



【摘要】:焊接电弧由阴极区、阳极区和弧柱区三部分组成,如图3-5所示。阴极区是靠近阴极很薄的一层,阳极区是靠近阳极很薄的一层,而弧柱区是在阴极区和阳极区之间的区域,一般呈圆锥形,锥顶在阴极。因两极的温度主要受电极材料沸点的限制,故常低于电极材料的沸点。图3-4 电弧的引燃过程a)焊条与工件接触短路 b)接触处受电阻热作用而熔化 c)电弧产生表3-1 阴极和阳极的温度弧柱主要是由电子与正离子组成,但也有一些负离子和中性质点在内。
焊接电弧由阴极区、阳极区和弧柱区三部分组成,如图3-5所示。
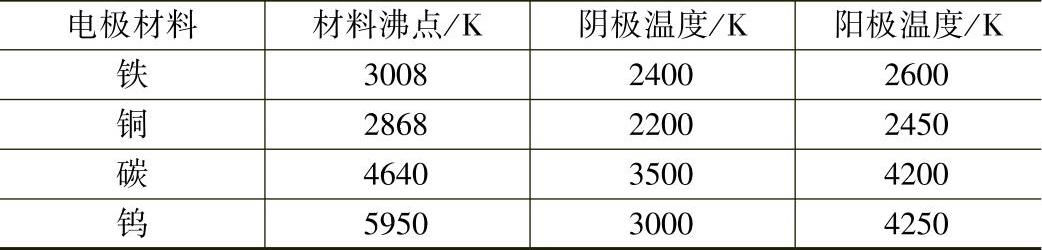
阴极区是靠近阴极很薄的一层,阳极区是靠近阳极很薄的一层,而弧柱区是在阴极区和阳极区之间的区域,一般呈圆锥形,锥顶在阴极。这三个区域热量和温度的分布是不均匀的,其中阴极是发射电子的,需要消耗能量,阳极表面则受电子冲击,并因电子与正离子复合而放出热量,因此,阳极的发热量和温度均较阴极为高,见表3-1。但由于金属熔化和蒸发会产生大量的热量,故两极的温度均较弧柱低。因两极的温度主要受电极材料沸点的限制,故常低于电极材料的沸点。
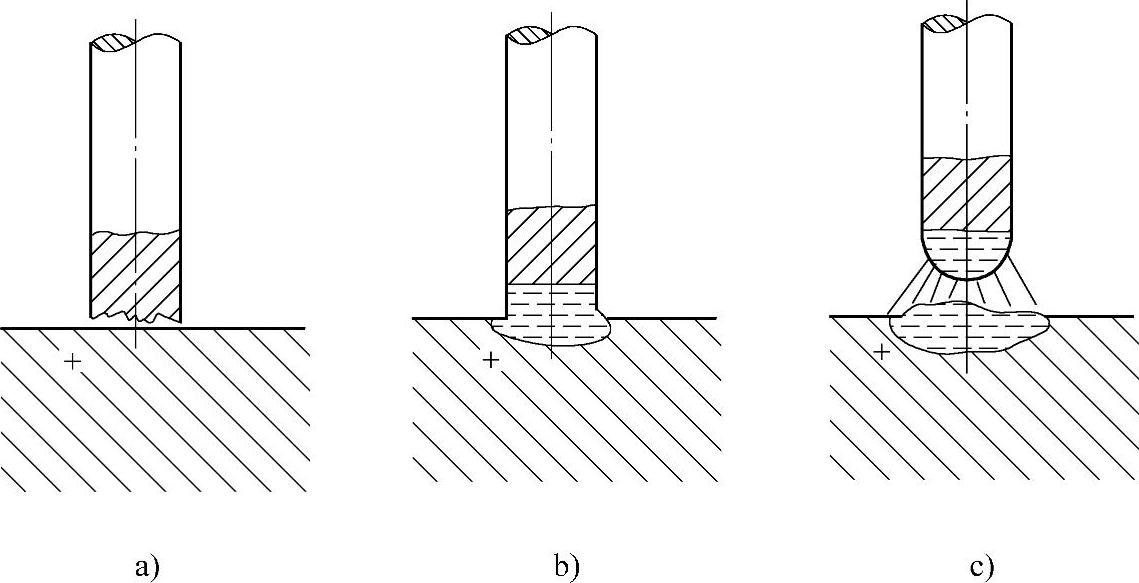
图3-4 电弧的引燃过程
a)焊条与工件接触短路 b)接触处受电阻热作用而熔化 c)电弧产生
表3-1 阴极和阳极的温度(https://www.xing528.com)
弧柱主要是由电子与正离子组成,但也有一些负离子和中性质点在内。弧柱温度与电流密度和气体介质有关,一般焊条电弧焊时为5000~6000K,埋弧焊时为7000~8000K。但由于弧柱产生的热量大部分散失于周围气体中,因此焊接时熔化金属的热量主要是由两极所供给。
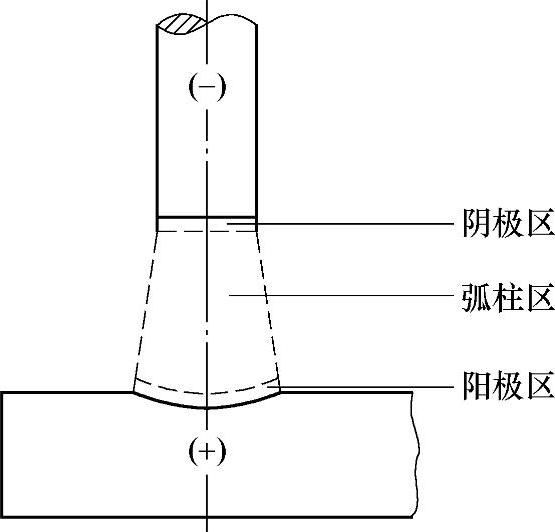
图3-5 电弧构造示意图
在使用直流电焊接时,存在一个极性接法问题,如果把阳极接在工件上,阴极接在焊条上,工件就能获得较多的热量,熔化深度会加大。焊接厚度大的工件常用此法。这种连接形式叫做直流正接(或正极性)。而在焊薄板时则用直流反接(或负极性),也就是工件接阴极,焊条接阳极。而在使用交流电焊接时,阳极与阴极时刻改变,所以工件与焊条上的热量是相等的,没有正反接法的分别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。