



(一)孔加工的方法
在数控铣床上加工孔的方法很多,根据孔的尺寸精度、位置精度及表面粗糙度等要求,一般有点孔、钻孔、扩孔、锪孔、铰孔、镗孔及铣孔等。生产实践证明,根据孔的技术要求必须合理地选择加工方法和加工步骤,现将孔的加工方法和一般所能达到的公差等级、表面粗糙度以及合理的加工顺序加以归纳,见表2-12。
表2-12 孔的加工方法与步骤的选择

(续)

1.点孔
点孔用于钻孔加工之前,由中心钻来完成,中心钻外形如图2-3a所示。由于麻花钻的横刃具有一定的长度,引钻时不易定心,加工时钻头旋转轴线不稳定,因此利用中心钻在平面上先预钻一个凹坑,便于钻头钻入时定心。由于中心钻的直径较小,加工时主轴转速应不得低于1000r/min。
2.钻孔
钻孔是用钻头在工件实体材料上加工孔的方法。麻花钻是钻孔最常用的刀具,一般用高速钢制造,外形如图2-3b所示。钻孔加工公差等级一般可达到IT11~IT10,表面粗糙度Ra为50~12.5μm,钻孔直径范围为0.1~100mm,钻孔深度变化范围也很大,广泛应用于孔的粗加工,也可作为不重要孔的最终加工。
3.扩孔
扩孔是用扩孔钻(图2-3c)对工件上已有的孔进行扩大的加工,扩孔钻有3~4个主切削刃,没有横刃,它的刚性及导向性好。扩孔加工公差等级一般可达到IT10~IT9,表面粗糙度Ra为6.3~3.2μm。扩孔常用于已铸出、锻出或钻出孔的扩大,可作为要求不高孔的最终加工或铰孔、磨孔前的预加工。常用于直径在10~100mm范围内的孔加工。一般工件的扩孔使用麻花钻,当精度要求较高或生产批量较大时,应用扩孔钻,扩孔加工余量为0.4~0.5mm。
4.锪孔
锪孔是指用锪钻或锪刀刮平孔的端面或切出沉孔的加工方法,通常用于加工沉头螺钉的沉头孔、锥孔、小凸台面等,如图2-3d所示为加工锥孔的锥度锪钻。锪孔时切削速度不宜过高,以免产生径向振纹或出现多棱形等质量问题。
5.铰孔
铰孔是利用铰刀(图2-3e),从工件孔壁上切除微量金属层,以提高其尺寸精度和表面粗糙度的方法。铰孔公差等级可达到IT8~IT7,表面粗糙度Ra为1.6~0.8μm,适用于孔的半精加工及精加工。铰刀是定尺寸刀具,有6~12个切削刃,刚性和导向性比扩孔钻更好,适合加工中小直径孔。(https://www.xing528.com)
6.镗孔
镗孔是利用镗刀(图2-3g)对工件上已有尺寸较大孔的加工,特别适合于加工分布在同一或不同表面上的孔距和位置精度要求较高的孔系。镗孔加工公差等级可达到IT7,表面粗糙度为Ra1.6~0.8μm,应用于高精度加工场合。
7.铣孔
在单件产品和模具上加工非标孔时,为节约定型刀具成本,利用铣刀进行铣削加工。铣孔也适合于加工尺寸较大孔,对于高精度机床,铣孔可以代替铰削或镗削。
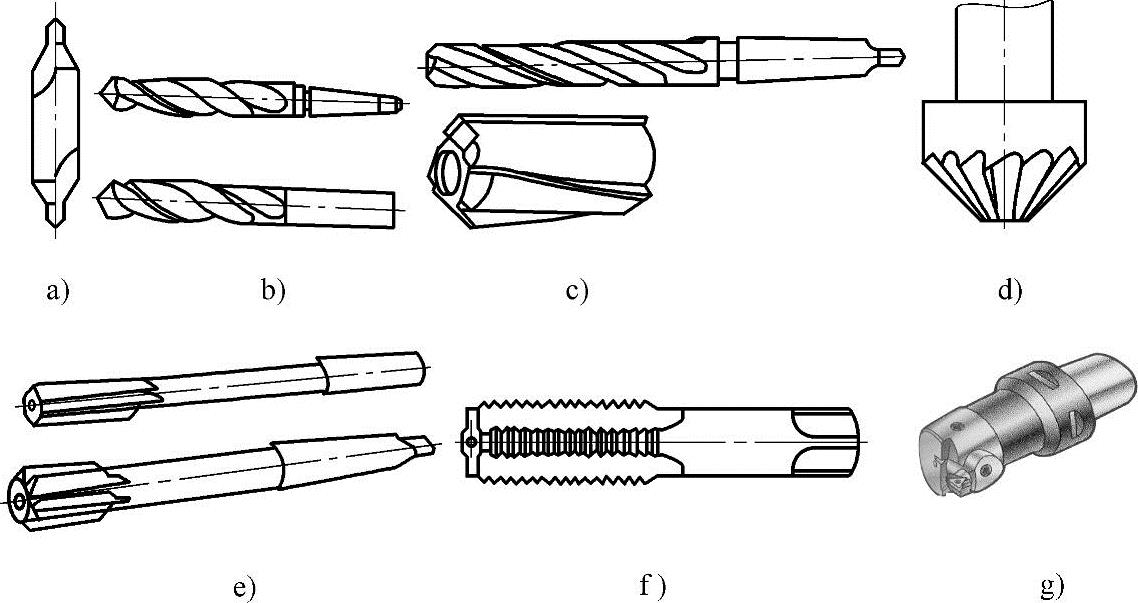
图2-3 孔加工刀具
a)中心钻 b)麻花钻 c)扩孔钻 d)锪孔钻 e)铰刀 f)丝锥 g)镗刀
(二)常用孔加工刀具
(1)中心钻 用于孔加工定位。
(2)麻花钻 主要用于钻削孔。
(3)扩孔钻 主要用于对已有的孔进行扩大。
(4)锪孔钻 主要用于刮平孔的端面或切出沉孔。
(5)铰刀 主要用于孔的精加工。
(6)镗刀 主要用于扩孔和孔的精加工。
(7)丝锥 主要用于加工内螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。