



1.总的缩口系数
缩口作业总的变形程度通常用总的缩口系数KSΣ表示。KSΣ值越小,总的缩口变形程度越大。KSΣ可按下式计算:

式中,d为工件缩口加工后的直径(mm);D为工件未缩口加工前的空心毛坯直径(mm)。
当采用多道工序,或连续多工步进行缩口作业时,其总的缩口系数应为各次缩口系数的乘积:
KSΣ=KS1KS2KS3…KSn (8-7)
式中,KS1、KS2、KS3、…、KSn为各次缩口作业用缩口系数。
2.分序缩口系数
多数情况下,缩口变形程度大,不是一次缩口作业就可以达到要求的,大多都采用二次及二次以上缩口加工,才能取得满意的缩口效果。特别是一些缩口质量要求较高的零件,不仅要求缩口区外观光滑,无肉眼可见皱纹,还要求缩口后的尺寸(直径d、高度h0及顶部圆弧等)都符合要求。故往往在多次缩口作业中,采用不同的分序缩口系数。第一次稍小,以后各次逐渐加大,最后一次兼有校形作用,缩口系数更大一些。因此,多工序缩口的缩口系数是不等的。
缩口系数的大小除取决于缩口零件的材料性能,主要是塑性,还与其料厚密切相关。缩口模的结构形式对缩口系数有决定性的影响。有缩口模芯作内部支承,又有外部匹配模腔进行外部支承,其缩口变形程度又可提高一倍,即与无模芯缩口相比,缩口系数可减小一半以上。
分序缩口系数可按下式计算:

式中,KSn为第n次缩口的系数;dn-1为第n次缩口前的坯件口部直径(mm);dn为第n次缩口后的工件直径(mm)。
3.平均缩口系数
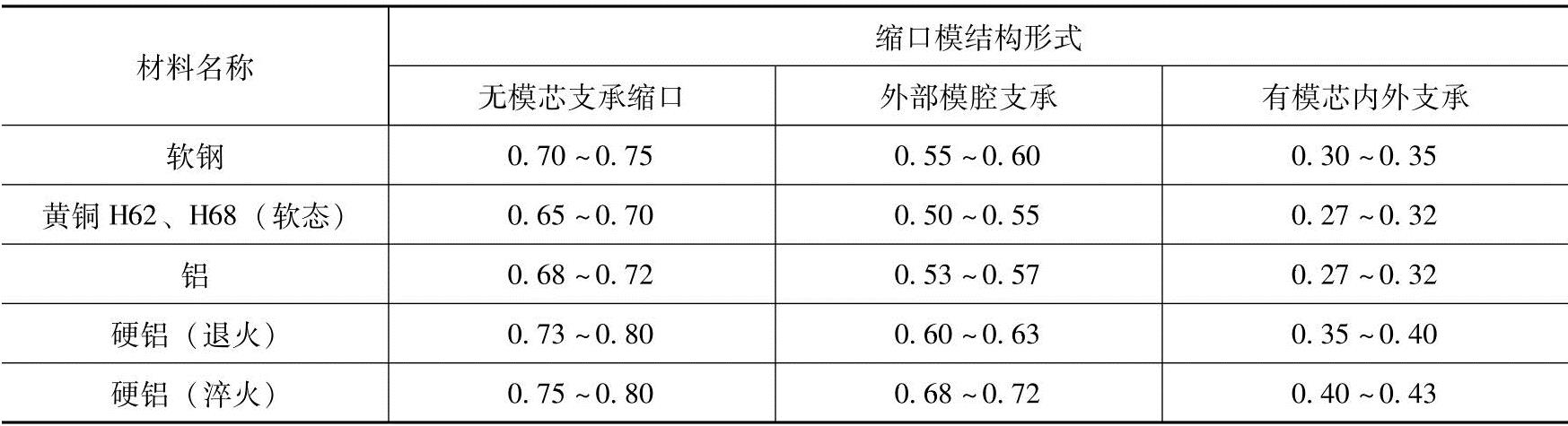
控制多次缩口作业中每次缩口的变形程度不超过平均值,是确保缩口质量和平衡各次变形程度、减少废次品的关键。各种材料的平均缩口系数KSJ见表8-5。
表8-5 各种材料的平均缩口系数KSJ
4.缩口次数
缩口次数nS可按下式计算:

式中,KSΣ为总的缩口系数,按式(8-6)或式(8-7)计算;KSJ为平均缩口系数,查表8-5。
按式(8-9)求得的理论缩口次数,往往不是整数。而实际要采用的缩口次数,总是大于计算次数不足1次的整数。故需依据计算结果,决定缩口次数,并合理分配和平衡各次缩口变形程度,以求达到较好的缩口质量。
5.多次缩口变形程度的分配
在多数缩口作业中,每次缩口变形程度的确定,是在计算并确定缩口次数之后,才能进行分配与调整。通常情况下,可按下述公式给定。(https://www.xing528.com)
第一次缩口系数:
KS1≥(0.85~0.9)KSJ (8-10)
以后各次缩口系数:
KSn≥(1.05~1.10)KSJ (8-11)
6.缩口后料厚增量
零件缩口部位的料厚稍有增大。其缩口后的料厚,可按下式计算:

式中符号意义同以上各式。
7.回弹的控制与消减
与其他成形作业一样,缩口作业后亦有回弹。弹性变形总伴随着塑性变形发生,且在塑性变形后总要回弹,这符合金属压力加工的基本定律。缩口后回弹量大小与缩口变形程度有关,一般小于1%,约为0.5%~0.8%。因此,在缩口后的零件尺寸会比模腔尺寸大出0.5%~0.8%。通常可通过预加变形量,或试模后修准模腔尺寸加以控制。对于一般精度的缩口零件,可以不预考虑。
8.缩口毛坯尺寸的计算
通常情况下,由于不同的缩口形式及模具结构,使缩口零件的缩口部位,发生不同的尺寸变化。不仅外形迥然不同,而且尺寸差异很大;但是,缩口前后体积不变。根据这个原则可依以下各式进行缩口毛坯尺寸计算:
1)斜口形式缩口毛坯(见图8-11a)尺寸的计算如下:

2)直口形式缩口毛坯(见图8-11b)尺寸的计算如下:

3)球面形式缩口毛坯(见图8-11c)尺寸的计算如下:

以上式中符号意义,见图8-11。
9.缩口力的计算
不同的缩口形式,即便其变形程度相当,其缩口力的大小也是有差别的。弹壳缩口所需压力的近似计算公式如下:

式中,FS为缩口力(N);t为毛坯料厚(mm);D为毛坯直径(mm),按中心层计;d为缩口部分直径(mm),按中心层计;μ为凹模与毛坯接触面的摩擦因数;ReL为材料的屈服强度(MPa);α为凹模的圆锥角(°);K为速度系数,在曲柄压力机上缩口,取K=1.15。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。