钢件超声波检测》或11.3.7节超声波检验程序和验收标准,或按JB/T 6440—2008《阀门受压铸钢件射线照相检测》或11.3.4节的检验程序或验收标准。
1)阀体:通道端部圆筒形部位和阀体颈部。
2)阀盖:包括填料箱和支架的环形部位。
3)阀盖(止回阀阀盖)
① 碟形阀盖在碟形与法兰连接部位的附近区域,宽度等于3tm或70mm(2.75in)中较大值的范围。
② 带或不带凸面的平阀盖,不要求作定量检验。
如果在检验中,超声波显示由于晶粒大小的原因而无法理解,则该材料应采用射线检查,表面下面的线状显示超过下列情况时为不合格:
a)在13mm(0.5in)厚的区域内有超过4.8mm(0.19in)长的线状显示。
b)在13~25mm(0.5~1in)厚的区域内有超过9.6mm(0.38in)长的线性显示。
c)超过25mm(1in)厚的区域内有超过19mm(0.75in)长的线性显示。
(2)表面检验 阀体、阀盖的所有外表面和可触及的内表面都应进行表面检验,ASME B16.34—2009第1组材料应作磁粉检验或液体渗透检验;第2组和第3组材料应作液体渗透检验。磁粉检验应按JB/T 6439—2008《阀门受压件磁粉检验》或11.3.5节磁粉检验程序和验收标准。液体渗透应按JB/T 6902—2008《阀门液体渗透检测》或11.3.6节液体渗透检验程序和验收标准。
3.组焊件
由铸件、锻件、棒材、管材、板材或它们的混合件组焊成的阀体、阀盖应按相应的方法进行检验。对铸件应用11.3.2节的方法;对锻件、轧制件、模锻件也用11.3.2节的方法。另外所有组装件焊缝应按ASME第Ⅷ卷第1册要求进行无损检验,取焊接强度有效系数为1.0,此要求对上密封座、阀座圈、吊耳和辅助连接的焊缝不适用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。