



(一)机用平口钳
大部分小零件的加工是采用机用平口钳装夹(图3-12)的方法。机用平口钳装夹的方法使用最简便,它一次把钳口校平了就不需要再每次校平工件,工件的夹紧也很方便。
1.平口钳的用途
平口钳又名机用虎钳,是一种通用夹具,常用于安装小型工件。它是铣床、钻床的随机附件。将其固定在机床工作台上,用来夹持工件进行切削加工。
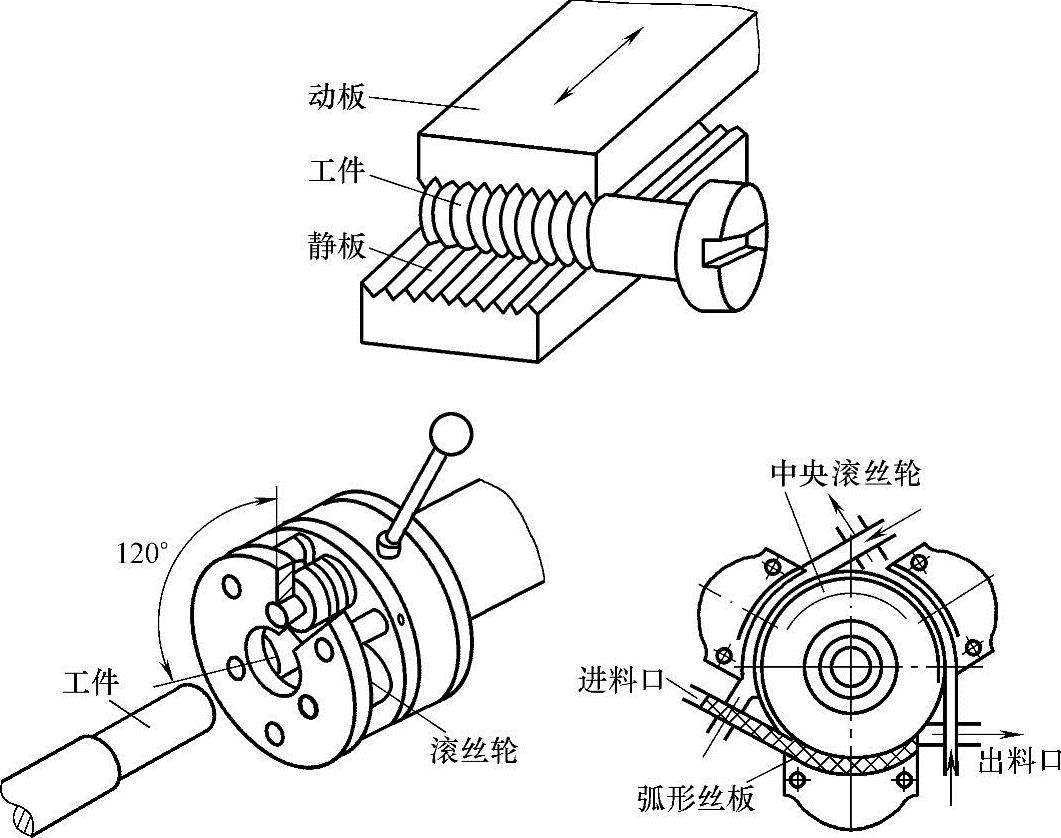
图3-11 螺纹的滚压加工
2.平口钳的工作原理
用扳手转动丝杠,通过丝杠螺母带动活动钳身移动,形成对工件的夹紧与松开。被夹工件的尺寸不得超过70mm。
3.平口钳的构造
平口钳的装配结构是可拆卸的螺纹连接和销连接;活动钳身的直线运动是由螺旋运动转变的;工作表面是螺旋副、导轨副及间隙配合的轴和孔的摩擦面。平口钳组成简练,结构紧凑。
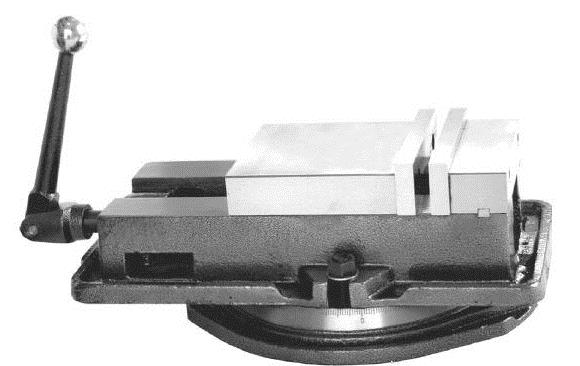
图3-12 机用平口钳
4.利用百分表精确找正
找正时,将磁性表座吸在横梁导轨面上或立铣头主轴部分,安装百分表,使表的测量杆与固定钳口平面垂直,测量触头触到钳口平面,测量杆压缩0.3~0.5mm,纵向移动工作台,观察百分表读数,在固定钳口全长内一致,则固定钳口与工作台进给方向平行,这样才能在加工时获得一个好的位置精度。
5.平口钳中装夹工件的注意事项(https://www.xing528.com)
1)工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。
2)为了能装夹得牢固,防止刨削时工件松动,必须把比较平整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用锤子轻击工件的平面,光洁的平面要用铜棒进行敲击,以防止敲伤光洁表面。
3)为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。
4)用手挪动垫铁以检查夹紧程度,如有松动,说明工件与垫铁之间贴合不好,应该松开平口钳重新夹紧。
用机用平口钳装夹时,工件应该装在钳口的中央。如果这个工件只能装在钳口的一端,那么,在钳口的另一端一定要放一块与工件同样厚度的材料,否则,不但夹不紧工件,而且容易损坏台虎钳。
机用平口钳装夹的方法,只适用于小零件或承载不大的切削力,如果有强力切削,最好不要用平口钳装夹。注意用平口钳装夹时,加工面离钳口越近越好,太高的工件是不宜用平口钳装夹的。
(二)V形块
1.V形块的用途
V形块主要用来安放轴、套筒、圆盘等圆形工件,以便找正中心线与划出中心线。一般V形块都是一副两块,两块的平面与V形槽都是在一次安装中磨出的,如图3-13所示。精密V形块的尺寸相互表面间的平行度、垂直度误差在0.01mm之内,V形槽的中心线必须在V形架的对称平面内并与底面平行,同心度、平行度的误差也在0.01mm之内,V形槽半角误差在±30′~±1′范围内。精密V形块也可划线,带有夹持弓架的V形块,可以把圆柱形工件牢固地夹持在V形块上,翻转到各个位置划线,也可用于轴类检验、校正、划线,检验工件垂直度、平行度,还可用于精密轴类零件的检测、划线、定位及机械加工中的装夹。
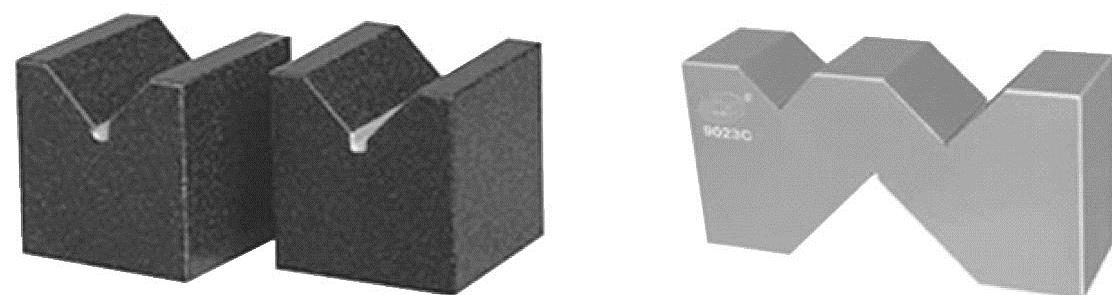
图3-13 V形块
V形块也称为V形架,常用的有三口V形铁、单口V形铁和五口V形铁。V形块采用优质HT200~250,铸铁V形块的材质可以分为球铁和灰铁两类,成对供应。
2.V形块的精度
V形块精度可以分为1级、2级、3级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。