



【摘要】:在型槽的水平方向上,锻件的最大凸出部分不应碰到型槽的侧壁;在型槽的垂直方向上,应使型槽的底部在剁断时碰不到飞边。总之,在设计切断型槽时,必须保证在切断过程中,锻件飞边不受打击或碰坏。图2-65 切断型槽结构及尺寸a)前切刀 b)后切刀 α—切刀斜度 h—切刀高度 b—飞边宽度 b1—锻件外形距切刀中心的最大距离 D—坯料直径2.后切刀后切刀结构形式如图2-65b所示,其尺寸是根据坯料直径D来设计的。
切断型槽不是为了使金属成形,而是将已锻好的锻件从棒料上剁下来。切断型槽适用一料多件的小型锻件,每模锻成一件后,应在切断型槽上将其切下,再将剩余的坯料放入型槽继续锻出锻件。
切断型槽按其位置和排列可分为三种形式,最常用的多位于模具的右前角和左后角上。为了操作方便和合理布排,切断型槽一般与燕尾中心线交叉成一个角度α,α一般采用15°、20°、25°等为宜。
1.前切刀
其结构如图2-65a所示,其尺寸是根据带有飞边的锻件来设计的。在型槽的水平方向上,锻件的最大凸出部分不应碰到型槽的侧壁;在型槽的垂直方向上,应使型槽的底部在剁断时碰不到飞边。如果飞边被压而变形,就会给切边定位造成很大的困难。总之,在设计切断型槽时,必须保证在切断过程中,锻件飞边不受打击或碰坏。
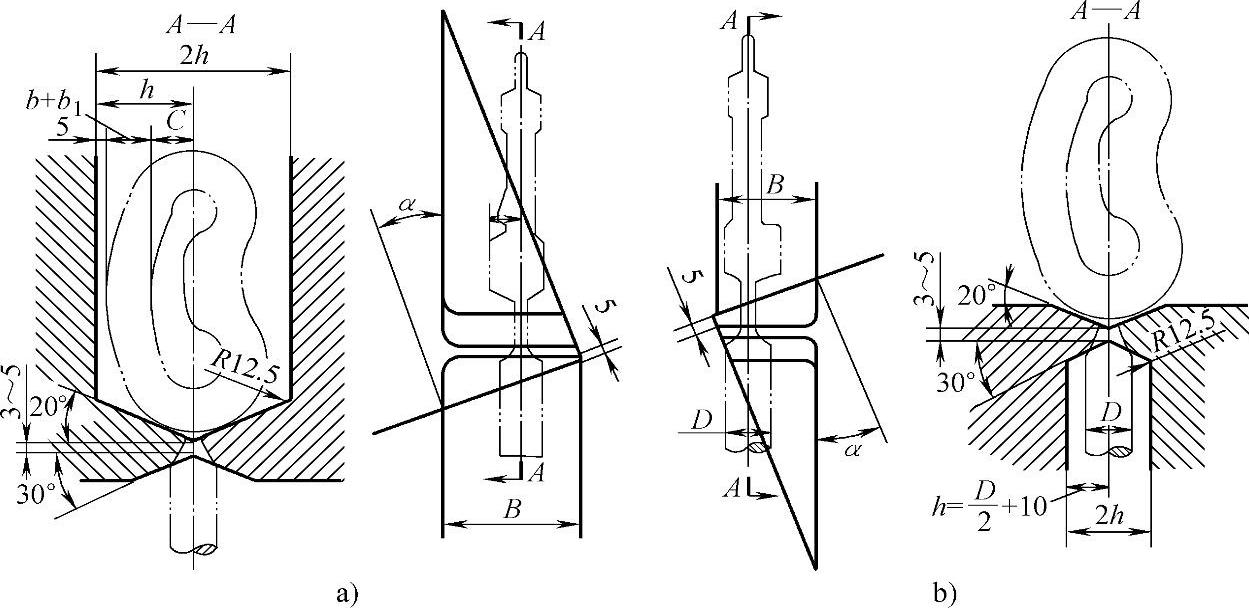
图2-65 切断型槽结构及尺寸
a)前切刀 b)后切刀 α—切刀斜度 h—切刀高度 b—飞边宽度 b1—锻件外形距切刀中心的最大距离(高度方向) D—坯料直径
2.后切刀(https://www.xing528.com)
后切刀结构形式如图2-65b所示,其尺寸是根据坯料直径D来设计的。型槽的宽度和深度应能使坯料自由地放入。因此后切刀较浅较窄,所以后切刀型槽比较坚固。
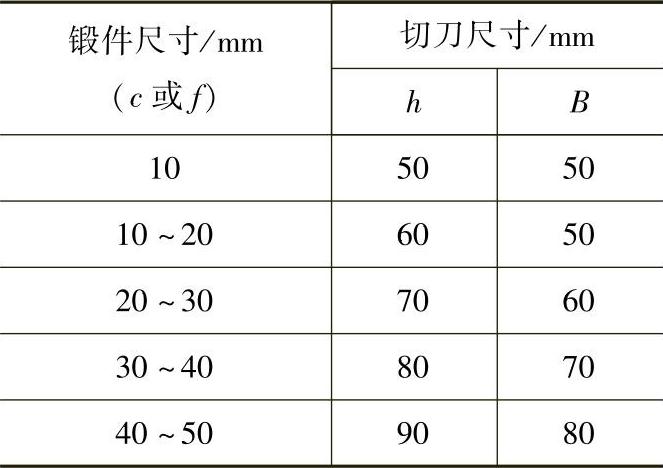
前切刀和后切刀尺寸按图2-65给定外,其宽度B和深度h可按表2-30查得。但后切刀则以D/2代替c,按表2-30选取。
前切刀位于锻模的右前角或左前角。采用前切刀操作较方便,但切下的锻件易堆积在锤的立柱旁。
为了便于操作,后切刀一般放在锻模的左后角,被切下的锻件可以直接落到锻锤后边的传送带上,送到下一工位。
表2-30切刀尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。