



插芯护套(芯套)为一个台阶式小圆筒形冲压零件,尺寸很小,但有较高的尺寸与几何精度的要求。从图4-36的冲压零件及其展开平毛坯图中可以看出,落料毛坯的所有标注尺寸都无一例外地标出了极限偏差。
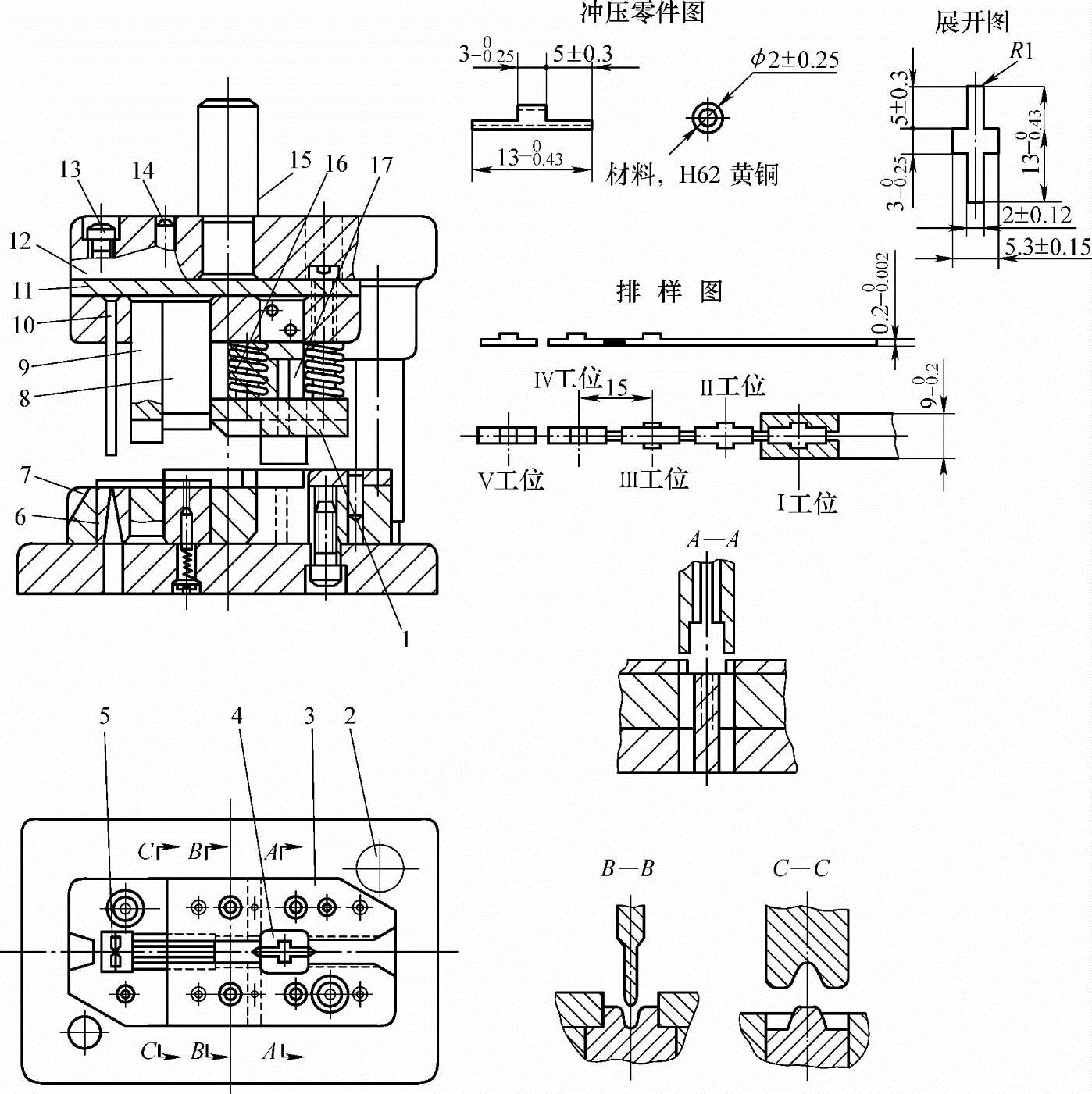
图4-36 芯套五工位连续式复合模
1—弹压卸料板 2—导柱 3—导料板 4—成形侧刃 5、6—切断凹模镶块 7—凹模 8—弯曲凸模 9—卷圆凸模 10—切断凸模 11—垫板 12—上模座 13—螺钉 14—销钉 15—模柄 16—弹簧 17—成形侧刃
该冲压零件用单列直排有搭边排样,用成对成形侧刃切除展开平毛坯两边绝大部外廓废料,仅留中间很小一点搭边,作为携带工件实现工位间送进的纽带。
各冲压工位和与实际工步安排如下:
第Ⅰ工位为第一工步,用对称设置的成形侧刃,将由结构废料与沿边连接的、围绕于展开平毛坯外廓的大部废料切除,获得的展开平毛坯,还有中间搭边与原材料相连,构成送进毛坯至后续各工位进行冲压的纽带。因为料厚很小,仅0.2mm,搭边宽度按查表法或图算法求出也仅有1.5~1.8mm,用于携带工件送进,略显刚度不足,材料本身为H62黄铜较软。为此,取其宽度为2mm,见剖视图A—A。(https://www.xing528.com)
第Ⅱ工位空挡。因为冲压零件毛坯尺寸小而成形侧刃大,送料进距S=15mm,与Ⅰ工位成形侧刃太近,凹模刃口壁厚太薄,凸模安装位置不够,不利于提高模具寿命,结构设计也有困难,故增加一个空工位。
第Ⅲ工位为第二工步,进行弯曲,弯成U形。见剖视图B—B。
第Ⅳ工位第三工步卷圆成形,见剖视图C—C。
第Ⅴ工位第四工步切断。
该冲模整体结构形式为滑动导向对角导柱模架弹压卸料结构。凹模采用分工位镶拼结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。