



1.笼型转子断条故障的处理
(1)转子断条故障现象及其产生的原因 转子断条会使电动机起动困难,电动机运转时发出强烈的周期性电磁噪声和振动,三相电流表指针摆动,电动机带负载能力降低,转速下降。
产生转子断条的原因有:制造质量差;电动机起动频繁;操作不当;频繁作正反转运行等造成剧烈冲击而致使转子损坏。
(2)转子断条的检查方法
1)外观检查法:拆开电动机,若发现转子某处有烧黑的痕迹,则说明此处断条。也可以通过观察电流表指针有无摆动、电动机转速和带负载能力降低等加以判断,然后抽出转子,寻找断路点。
2)电流检测法:用三相调压器对定子绕组施加低压电源进行检查(额定电压为交流380V的电动机可施加交流100V左右的电压)。在一相中串入一只电流表,用手使转子慢慢转动,如果转子笼条是完好的,则电流表只有均匀的微弱摆动;如果转子断条,则电流表就会出现指针突然下降的现象。
3)用断条侦察器检查:将电动机拆开,取出转子,用电磁感应法测定转子断条位置。如图1-37所示,把断条侦察器跨在一根笼条上,再把一段钢锯条放在笼条上面。如果笼条是完好的,断条侦察器会在笼条中感应出电流,并使钢锯片发生振动;如果锯片不振动,则说明断条侦察器所跨的这根笼条已断裂。然后再寻找断裂点。如果用肉眼不能发现裂痕,可将断条侦察器和钢锯片放在原处,将一根导线的一端贴在端环上,另一端贴着笼条往前移动。当移到某一点时,若钢锯条发生振动,则说明断裂点已被导线短路,此处即为断裂点。
4)用铁粉检查:在转子两端环上通入低压大电流,将铁粉撒在转子表面。由于电流通过笼条产生磁力线,磁力线将吸引铁粉。如发现某一根笼条周围铁粉很少,则该处即为断条。检查方法如图1-38所示。图中,T1为0~250V单相调压器,T2为升流器,额定电压为220V/1.5V,二次电流为300~400A。
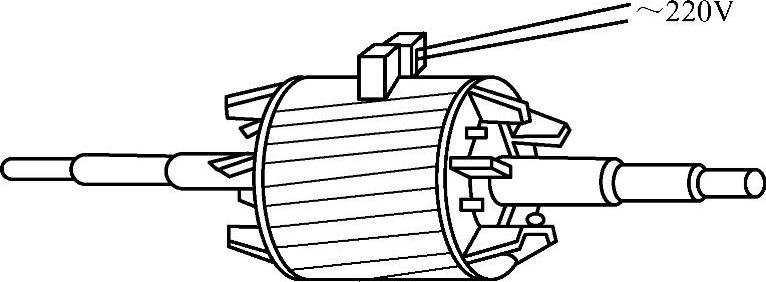
图1-37 用断条侦察器检查转子断条示意图
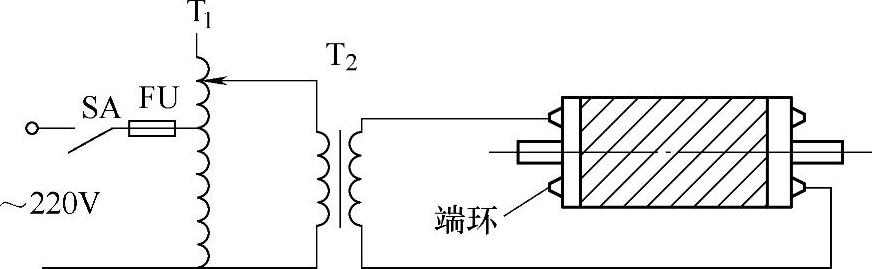
图1-38 用铁粉检查转子断条
(3)处理方法 根据断条的不同情况,采取不同的修理方法。
1)如果是铜条,并且断条发生在端部(槽内部分不易断裂),可在断裂处打成坡口,用银焊焊接。焊接前应用耐火石棉等物用水浇湿后将铁心保护好,以免高温烧伤铁心。
2)如果是铸铝转子,可在断裂处钻孔,并用丝锥铰上螺纹,拧上与笼条相同材质(铝)的螺钉,把断裂处连接上。
3)如果是铸铝转子,且断条较多不能使用,可将铝条熔化后再重新铸铝或换为纯铜条。熔铝前先车掉两端的铝端环,用夹具将铁心夹紧。熔铝的方法可以用工业烧碱(氢氧化钠)来腐蚀铝条,将转子浸入浓度为10%~30%的碱液中,然后将碱液加热到80~100℃。直至铝条熔化为止(一般需经7~8h),然后取出转子用水冲洗,并立即投入到浓度为0.25%的工业用冰醋酸溶液中煮沸,以中和残余碱液,再放入开水中煮沸1~2h,取出后用水冲洗后再烘干。处理时注意碱液对人身健康的影响,加强劳动保护。
也可用煤炉等将转子加热到700℃左右将铝条熔化,然后将槽内及铁心内的残铝清除干净。
如果用铜条代替铝条,铜条截面积应占槽面积的70%左右(不要把槽塞满,否则会造成起动转矩小,而电流增大等情况),两端用短路环焊牢。对于小型转子,可将铜条伸出铁心两端打弯,然后采用纯铜堆焊;对于大、中型电动机,应加铜短路环,环的截面积不应小于铝短路环的70%,铜条和短路环的焊接用银焊。(https://www.xing528.com)
转子焊接好后要做静平衡试验。对要求振动小、转速高或转子轴向较长的电动机,还要做动平衡试验。
2.绕线转子的故障及处理
绕线转子绕组的结构、嵌线等都与定子绕组相同,所以故障检查的方法可参考定子绕组故障的检查方法。
(1)钢线部分修理 绕线转子端部绕组用钢线或无纬玻璃丝带绑扎,通常易发生导体绝缘破损、钢丝短路以及钢线散落、断裂、开焊、甩开等故障。
转子端部绑线的结构如图1-39所示。绑扎线与绕组之间填有绝缘材料,以免由于膨胀收缩或机械力作用而擦伤绕组绝缘。
转子绕组端部扎钢丝打箍工作可以在车床上进行,也可以在简易木制机械上进行,如图1-40所示。
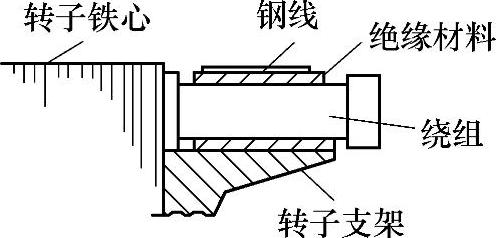
图1-39 转子端部绑线的结构
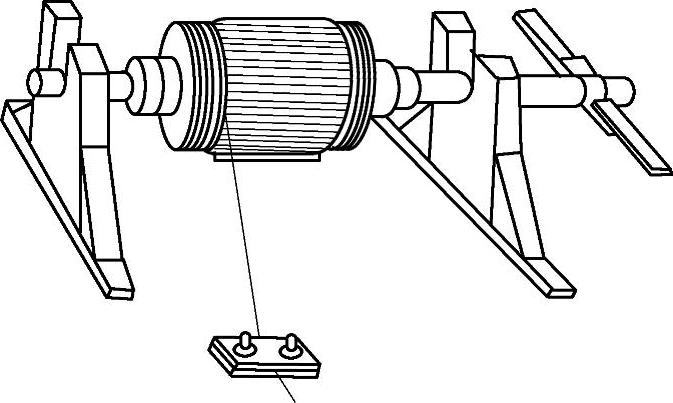
图1-40 简易扎钢丝打箍示意图
电动机转子绑线钢丝的弹性极限应不低于160kg/mm2(1569MPa)。钢丝拉力按表1-85选择。拉力过大,易损伤绝缘;拉力过小,易使钢丝箍脱落。
表1-85 扎钢丝预加的拉力
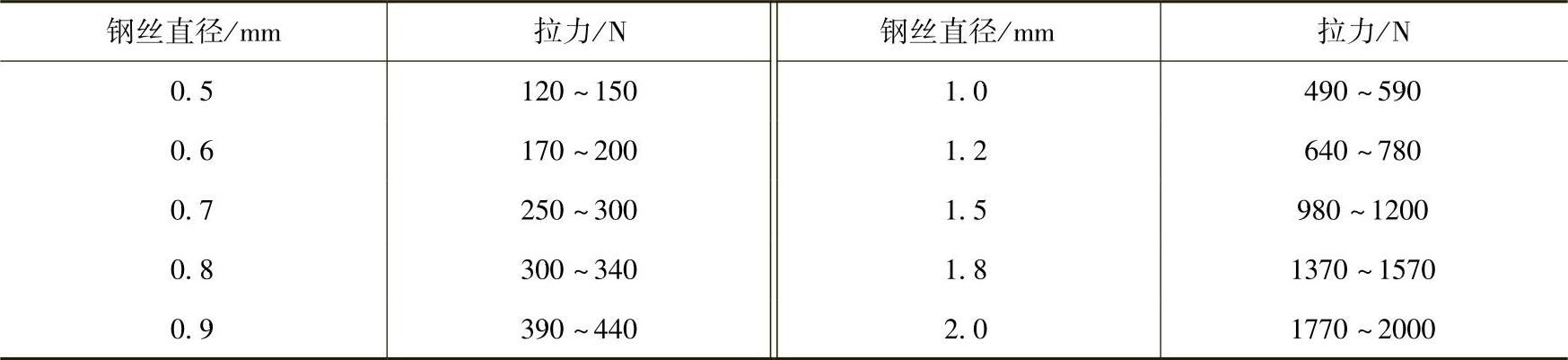
选择钢丝时应尽量和原来的直径相同,匝数、宽度和排列布置也应尽量和原来的一样。
在扎钢丝前应先在绑扎部位包扎2~3层白纱带,再卷上1~2层青壳纸和一层云母。纸板宽度应比扎线宽10~30mm。为了使钢丝扎紧,可在钢丝下面每隔一定间距放置一块铜片。当该段钢丝扎好后,将铜片两端弯到钢丝上,用锡焊牢。钢丝的首端和尾端均应放在此处,以便由铜片卡紧焊牢。
(2)转子端部并接头铜套开焊的修理 先用绝缘电阻表检查转子绕组对地和绕组对钢丝的绝缘电阻。如符合要求,只需重新焊接开焊的铜套或更换部分烧坏的铜套即可。为了使接触良好,在铜套之间再敲入挂锡铜楔,以填塞上下层导体间的空隙。
(3)集电环部分的修理 当电源容量和使用条件允许的话,为了简化修理工作,可以把绕线型转子改为笼型转子,即把绕线转子绕组两端伸出铁心外的端部切断,使绕组成为笼条似的铜条,导线两端应伸出槽外20mm。然后把导线的伸出端朝一个方向敲弯,彼此重叠贴紧,再用铜条焊接成两端短路环,最后到车床上将短路环两端面车平,并校准转子的平衡。用此法修理,会使转子电流略微升高,起动转矩有所下降。最好是清除转子绕组,按前面介绍的方法换入新铜条。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。