



端部预备镦粗是冲孔工序得以顺利进行的基础。
为了减小冲孔力,除了选用具有合适的头部形状的冲头外,冲孔前毛坯的断面面积应大致与锻件相应断面面积相等或略小,由此可以减少冲孔过程中金属的反挤现象,使冲孔力较小。对于冲孔类锻件,一般应按锻件上较小断面的面积选取;对于厚壁件,原毛坯直径比孔直径大,冲孔前必须将连接处原毛坯夹细;对于薄壁件,原毛坯往往比孔的直径小,冲孔前毛坯与锻件连接处必须局部加粗至孔的直径;对于冲深孔的锻件,还应考虑毛坯前端的定位,以免在冲孔力作用下形成纵向弯曲。
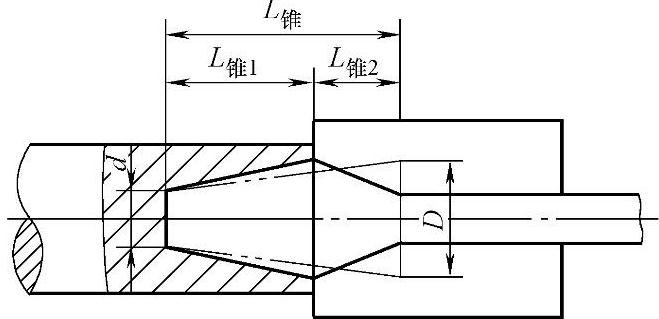
图5-20 双锥体镦锻
1.冲孔次数
冲孔类锻件都需要冲孔,通孔锻件在冲孔后还须进行穿孔。冲孔时,为了易于将金属挤到四周,应采用适当的带圆弧形的锥形尖冲头(见图5-21a)。冲孔时,为了把不通孔的底部穿通,得到光洁的切口,冲孔冲头的底部必须是平的(见图5-21b)、带有刃口,同时冲孔长度不能太大,否则会因冲孔力太大而使锻件后端部挤出毛刺及裂缝,并使冲孔冲头磨损太快。
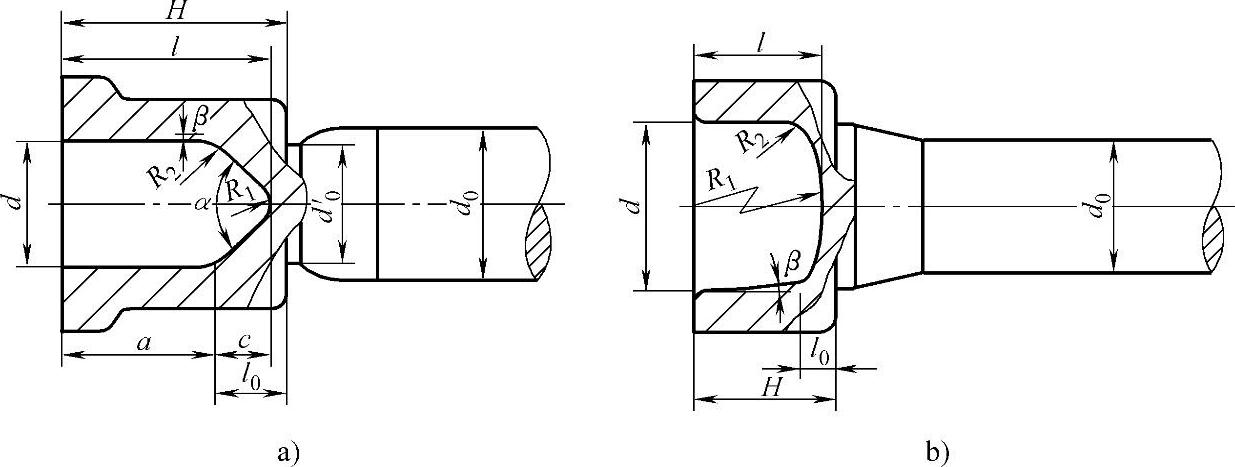
图5-21 冲孔示意
a)尖冲头冲孔 b)平冲头冲孔
对于较浅的孔,可以一次冲出;对于较深的孔,为了防止毛坯与冲头的弯曲与偏斜,应控制每次冲孔的深度不能太大,因而必须采用多次冲孔。冲孔次数根据锻件终成形尺寸的孔深l(其数值等于图5-21中尺寸a及c之和)和孔径d的比值l/d选定(按表5-11)。多次冲孔时,除第一次冲孔较浅外,其余各次的外孔深度应基本相等。
表5-11冲孔次数

2.终锻工步设计
平锻孔类锻件在终锻工步时只能获得带芯料的不通孔锻件,经下一道穿孔后,才能获得带通孔的锻件。芯料太厚,则在穿孔时使支承端面变形而拉出毛刺,或使锻件穿孔部分变形。芯料太薄,则在终锻冲头回程时易把锻件带走,芯料被拉断。
终锻工步冲孔形状的设计常有两种形式。
1)尖冲头冲孔,见图5-21a。这种冲孔方式适用于深孔(H/d0>1)类环形件,l0不宜过大,否则冲孔时易使锻件变形(表5-13)。其尺寸按下列各式设计(对于多工步镦锻,可直接参考图5-19设计):l0=Kd,c=0.5l0,R1=0.2d,R2=0.4d<a,K系数见表5-12。冲头的常用顶端角度有60°、75°、90°、110°和120°。
表5-12K系数

2)平冲头冲孔,见图5-21b。其尺寸可按下列各式计算:l0=2~10mm,R1=(0.8~1.8)d,R2=(0.1~0.15)d。
平冲头成形时需要力量较大但l0较小,穿孔力量较小,穿孔质量较好。对于 的浅孔件,常采用平冲头冲孔。
的浅孔件,常采用平冲头冲孔。
表5-13冲孔深度(https://www.xing528.com)

3.预锻工步设计
为了改善冲孔金属流动条件并易于充满型槽,需采用预锻工步。预锻根据其所带孔的大小而深浅不同。其预锻毛坯设计有以下要求:
1)浅孔厚壁锻件要求预锻毛坯形状如下(见图5-22):
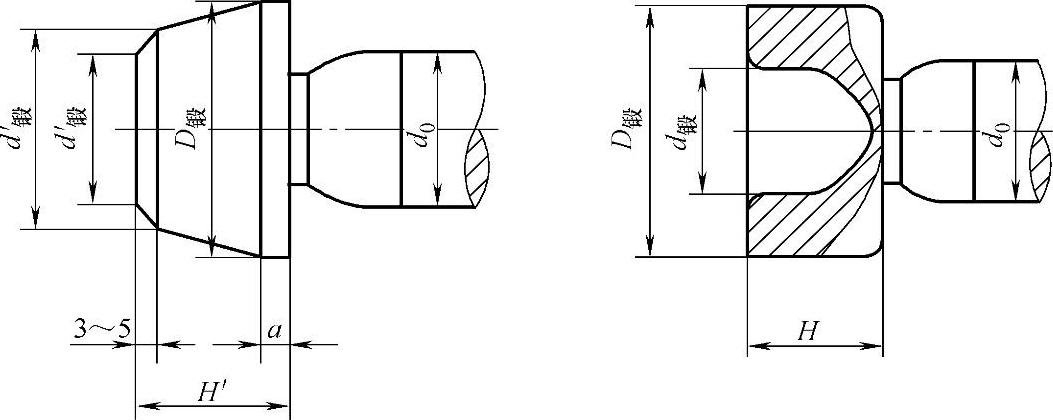
图5-22 浅孔厚壁锻件
D锻′=D锻或D锻′=D锻-(1~2)mm,a=5~20mm,H′=H+(8~15)mm,d锻′=d锻+(8~10)mm,预锻型槽不充满系数μ=1.1~1.2,d″锻在满足上述条件后按体积不变原则计算确定。
2)浅孔薄壁锻件要求预锻毛坯形状如下(见图5-23):
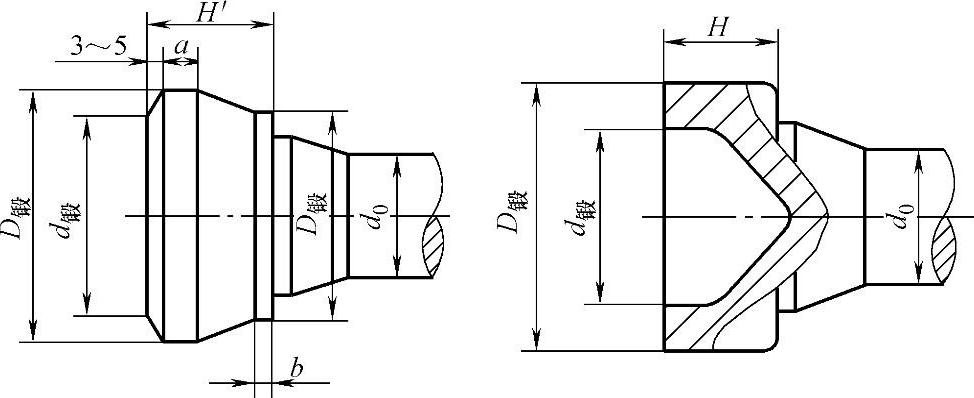
图5-23 浅孔薄壁锻件
D锻′=D锻-(0~2)mm,a=5~20mm,H′=H+(8~15)mm,d锻′=d锻+(8~10)mm,型槽不充满系数μ=1.1~1.2,D″锻及b在满足上述条件后按体积不变原则计算确定。
3)深孔厚壁锻件要求预锻毛坯形状如下(见图5-24):
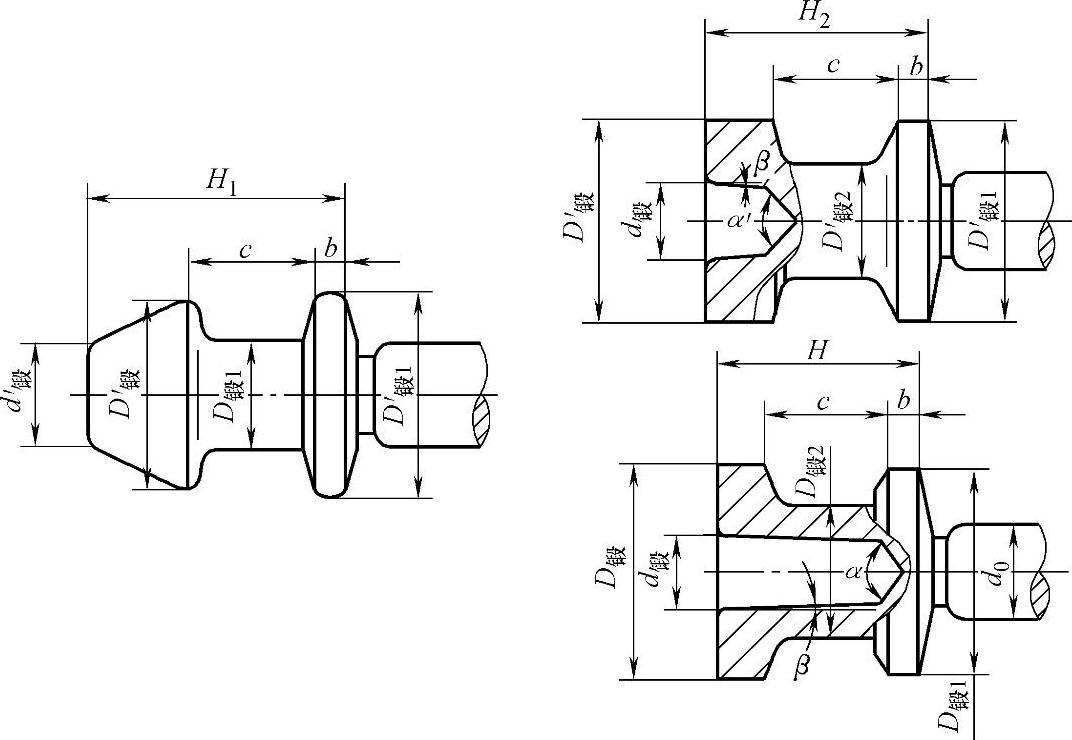
图5-24 深孔厚壁锻件
D锻′=D锻或D锻′=D锻-(1~2)mm,d锻′=d锻+(8~10)mm,D″锻=D锻-(0~2)mm,计算时尽量使D锻′22=D2锻2-d2锻,D锻′1=D锻1,H2=H+(5~10)mm,H1=H2+(5~10)mm,α′<α,每道工步的冲头斜度β保持不变。
4)深孔薄壁锻件要求预锻毛坯形状如下(见图5-25):
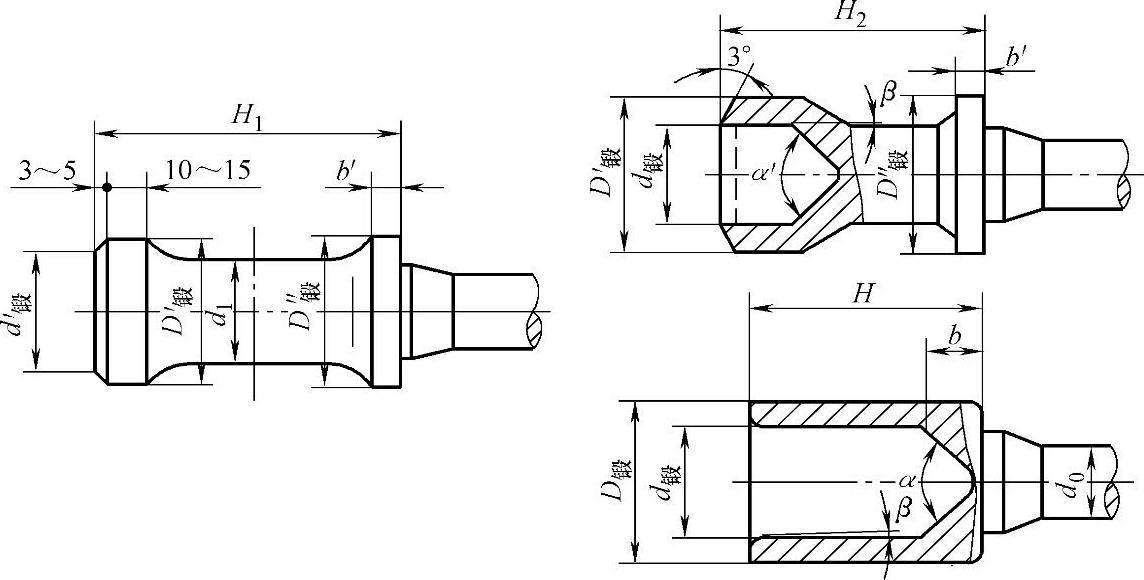
图5-25 深孔薄壁锻件
D锻′=D锻-(0~2)mm,d锻′=d锻+(8~10)mm,D″锻=D锻-(0~2)mm,a=5~20mm。为避免金属变形时倒流,计算时尽量使d21=D2锻-d2锻,锻件高度H1、H2和冲头斜度β、α′、α要求与深孔厚壁锻件相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。