



与单工序拉深模结构设计相比,连续拉深模及含连续拉深及成形工步的连续式复合模等,其各拉深工位也相当于单工序拉深模。两者结构设计中的主要工艺要素为:展开毛坯及实际拉深平毛坯尺寸确定、拉深系数与拉深次数确定、中间工步半成品尺寸计算、拉深间隙的确定、拉深凸模与凹模圆角半径确定等,项目相同,数值大同小异。
1.修边余量b修
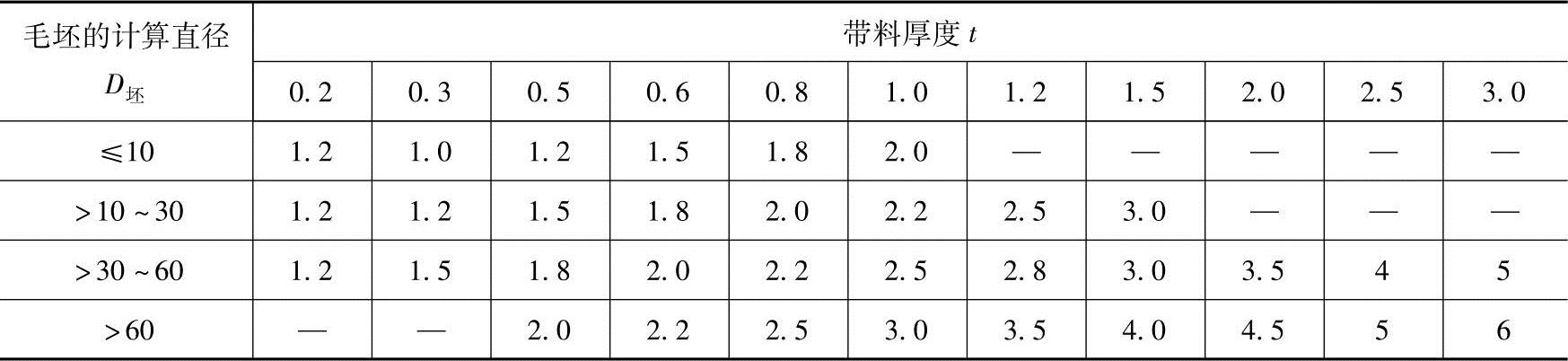
连续拉深零件与分序多模拉深零件一样,在计算其拉深毛坯尺寸时,也需在其展开平毛坯尺寸的基础上,加上修边余量b修。其值大小与其计算展开毛坯的尺寸、拉深料厚t有关,见表6-17。
表6-17 带料连续拉深的修边余量b修 (单位:mm)
2.搭边宽度A、沿边宽度b及切口宽度C
连续拉深,特别是有工艺切口的拉深,搭边宽度A与沿边宽度b比整带料无工艺切口稍大一些,但并不显著。只是当采用多列排样和选用特殊形式的工艺切口时,才有明显区别。即便如此,相当尺寸的拉深零件,无论采用何种工艺切口,甚至整带料拉深,大都采用单列直排排样,其搭边宽度A与沿边宽度b都在一定范围内波动,均可从表6-18中选取。
表6-18 连续拉深的搭边与工艺切口宽度 (单位:mm)
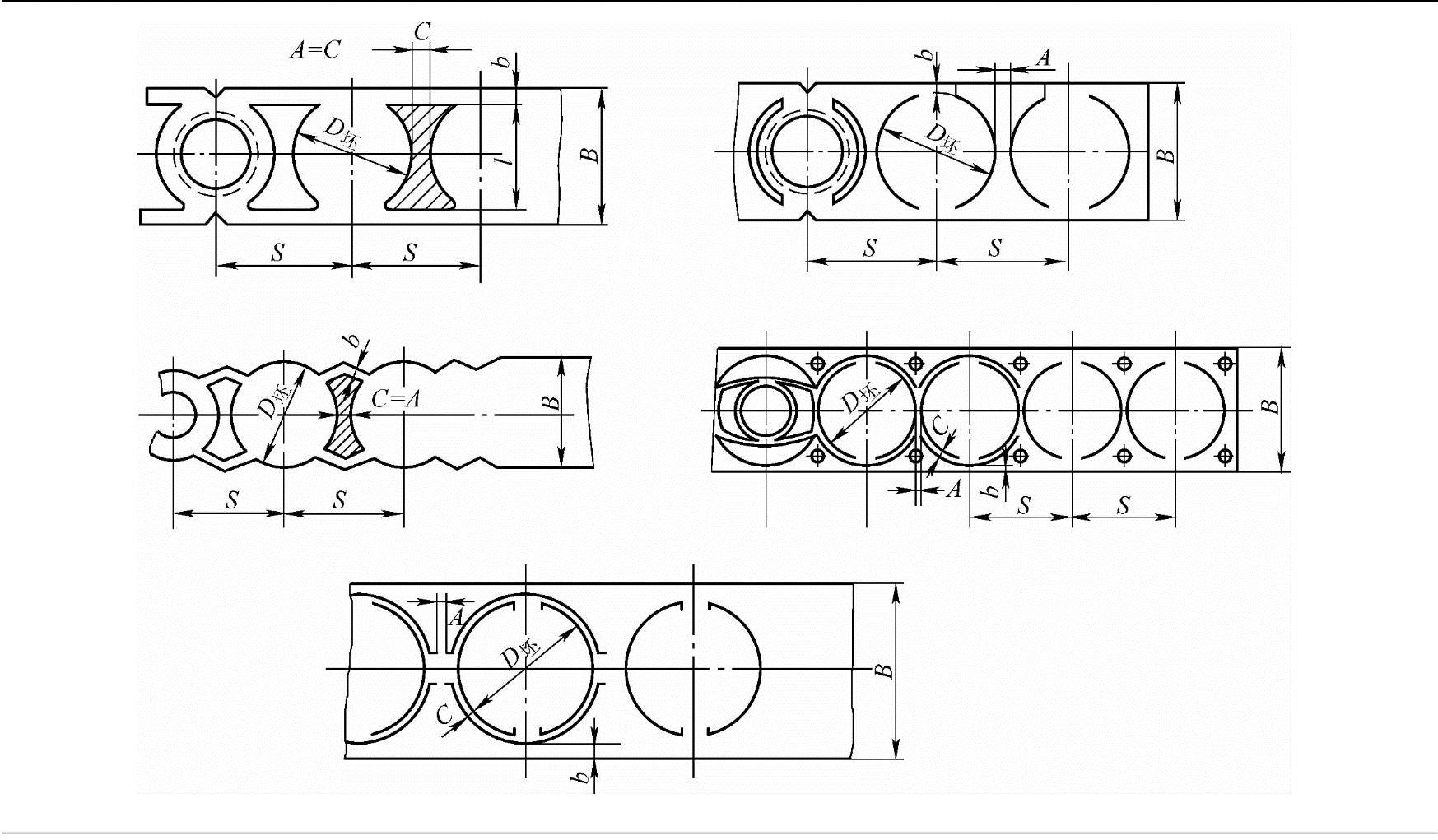
(续)

3.总拉深系数、拉深次数及各次拉深系数
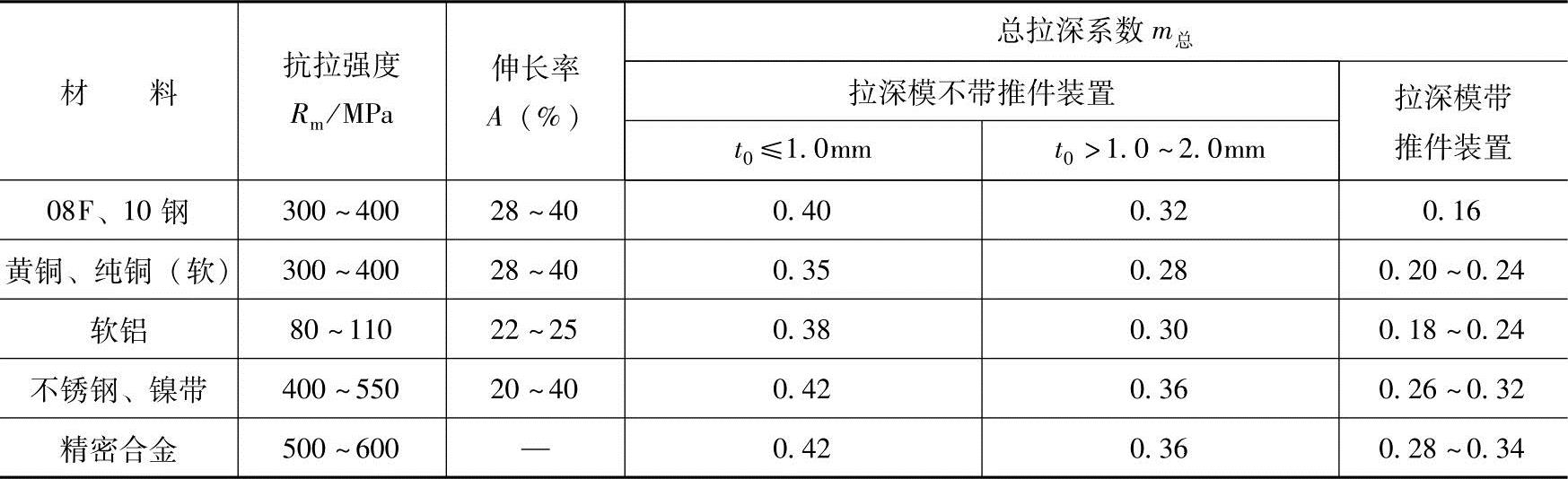
带料连续拉深无论有无工艺切口,其总的拉深系数计算方法,与带凸缘圆筒形拉深件分序多模用单工序拉深模多次拉深的计算方法相同。总拉深系数为

不同带料允许的总拉深系数m总与拉深模结构有关。带料许用总拉深系数m总见表6-19。
表6-19 带料许用总拉深系数m总
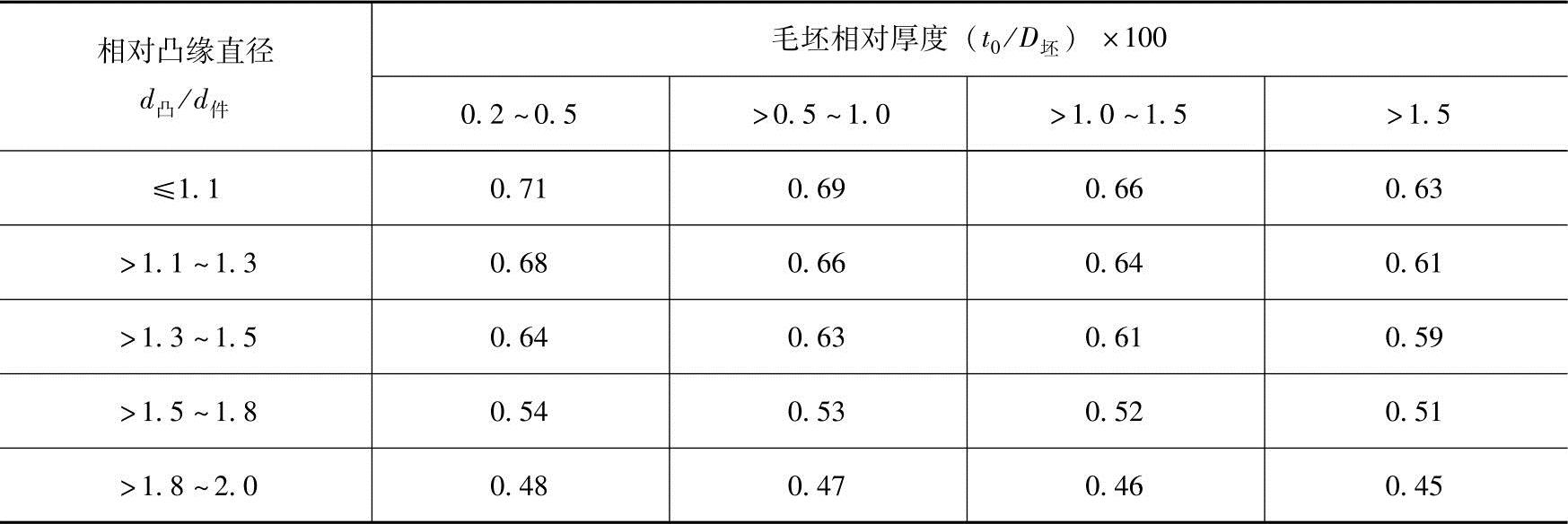
(1)整带料(无工艺切口)连续拉深 根据表6-20~表6-22所列数据,可以方便地计算出拉深次数及各次许用拉深系数,并确定出各工步坯件拉深尺寸,为连续拉深模提供结构设计依据。
表6-20 整带料(无工艺切口)首次拉深系数m1
 (https://www.xing528.com)
(https://www.xing528.com)
注:适用于冷轧带钢08钢、10钢。
表6-21 整带料(无工艺切口)首次后各次拉深系数
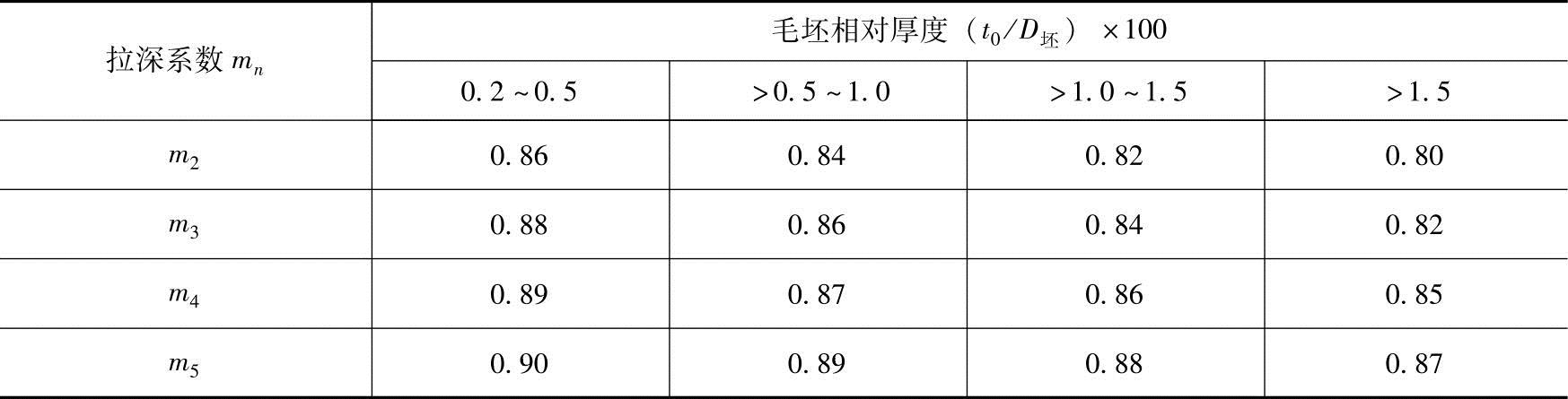
注:适用于冷轧带钢08钢、10钢。
表6-22 整带料(无工艺切口)首次拉深的最大相对高度h1/d1
注:适用于冷轧带钢08钢、10钢。
(2)有工艺切口连续拉深 根据表6-23~表6-26所列数据,可以方便地计算出带料有工艺切口连续拉深的拉深次数及各次拉深许用拉深系数,确定各拉深工步坯件尺寸,为连续拉深模提供结构设计依据。
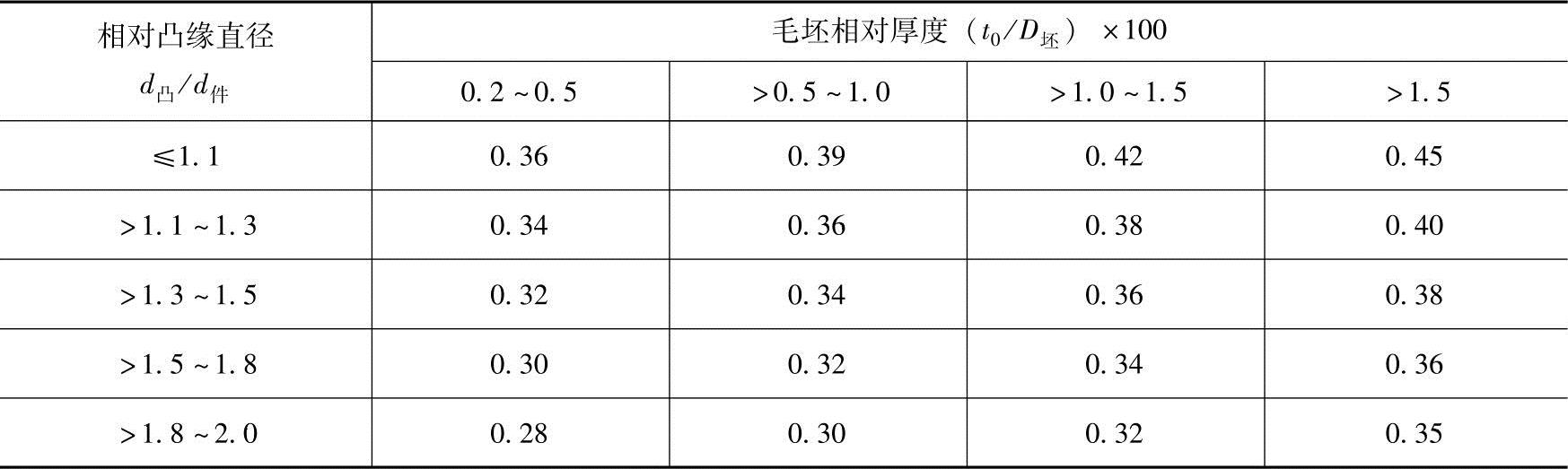
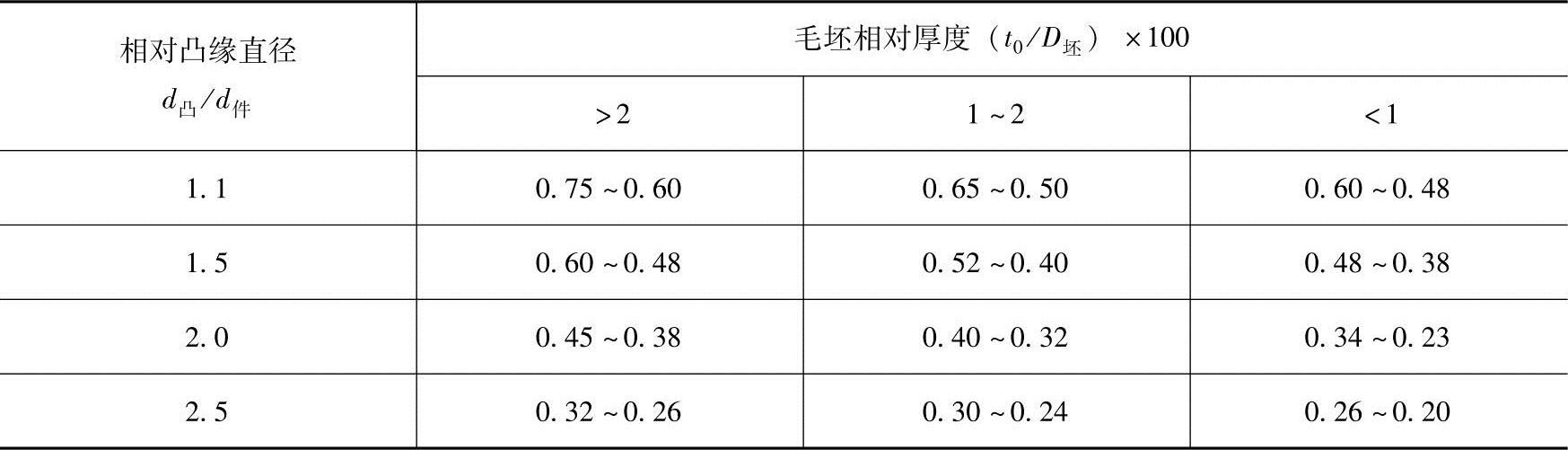
表6-23 有工艺切口连续拉深首次拉深系数m1
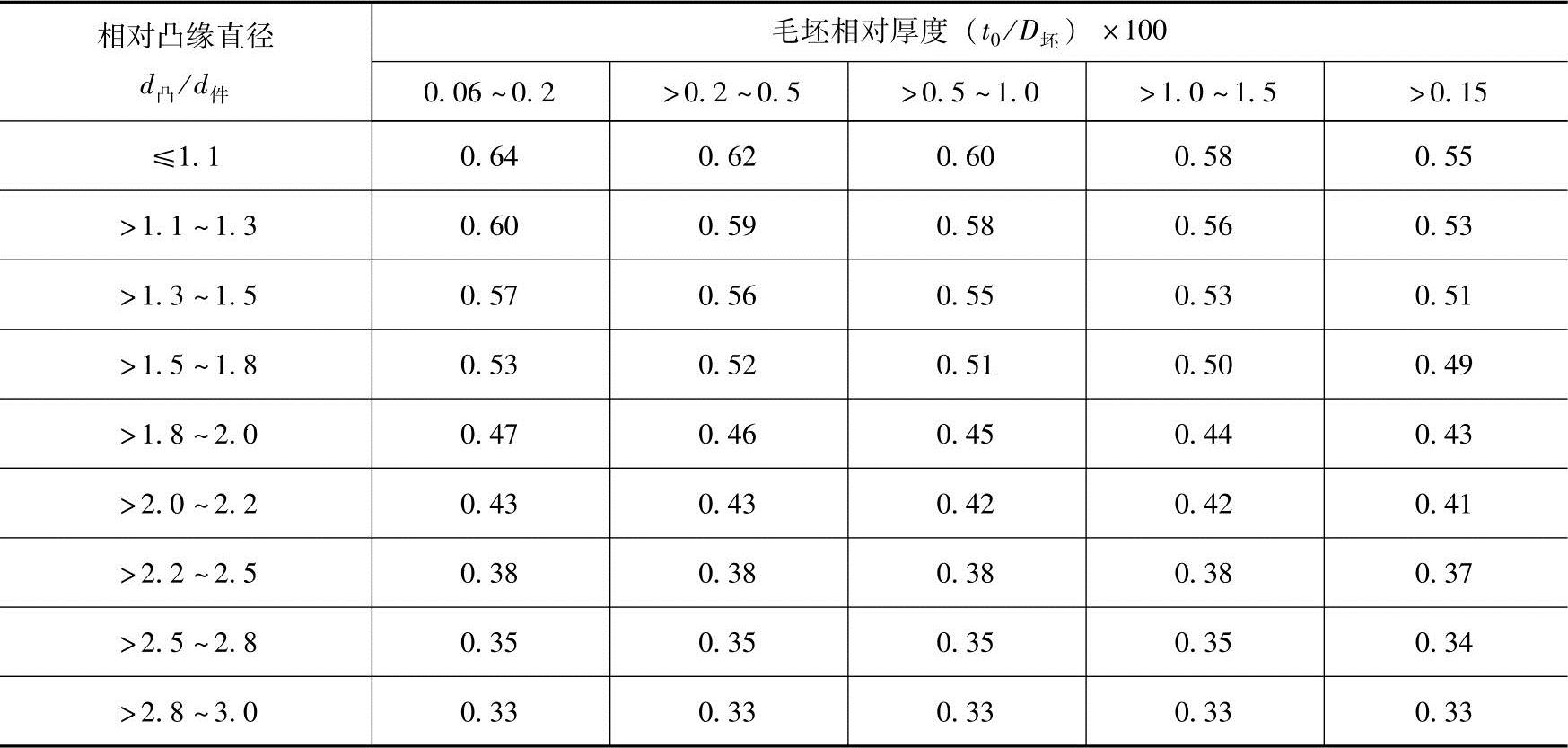
注:适用于冷轧带钢08钢、10钢。
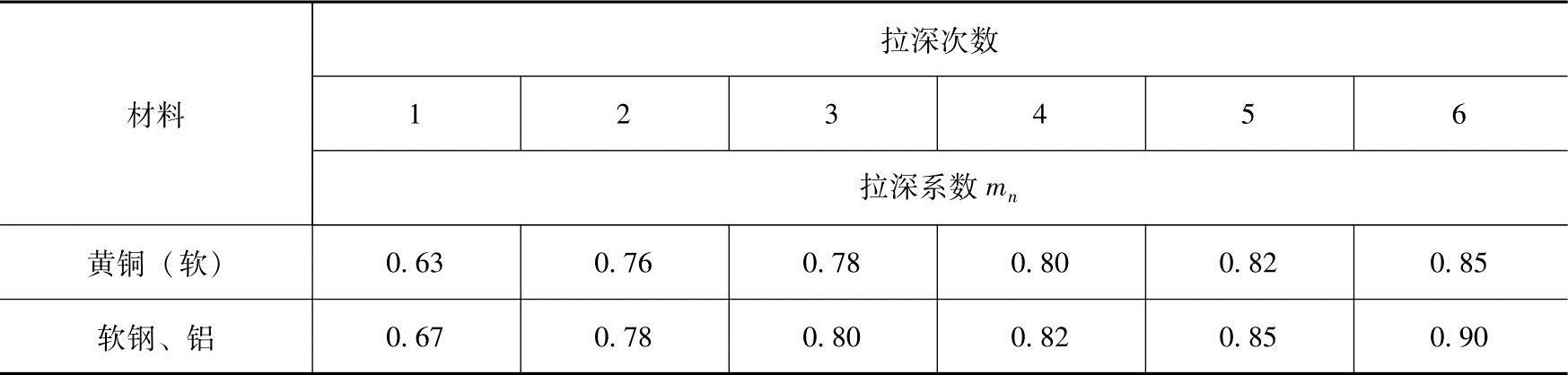
表6-24 有工艺切口连续拉深首次后各次拉深系数mn
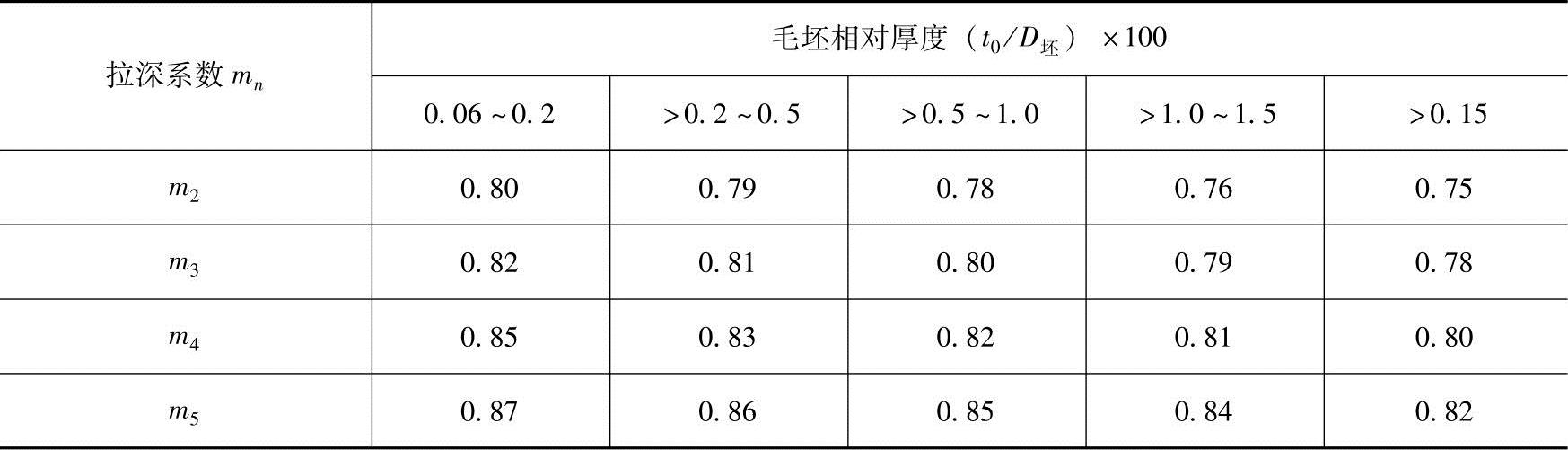
注:适用于冷轧带钢08钢、10钢。
表6-25 有工艺切口连续拉深首次拉深最大相对高度h1/d1
注:适用于冷轧带钢08钢、10钢。
表6-26 有工艺切口连续拉深各次拉深系数推荐值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。