



摩擦压力机是靠飞轮储蓄的能量进行模锻的设备。规格相同的摩擦压力机和热模锻压机,其模锻能力是不完全相同的,简单地拿吨位相同的摩擦压力机与热模锻压机相比是不适当的。但人们习惯于用压力机的吨数来表示其规格,这样是不够确切的。通常,将摩擦压力机冷击力的一半定为该摩擦压力机的公称压力,以表示摩擦压力机的规格。
选择摩擦压力机公称压力时,应考虑设备的工艺特点和实际生产条件,最好按2~3次打击成形来选择,如果不能成形时,可增加火次或预切边。
根据实际生产经验,摩擦压力机公称压力选择可按以下方式确定。
1.普通模锻设备规格选择
摩擦压力机上的模锻力可按以下经验公式计算:
F=(17.5~28)KA
式中 A——锻件总变形面积(包括锻件面积、冲孔连皮面积及飞边面积)(cm2);
K——钢种系数,其值见表2-14。系数28用于变形困难及要求生产率高的条件下,反之则取17.5。
上式适用于锤击2~3次成形时所需设备规格。如果需一次锤击成形,则应按计算值增大一倍。
摩擦压力机兼有锤和热模锻压力机的工作特性,靠打击能量使金属产生塑性变形,每次打击所释放出来的能量难以准确控制,且影响锻件变形力和变形量的因素又很多,所以设备每次行程实际提供的能量不可能恰好等于金属塑性变形的需要值。若设备每次打击提供的能量小于锻件塑性变形所需的能量,则出现欠压现象,必须再锻击一次;若锻击每次行程提供的能量大于锻件塑性变形所需的能量,则锻模可以闭合,即打靠,锻件高度方向尺寸合格,但尚有一部分多余的能量被模具和设备的弹性变形所吸收。摩擦压力机有一定的超载能力,模锻最大变形抗力要受设备刚度的限制。选择模锻设备吨位时,必须适应各类设备的上述特性,才能发挥它们的能力顺利进行工作。因此,打击的多余能量不能过大,否则,它将引起动力消耗的增加,机器噪声的增大和模具、设备弹性变形量的增大。
2.图表法(https://www.xing528.com)
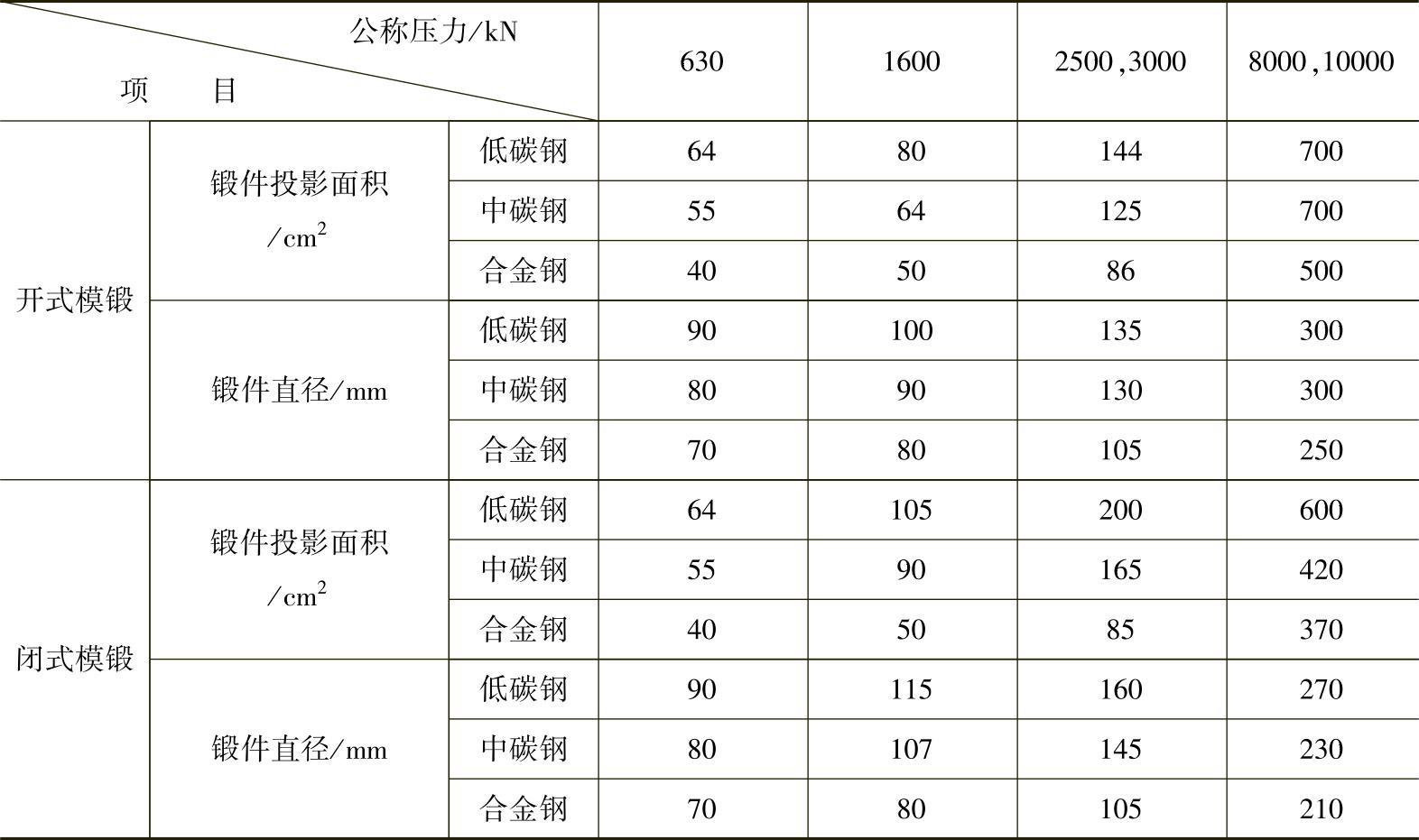
表4-17为根据生产经验统计出的在摩擦压力机上能锻造的最大模锻件的尺寸。
表4-17摩擦压力机上模锻件的最大尺寸范围
3.精密模锻设备规格选择
选择精密模锻所需设备公称压力时,首先计算出锻件精密成形所需的变形力F′,然后根据变形特点确定设备吨位的大小,即
式中 F——公称压力;
S——锻件平面投影面积;
K——系数,在1200℃时对于轮廓清晰的锻件为80kN/cm2,对于轮廓具有一定圆角的锻件为50kN/cm2,对于具有高肋薄壁的锻件为120~150kN/cm2;
q——变形系数,对于变形程度小的精压件取1.6,对于变形程度稍大的锻件取1.3,对于变形程度大的锻件取0.9~1.1。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。