



在数控铣床上孔加工的特点是刀具在XY平面内定位到孔的中心,然后刀具在Z方向作一定的切削运动,孔的直径由刀具的直径来决定。根据实际选用刀具和编程指令的不同,可以实现钻孔、铰孔、镗孔、攻螺纹等孔加工的形式。
一般来说,较小的孔可以用钻头一次加工完成,较大的孔可以先钻孔再扩孔,或用镗刀进行镗孔,也可以用铣刀按轮廓加工的方法铣出相应的孔。如果孔的位置精度要求较高,可以先用中心钻钻出孔的中心位置。刀具在Z方向的切削运动可以用插补命令G01来实现,但一般都使用钻孔固定循环指令来实现孔的加工。
一般每一个G指令都对应机床的一个动作,它需要用一个程序段来实现。为了简化编程工作,对于典型加工中几个固定、连续的动作规定了用一个G指令来指定,即可以完成本要用多个程序段指令完成的加工动作,并用固定循环指令来选择。
1.固定循环的基本动作
固定循环通常包括六个基本动作:
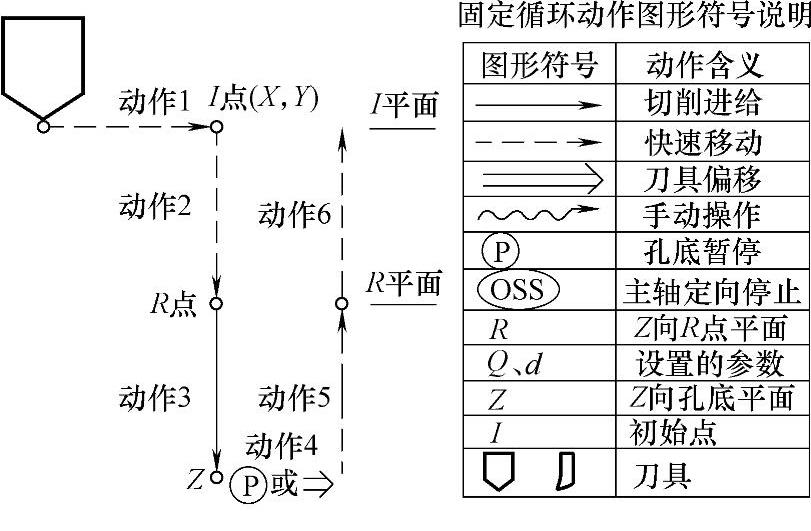
图2-4 固定循环的基本动作
1)X轴和Y轴定位、起刀点→初始点I。
2)快速移动到R点。
3)孔加工(钻、镗孔、攻螺纹等)。
4)孔底的动作(暂停、主轴停等)。
5)退回到R点。
6)快速运行到初始点位置。
图2-4中实线表示切削进给,虚线表示快速移动。初始点平面是表示从取消固定状态到开始固定循环状态的孔加工轴方向的绝对坐标位置。R点平面为在孔口时,快速移动与切削进给的转换位置。
2.编程格式

说明:
1)G90、G91两者都表示数据方式。其中,G90为绝对值方式;G91为增量值方式。
2)G99、G98两者都表示返回点平面。在返回动作中,G99指令返回到R点平面,G98指令返回到初始点平面。通常最初的孔加工用G99,最后加工的孔用G98,可以减少辅助时间,用G99加工时,初始点平面也不变化。
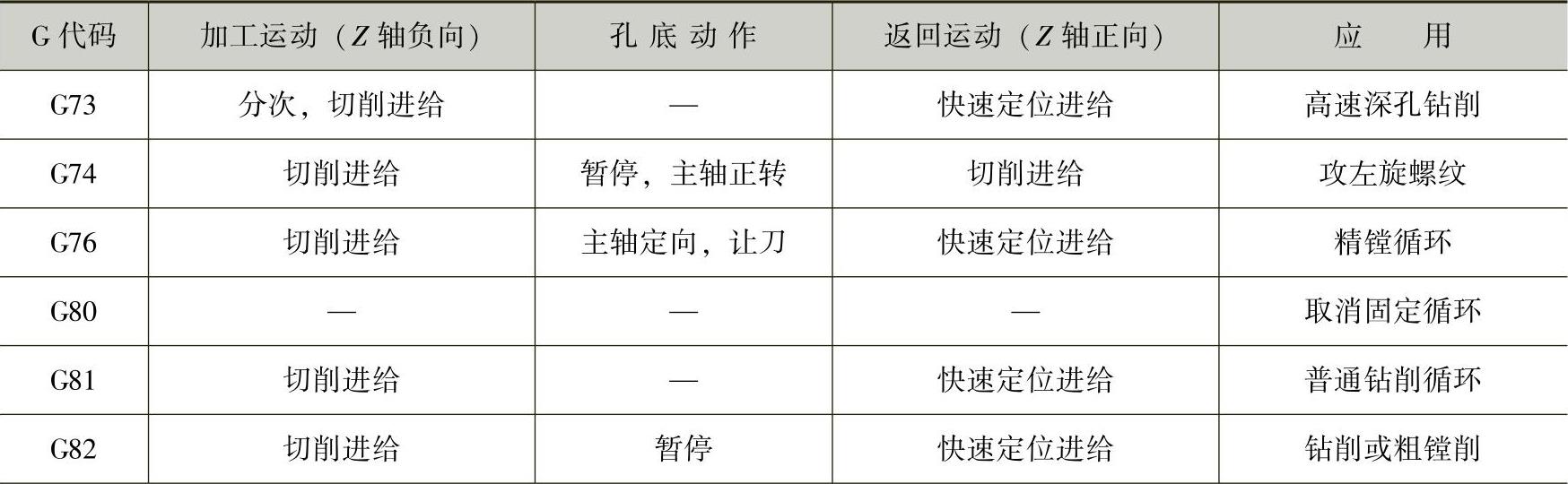
3)G□□表示孔加工方式。孔加工方式对应的指令见表2-13。
表2-13 孔加工固定循环
(续)

4)X、Y表示孔位置坐标。刀具以快速进给方式到达(X,Y)点。(https://www.xing528.com)
5)Z表示孔加工轴方向切削进给最终位置坐标值。在采用绝对方式时,Z值为孔底坐标值;当采用增量方式时,Z值为R点平面相对于孔底的增量值。
6)绝对方式G90时,R值为R点平面的绝对坐标;在增量方式G91时,R值为初始点相对于R点平面的增量值。
7)Q在高速深孔加工循环G73、G83中,规定为每次切削深度,它始终是一个增量值。在镗孔循环G87中,规定为偏移量,一般总为正值。
8)P表示孔底暂停时间,用整数表示,以ms(毫秒)为单位。
9)F表示切削进给速度,以mm/min为单位。如图2-4中,循环动作3的速度由F指定,而循环动作5的速度则由选定的循环方式确定。在攻螺纹循环中,F的单位为mm/r。
使用孔加工固定循环的注意事项如下:
1)编程时需注意在固定循环指令之前,先使用S和M代码指令主轴旋转。
2)在固定循环模态下,包含X、Y、Z、A、R的程序段将执行固定循环。如果一个程序段不包含上列的任何一个地址,则在该程序段中将不执行固定循环,G04中的地址X除外。另外,G04中地址P不会改变孔加工参数中的P值。
3)孔加工参数Q、P必须在固定循环执行的程序段中被指定,否则指令的Q、P值无效。
4)在执行含有主轴控制的固定循环(如G74、G76、G84等)过程中,刀具开始切削进给时,主轴有可能还没有达到指令转速。这种情况下,需要在孔加工操作之间加入G04暂停指令。
5)当孔加工方式建立后,一直有效,不需要在执行相同孔加工的每一个程序段中重复指定,除非被新的孔加工方式所替代或撤销。
6)上述孔加工数据不一定全部都写,根据需要可省去若干地址和数据。
7)固定循环指令是模态指令,一旦指定,就一直保持有效,直到用G80取消指令为止。此外,G00、G01、G02、G03也具有取消固定循环指令的作用。在固定循环方式中,如果指令了刀具长度补偿(G43、G44、G49),则R点平面定位时进行偏移。
3.常用固定循环指令
(1)钻孔循环G81
编程格式:G81 G98(G99)_Y_Z_(R_)F_;
其循环动作如图2-5所示。
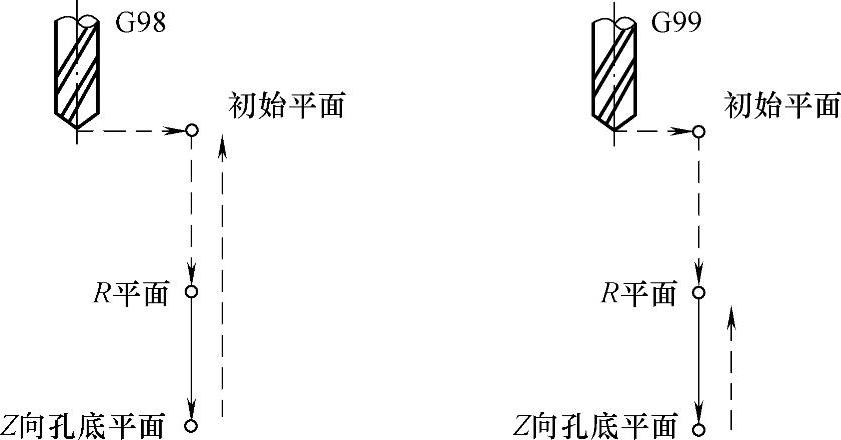
图2-5 钻孔循环动作
(2)攻右旋螺纹G84
编程格式:G84 G98(G99)X_Y_Z_(R_)P_F_;
攻右旋螺纹的特点是主轴正转切入,反转退出,其动作循环如图2-6所示。
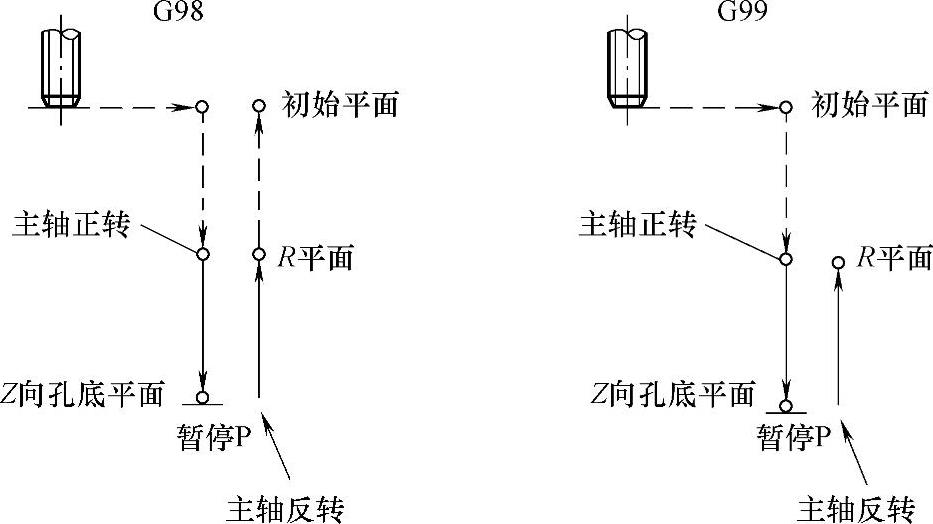
图2-6 攻右旋螺纹循环动作
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。