



使用国产普通的压力机,实施表3-12所列各种简易精冲工艺,应注意以下一些问题:
1.简易精冲方法的选择
根据冲裁件的技术要求:尺寸与几何精度、冲切面表面粗糙度值与垂直度公差、毛刺大小及方向、工件材料力学性能及料厚、冲裁件欲精冲部位及冲裁线复杂程度等,选用合适的简易精冲方法,达到技术上可行,所需模具结构简单且便于制造,生产成本低。
(1)精冲 带V形齿圈强力压板精冲工艺,不能精冲料厚t≤0.5mm的冲裁件。因为其最小V形齿高度为0.32mm。t≤0.5mm原材料很易被V形齿压料时卡断。该工艺更适合t>1mm的薄板、中厚板及厚板精冲。该精冲法适于加工塑性良好的非铁金属及其合金,特别是纯铜、纯铝及大部分塑性好的铜合金、铝合金以及低碳(软)钢。凡是可以冷挤压的材料,均可精冲。但切削性能好的一些非铁合金,精冲性能却不好,如HPb59-1黄铜等。为改善碳钢的精冲性能,w(C)>0.2%的中高碳钢、合金钢,多数需进行球化退火处理后才能精冲。在众多的简易精冲方法中,该工艺使用的冲模结构更复杂,制造技术要求更高,但模具结构定型,结构形式比普通全钢冲模少得多。
(2)光洁冲裁 光洁冲裁用于精冲外形简单的零件,冲裁线圆滑、无尖角凹口及小凸台等急骤变化的非直线外形,更合适。冲裁刃口多拐角,小角度折线都会使刃口难以保持合适间隙,多余材料易聚集,刃口小圆角也难以加工并保持一致。塑性好的材料光洁冲裁易获取较好的效果。
(3)整修 整修类似切削加工。复杂的冲裁线将给整修刃口的制造与修理带来困难。整修可使工件冲切面达到更高的垂直度及更小的表面粗糙度值。
(4)无毛刺冲裁 如要求工件的孔和内形无毛刺,采用无毛刺冲裁工艺最合适。板料冲裁及精冲都会使工件冲切面一边产生毛刺,只有无毛刺冲裁是个例外。整修虽也可达到无毛刺,但要经过多次整修,效率较低。
2.设备选择
由于精冲间隙不及普通冲裁间隙的10%,精冲需要在强力压料与反顶状态下进行,所以精冲所需总压力和功均比普通冲裁大1倍以下。在选用简易精冲所需设备时,首先要考虑所选压力机机架应刚度大,承载变形小而均匀,动态精度高,运转平稳;所选压力机滑块导向应精度高,承载后滑块下行的最低位置(下死点)保持不变,最大波动小于0.1mm,以便于精确控制精冲凸模刃口接触凹模刃口的位置,防止凸模进入凹模洞口。
按照上述要求并根据实践经验,优先推荐使用国产的以下诸种类型压力机用于简易精冲。
1)J21系列及其改型与改进设计的开式双柱固定台压力机,公称压力F公称为400~2500kN。
2)J31系列及其改型与改进设计的闭式单点压力机,公称压力F公称为1600~3150kN。
3)Y32系列及其改型与改进设计的四柱万能液压机,公称压力F公称为3000~5000kN。
3.压力和功的计算
(1)用V形齿圈压板的精冲(简称FB精冲)的力与功 在普通压力机上进行FB简易精冲,机身要同时承受压料、反顶及冲裁三项压力合成的总压力荷载,卸料力与推(顶)件力是在主冲裁之后施加,不会同时叠加增大总压力,故不计入总压力中。由于在压料与反顶夹紧原材料情况下冲裁,故对于单动压力机而言,可用于主冲裁的吨位也相应减小,可按下式计算所需设备吨位:
F公称≥F计 (3-6)
F计=K(F+F1+F2) (3-7)
F=tL(1-t'/t)Rm (3-8)
F=0.9tLRm (3-9)
F1=f1L1hRm (3-10)
将f1=4,L1≥L,h=(0.2~0.3)t代入式(3-10)得
F1=(0.8~1.2)tLRm (3-11)
通常情况下,取:
F2=(0.1~0.25)F (3-12)
将式(3-9)、式(3-11)、式(3-12)代入式(3-7),并取K=1.3得
F计=(2.3~3.0)F (3-13)
以上式中,F公称为普通压力机(包括普通冲床与液压机)的公称压力(kN);F计为带V形齿圈压板精冲所需普通压力机的计算吨位(kN);K为安全系数,通常取1.3;F为主冲裁力(kN);F1为齿圈压板压力(kN);F2为反顶压力(kN);t为精冲件料厚(mm);L为冲裁线周长(mm);t'为冲裁时凸模挤入材料深度(mm);Rm为精冲材料的抗拉强度(MPa);f1为系数,通常取f1=4;h为齿圈V形齿高度(mm),见表3-13~表3-15;L1为齿圈长度(mm)。(https://www.xing528.com)
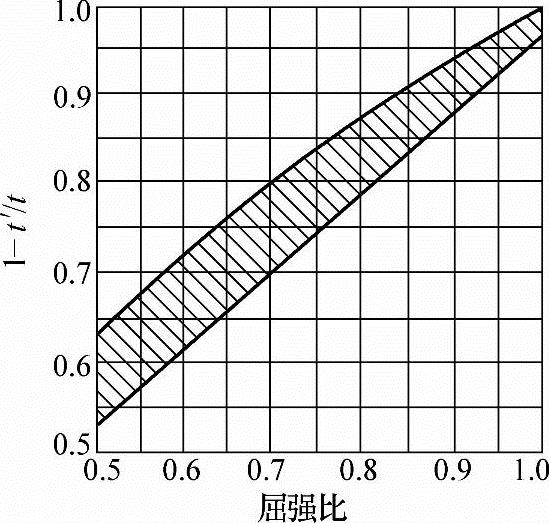
t'值可依精冲材料种类、状态、厚度及其力学性能从有关手册查得。为方便计算,Tim-merbeil把1-t'/t之值绘成诺谟图,见图3-50,可按精冲材料屈强比(ReL/Rm)图算求出1-t'/t近似值,对于精冲,1-t'/t值均在0.6~0.9之间,为保险计,取1-t'/t=0.9,从而使式(3-8)演变成式(3-9)。
表3-13 单面V形齿圈的V形齿尺寸 (单位:mm)
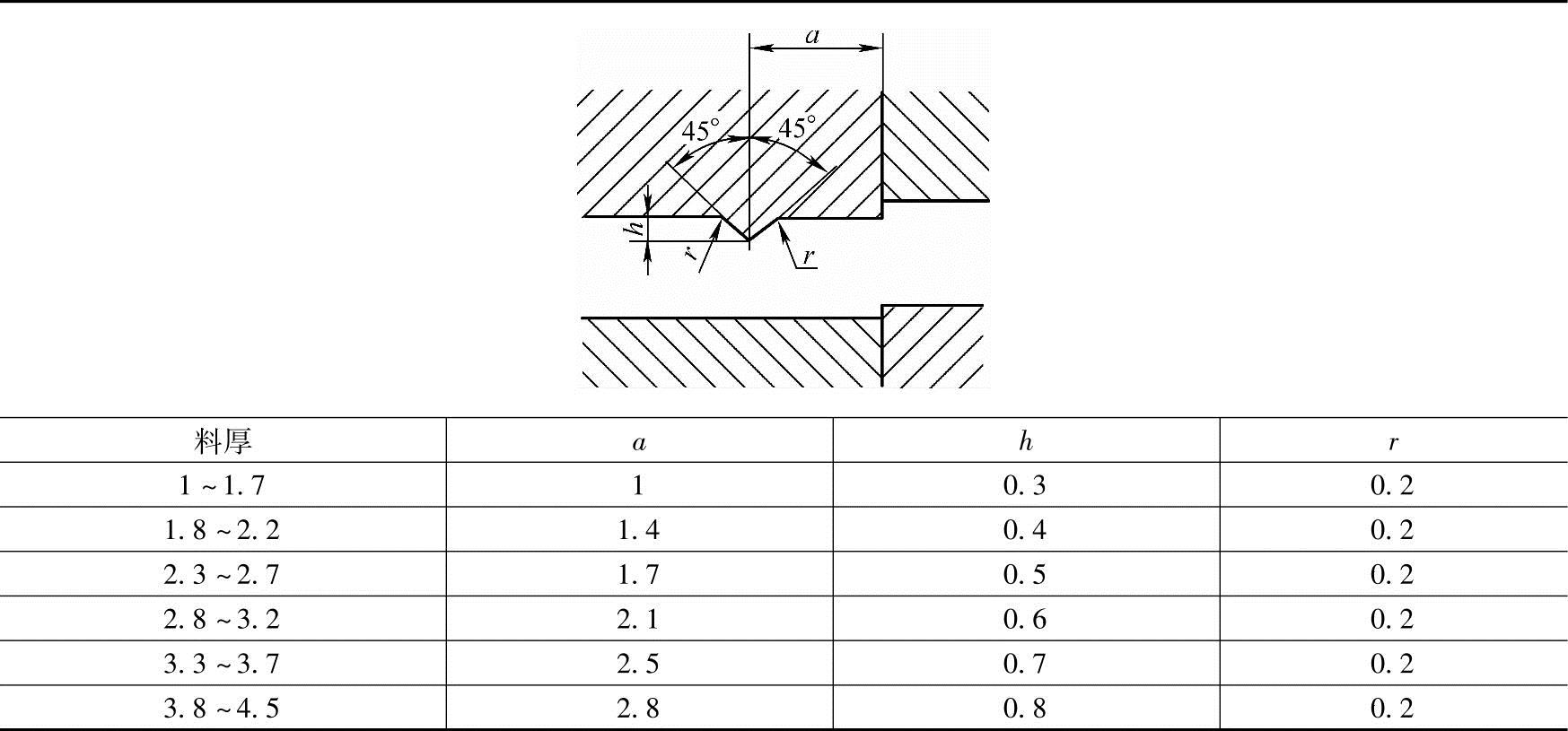
表3-14 双面V形齿圈的V形齿尺寸 (单位:mm)
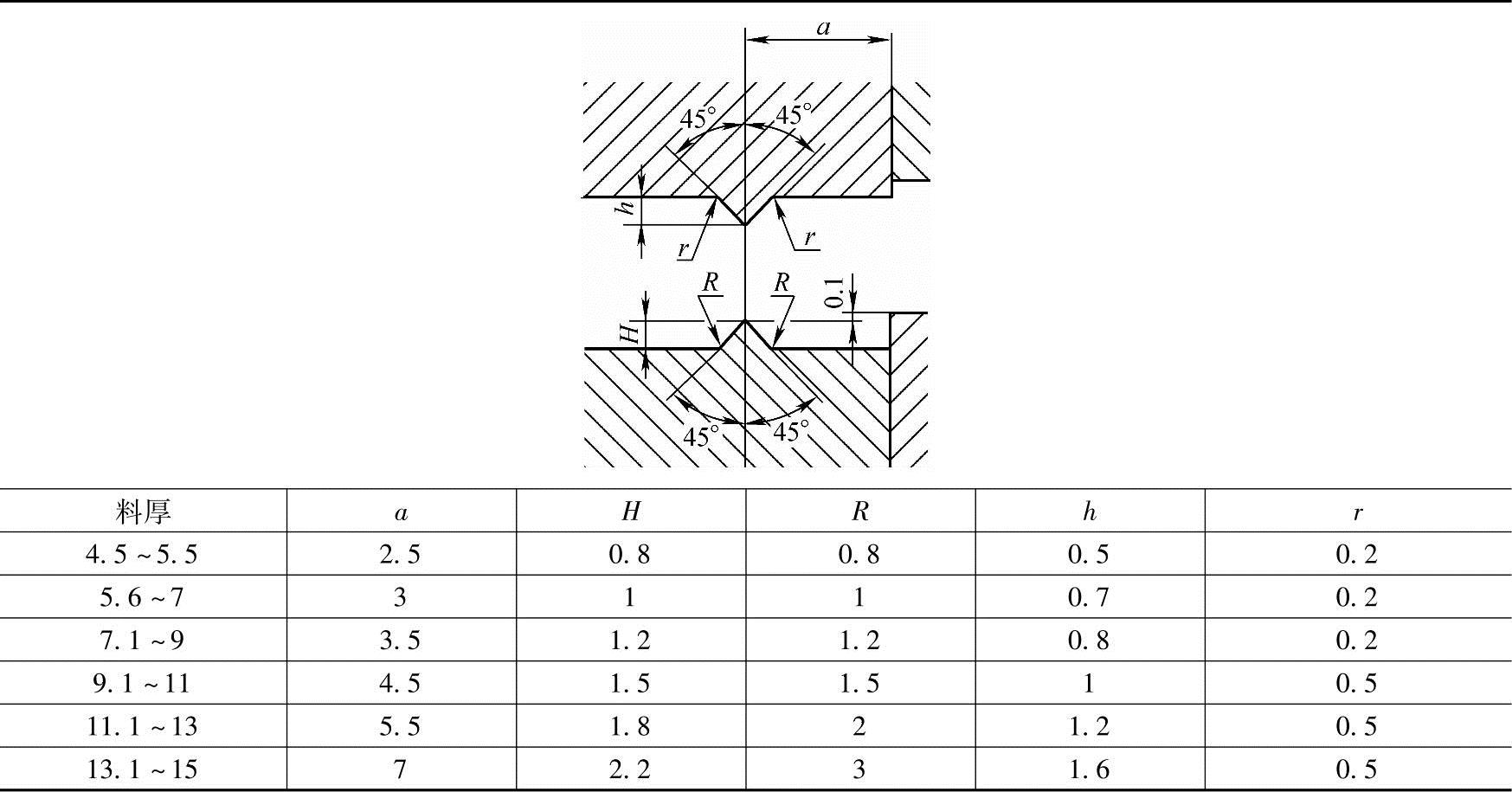
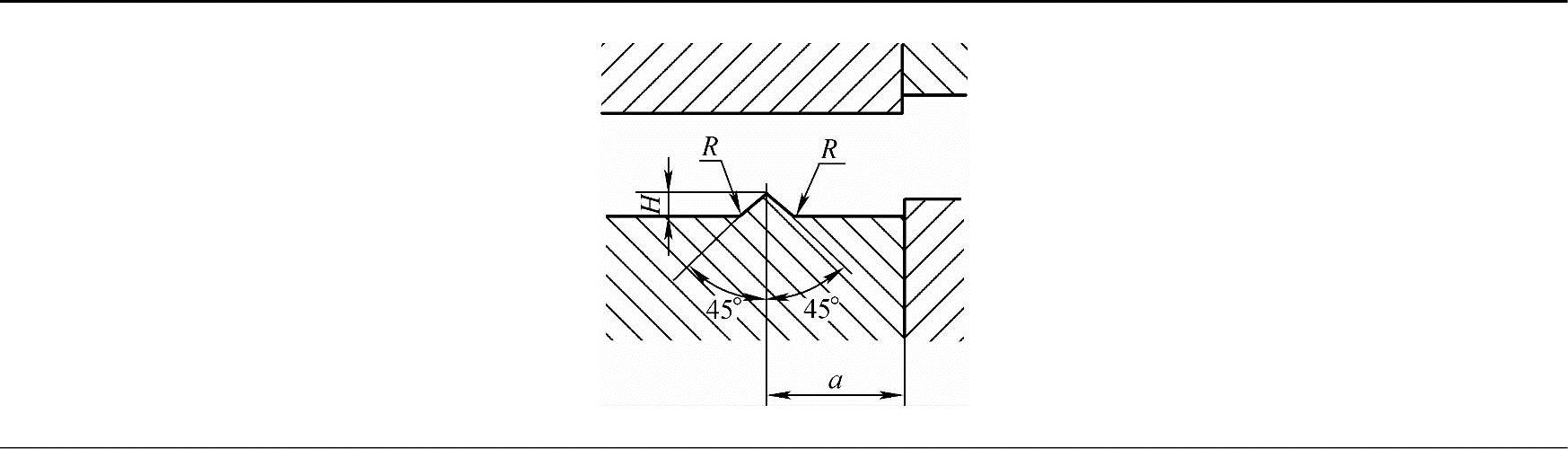
表3-15 小模数齿轮及类似带尖角零件精冲模的齿圈V形齿尺寸 (单位:mm)
(续)

用V形齿圈强力压板精冲(FB)的冲压功可按下式计算:

(2)光洁冲裁时冲压力的计算 负间隙冲裁的冲压力FF可按下式计算:
FF=f2Fmax (3-15)
式中,Fmax为普通冲裁同一冲裁件所需最大冲压力(N);f2为负间隙精冲系数,按精冲材料选取:铝及铝合金取f2=1.5~1.8,黄铜(软态)取f2=2.3~2.8,软钢取f2=2.5~3。
Fmax=KtLRm (3-16)
FF=1.3f2tLRm (3-17)
对于圆刃口光洁冲裁冲压力Fy亦可用式(3-15)计算,但式中f2的取值应根据精冲材料不同,按上述f2值范围,取其下限值。
以上是经验计算法,仅供参考。
如需另行计算推(顶)件力F推、卸料力F卸,均可按(5%~8%)FF进行粗略计算。
4.其他问题
1)机械压力机最大精冲料厚的确定。
2)精冲模设计中应注意的事项,如刃口圆角设置、精冲间隙选取及调整、上模下行位置控制等。
3)实际操作中常遇到的问题,如原材料前处理、润滑、压边及反顶力调整等。
由于我国与精冲密切相关的配套技术水平不高,应用简易精冲可以不进口昂贵的成套精冲设备与精冲模,利用国产普通设备、材料、润滑剂及制模技术即可实施。尽管简易精冲与进口成套精冲设备精冲水平相比,生产率较低,精冲料厚受限,不适于大批量生产,但对于多品种、中小批量生产的小型精冲件而言,易实施,效益显著,有较好的推广使用价值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。