



【摘要】:图4-32所示支架三工位连续式复合模结构简单,很好地解决了窄长、断面变化大的长刃口凸模的结构设计问题。采用矩形截面标准侧刃。第Ⅲ工位用一对成形侧边凸模冲切工件两端外廓与原材料分离,获得完整展开平毛坯并弯曲成形。图4-32 支架三工位连续式复合模1—垫板 2—弯曲凹模弹顶垫 3—固定卸料板 4—定位螺钉 5—成形侧刃 6—凹模
该冲压零件形状如图4-32所示,并不算复杂。材料为20钢冷轧板,塑性好,易于冲压加工;但其顶部横梁很窄,而其两个支承臂较宽,其展开长度又较长。如何使其凸模增宽加厚、提高寿命,是其冲模结构设计中一个课题。否则,难以适应大量生产。
图4-32所示支架三工位连续式复合模结构简单,很好地解决了窄长、断面变化大的长刃口凸模的结构设计问题。
从展开平毛坯排样开始,采用有搭边单列横置直排排样。利用其结构废料宽大的特点,采用裁搭边,并使用成形侧边凸模冲切对称两头的排样方法。送料进距很小,S=13.5mm。采用矩形截面标准侧刃。工位安排为:
第Ⅰ工位冲切中间搭边与结构废料相连的大片废料。可以看出,冲切凸模加厚,断面变大,制造容易,坚固耐用。
第Ⅱ工位是空挡。因为送料进距很小,工件中部窄又长,如不加空工位,便会使两工位相距太近,凸模与凹模强度不足,也装不到固定板上去,位置不够。(https://www.xing528.com)
第Ⅲ工位用一对成形侧边凸模冲切工件两端外廓与原材料分离,获得完整展开平毛坯并弯曲成形。成品零件由凹模弹顶垫弹出,从模上侧旁的卸件坡滑入零件箱。
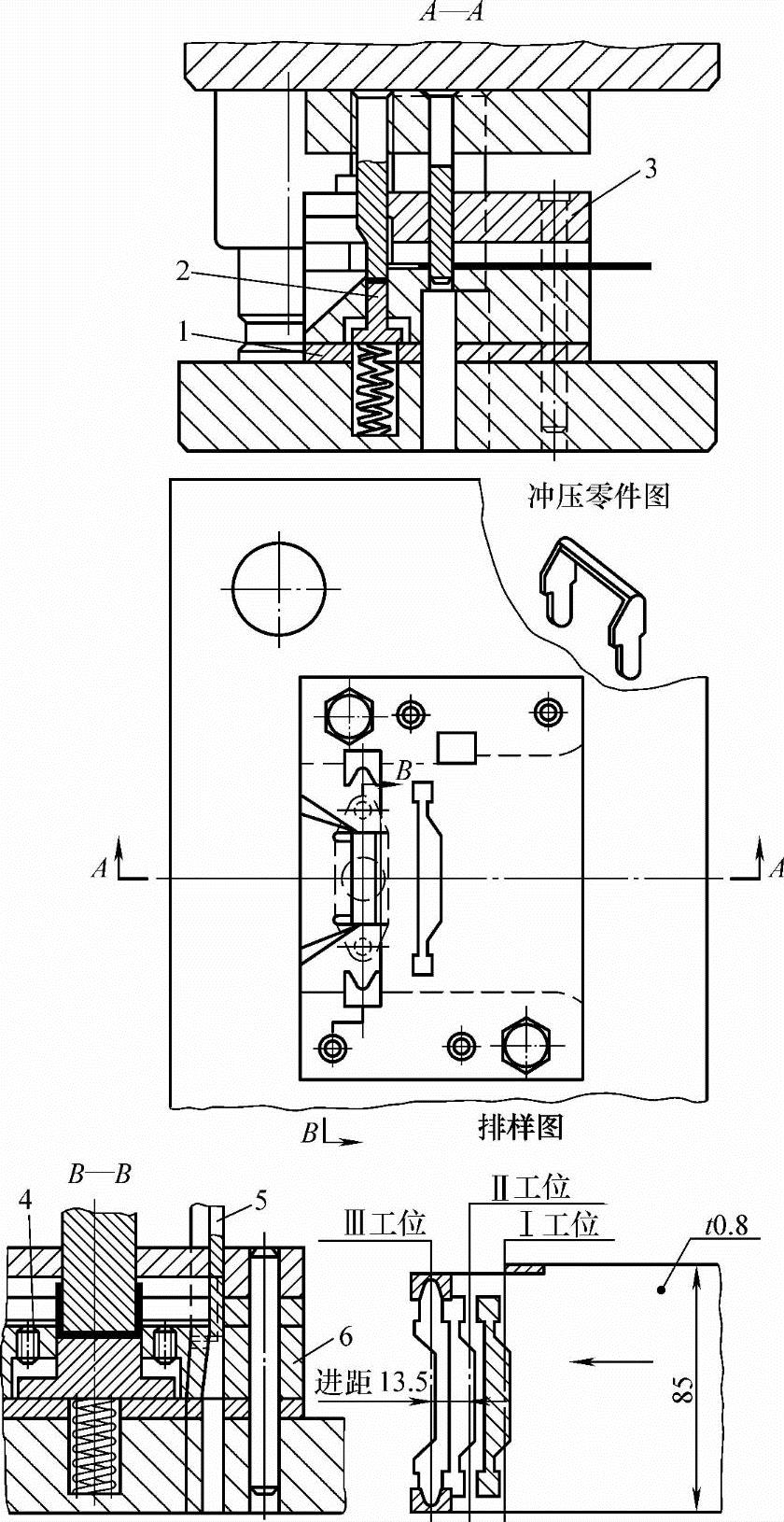
图4-32 支架三工位连续式复合模
1—垫板 2—弯曲凹模弹顶垫 3—固定卸料板 4—定位螺钉 5—成形侧刃 6—凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。