



任务目标
1)掌握CAXA数控车削软件外沟槽车削编程技术。
2)掌握CAXA数控车削软件后处理参数设置。
3)熟练掌握将加工程序导入数控车床的方法。
4)会操作机床加工零件。
任务要求
完成图3-2所示加工任务。
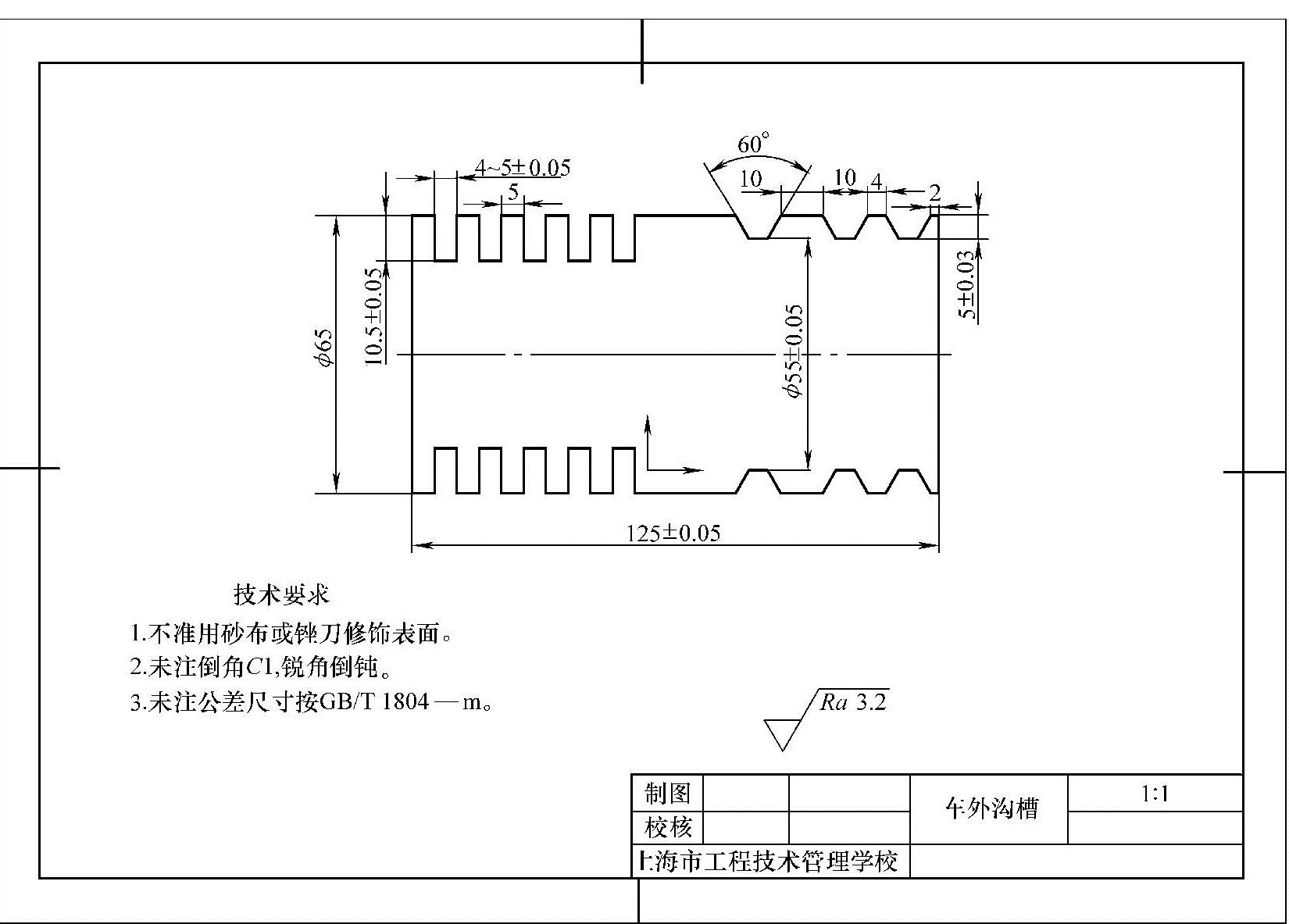
图3-2 车外沟槽
相关知识
切槽功能用于工件外轮廓表面、内轮廓表面和端面的切槽。切槽时要确定被加工轮廓,被加工轮廓就是加工结束后的工件表面轮廓,被加工轮廓不能闭合或自相交。
一、切槽加工参数表
切槽加工参数表(图3-3)主要对切槽加工中各种工艺条件和加工方式进行限定。
各加工参数含义说明如下:
(一)加工轮廓类型
外轮廓:外轮廓切槽,或用切槽刀加工外轮廓。
内轮廓:内轮廓切槽,或用切槽刀加工内轮廓。
端面:端面切槽,或用切槽刀加工端面。
(二)加工工艺类型

图3-3 切槽加工参数设置
粗加工:对槽只进行粗加工。
精加工:对槽只进行精加工。
粗加工+精加工:对槽进行粗加工之后接着进行精加工。
(三)拐角过渡方式
圆角:切削时遇到拐角,刀具从轮廓的一边到另一边的过程中,以圆弧的方式过渡。
尖角:切削时遇到拐角,刀具从轮廓的一边到另一边的过程中,以尖角的方式过渡。
(四)粗加工参数
延迟时间:粗切槽时,刀具在槽的底部停留的时间。
切深平移量:粗切槽时,刀具每一次纵向切槽的切削深度(机床X向)。
水平平移量:粗切槽时,刀具切到指定的切深平移量后进行下一次切削前的水平平移量(机床Z向)。
退刀距离:粗切槽中进行下一行切削前退刀到槽外的距离。
加工余量:粗加工时,被加工表面未加工部分的预留量。
(五)精加工参数
切削行距:精加工行与行之间的距离。
切削行数:精加工刀位轨迹的加工行数,不包括最后一行的重复次数。
退刀距离:精加工中切削完一行之后,进行下一行切削前退刀的距离。
加工余量:精加工时,被加工表面未加工部分的预留量。
(六)末行加工次数(https://www.xing528.com)
精切槽时,为提高加工的表面质量,最后一行通常在相同进给量的情况下进行多次车削,该处定义多次切削的次数。
二、切削用量
单击“切削用量”标签可进入切削用量参数设置页(图3-4)。该页用于对加工中所用的切削用量参数进行设置。切削用量参数的说明请参考轮廓粗车中的说明。
三、切槽刀具
点击“切槽刀具”标签可进入切槽刀具参数设置页(图3-5)。该页用于对加工中所用的切槽刀具参数进行设置。具体参数说明请参考“刀具管理”中的说明。
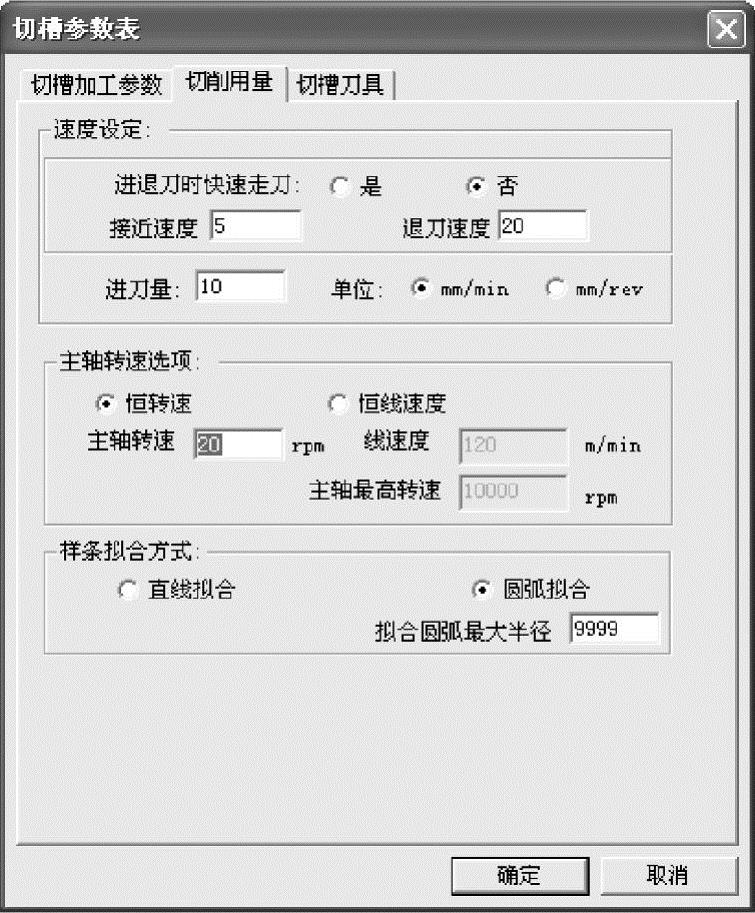
图3-4 切削用量设置
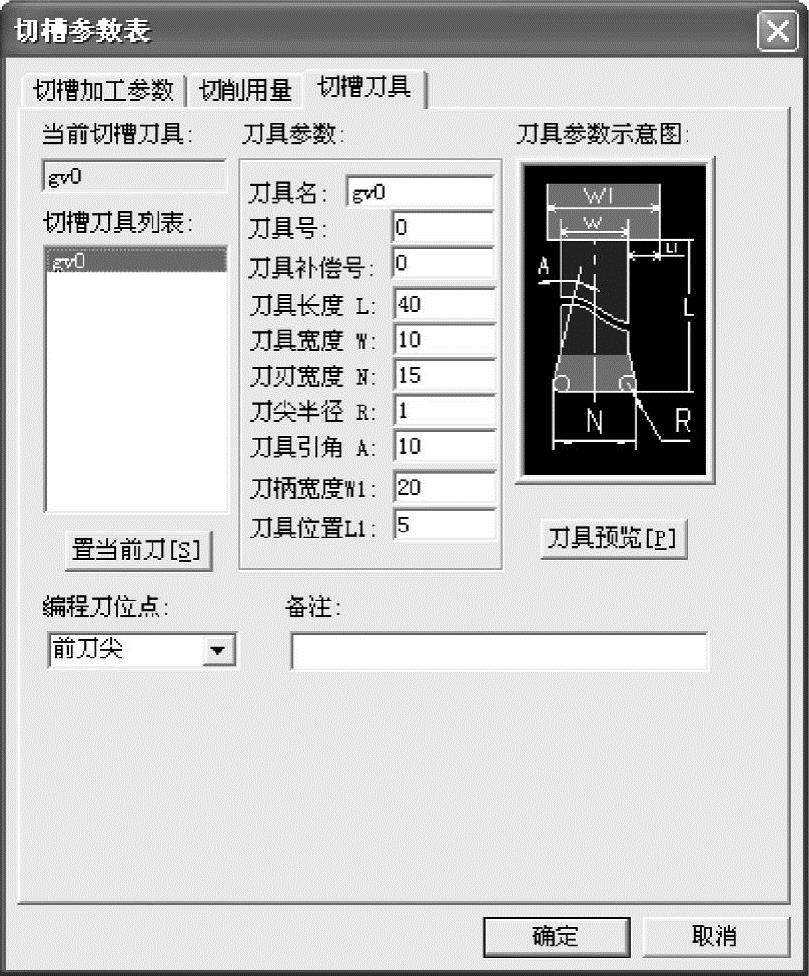
图3-5 切槽刀具设置
任务实施
一、CAXA数控车削加工外沟槽
步骤如下:
1)填写参数表:在“切槽参数表”对话框中填写完参数后,单击“确定”按钮。
2)拾取轮廓。可以利用曲线拾取工具菜单,单击空格键即弹出工具菜单,如图3-6所示。工具菜单提供三种拾取方式:单个拾取、链拾取和限制链拾取。
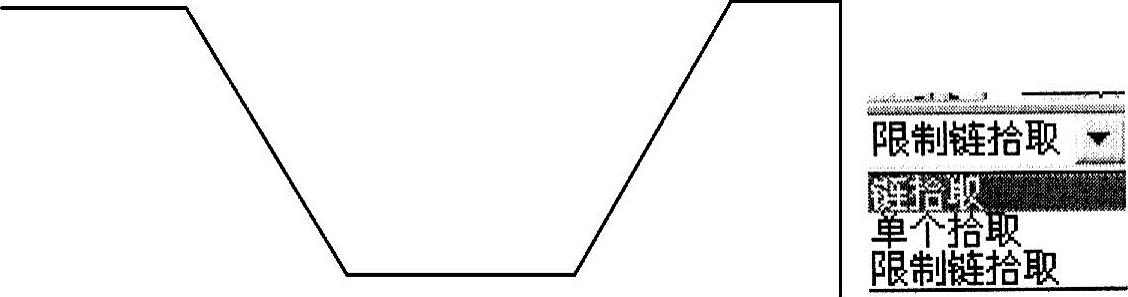
图3-6 拾取轮廓
3)当拾取第一条轮廓线后,此轮廓线变为虚线(图3-7)。系统给出提示:选择方向。要求用户选择一个方向,此方向只表示拾取轮廓线的方向,与刀具的加工方向无关。
4)选择方向后,如果采用的是链拾取方式,则系统自动拾取首尾连接的轮廓线;如果采用单个拾取,则系统提示继续拾取轮廓线。此处采用限制链拾取,系统继续提示选取限制线,选取终止线段,即凹槽的左边部分,凹槽部分变成虚线,如图3-8示。
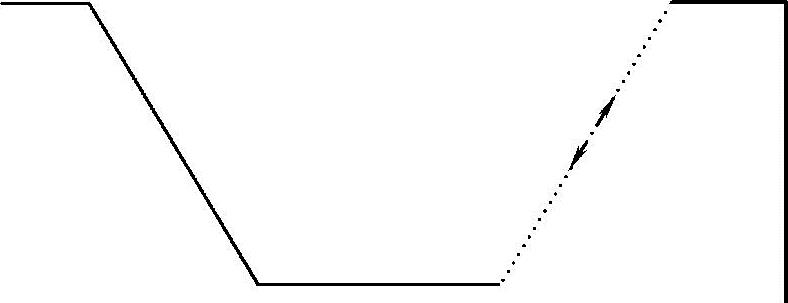
图3-7 拾取轮廓线的方向
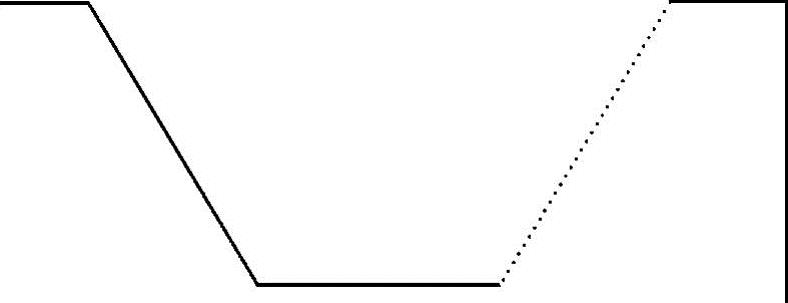
图3-8 选取限制线
5)确定进、退刀点。
6)指定一点为刀具加工前和加工后所在的位置。单击鼠标右键可忽略该点的输入。
7)生成刀具轨迹。
8)确定进、退刀点之后,系统生成刀具轨迹(图3-9中的双点画线)。
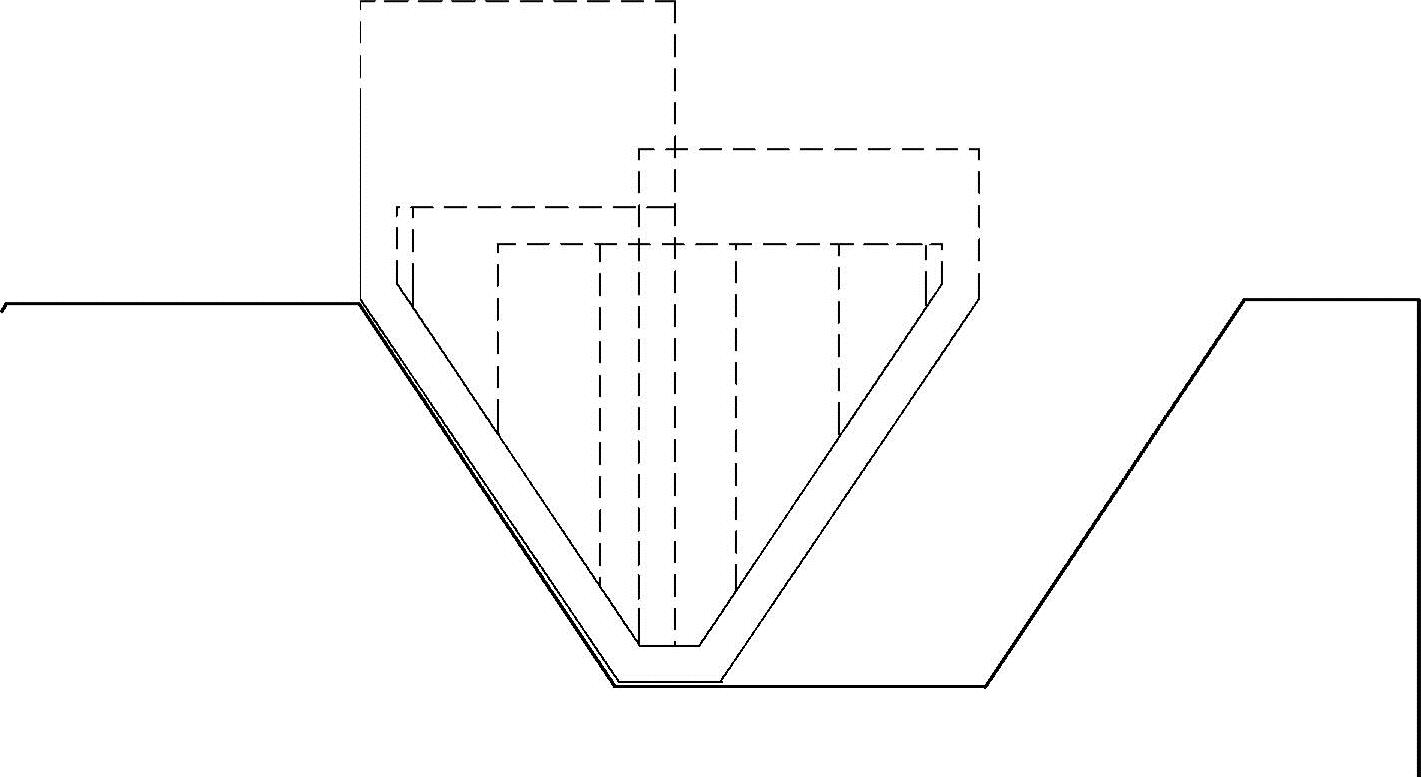
图3-9 刀具轨迹
工厂提示
1)被加工轮廓不能闭合或自相交。
2)生成轨迹与切槽刀刀尖圆弧半径、刀刃宽度等参数密切相关。
3)可按实际需要只绘出退刀槽的上半部分。
二、加工零件
导入程序,加工过程略。
任务评价
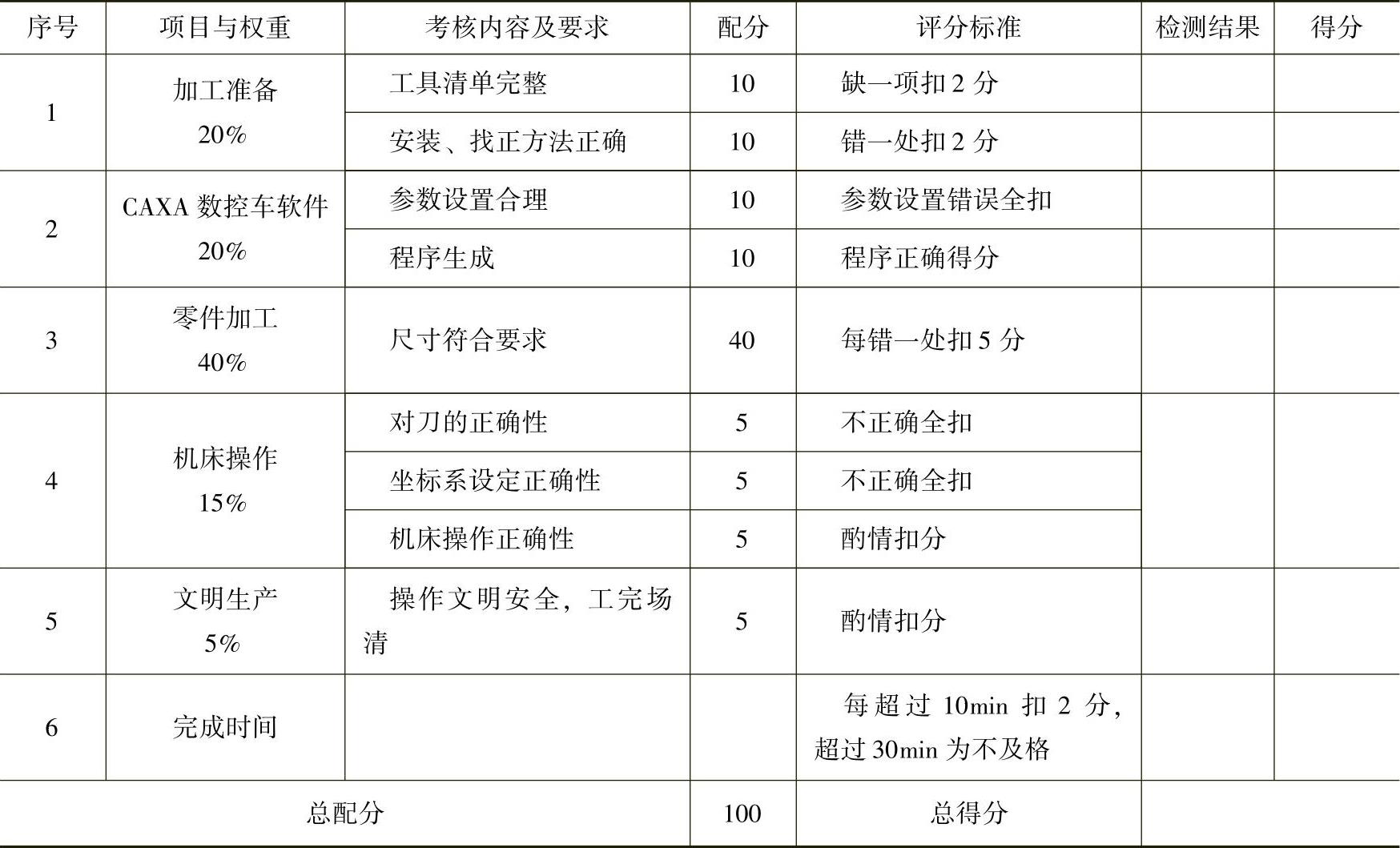
填写任务评价表(表3-3)。
表3-3 任务评价表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。