



气体保护电弧焊简称气电焊,是指利用某种气体保护焊接区,使之不受外界空气侵害的一种电弧焊接方法。焊接时,起保护作用的气体经过喷嘴喷出,形成一股气流,并用气流把电弧和金属熔池保护起来,使其与空气隔离,如图2-11所示。由于焊接时使用的电极不同,这种焊接方法分为非熔化电极气体保护焊和熔化电极气体保护焊两类。前者如图2-11a所示,电极是钨棒,有时需外加填充金属(焊丝);后者如图2-11b所示,填充金属(即焊丝)本身就是电极。
1.氩弧焊
用氩气作保护气体的焊接方法叫做氩弧焊。因为氩气是一种惰性气体,即使在高温时也不会和金属发生反应,所以利用它可以把焊接区和空气隔绝开来,从而获得表面光洁、力学性能良好的焊缝。氩弧焊分为钨极氩弧焊和熔化电极氩弧焊。钨极氩弧焊是利用钨棒作电极,焊接时钨极不熔化,必要时另外加入填充金属(焊丝)。熔化电极氩弧焊是利用自动或半自动方式把焊丝送进,焊接时焊丝是电极(它本身也熔化)。
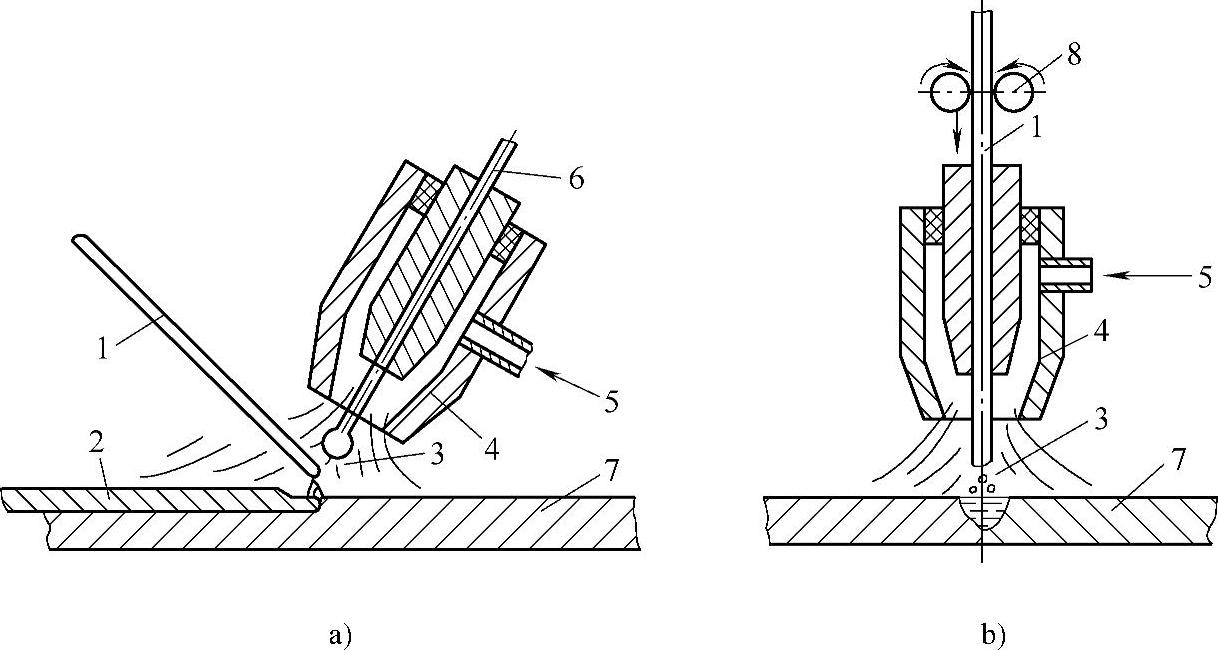
图2-11 气体保护电弧焊
a)非熔化电极气体保护焊 b)熔化电极气体保护焊
1—焊丝 2—焊缝金属 3—电弧 4—喷嘴 5—保护气体 6—钨极 7—工件 8—送丝轮(https://www.xing528.com)
氩弧焊的热量比较集中,焊件变形较小,生产率高;由于容易看到焊缝形成,故可以在各种空间位置进行焊接。但是,由于氩气昂贵,它的应用受到了限制,目前主要用于其他焊接方法不能保证焊接质量的贵重材料和重要结构的焊接,如铝合金、镁合金、不锈钢和耐热钢等制作的重要的薄壁结构,以及钛、铌等稀有金属的焊接。
2.二氧化碳气体保护焊
利用氩弧焊来焊接普通金属,在经济上是不合算的。近年来利用便宜的CO2气体作保护气体的电弧焊接方法得到很大的发展,并在国内外均已广泛地推广使用。
二氧化碳气体保护焊通常以焊丝作电极(属于熔化电极气体保护焊的一种),以自动或半自动方式进行焊接。由于CO2在电弧热的作用下会分解出CO和活性O,致使熔化金属氧化;而在焊接钢时,因FeO与C作用形成CO气体,从而使焊缝金属中产生气孔,因此二氧化碳气体保护焊时必须注意对熔化金属的脱氧和排除气孔的问题。目前多采用含硅、锰量较高的焊丝,以保证熔化金属的脱氧。
二氧化碳气体保护焊的优点是:成本低,易于观察焊缝成形,可用于各种空间位置的焊接;缺点是:熔化金属易飞溅,不易获得成形良好的焊缝,且为了脱氧和排除气孔,对焊丝有特殊要求。目前,二氧化碳气体保护焊只适用于低碳钢和低合金钢的焊接,但由于它具有很好的经济效果,所以具有比较大的发展前途和推广价值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。