



1.试验用母材
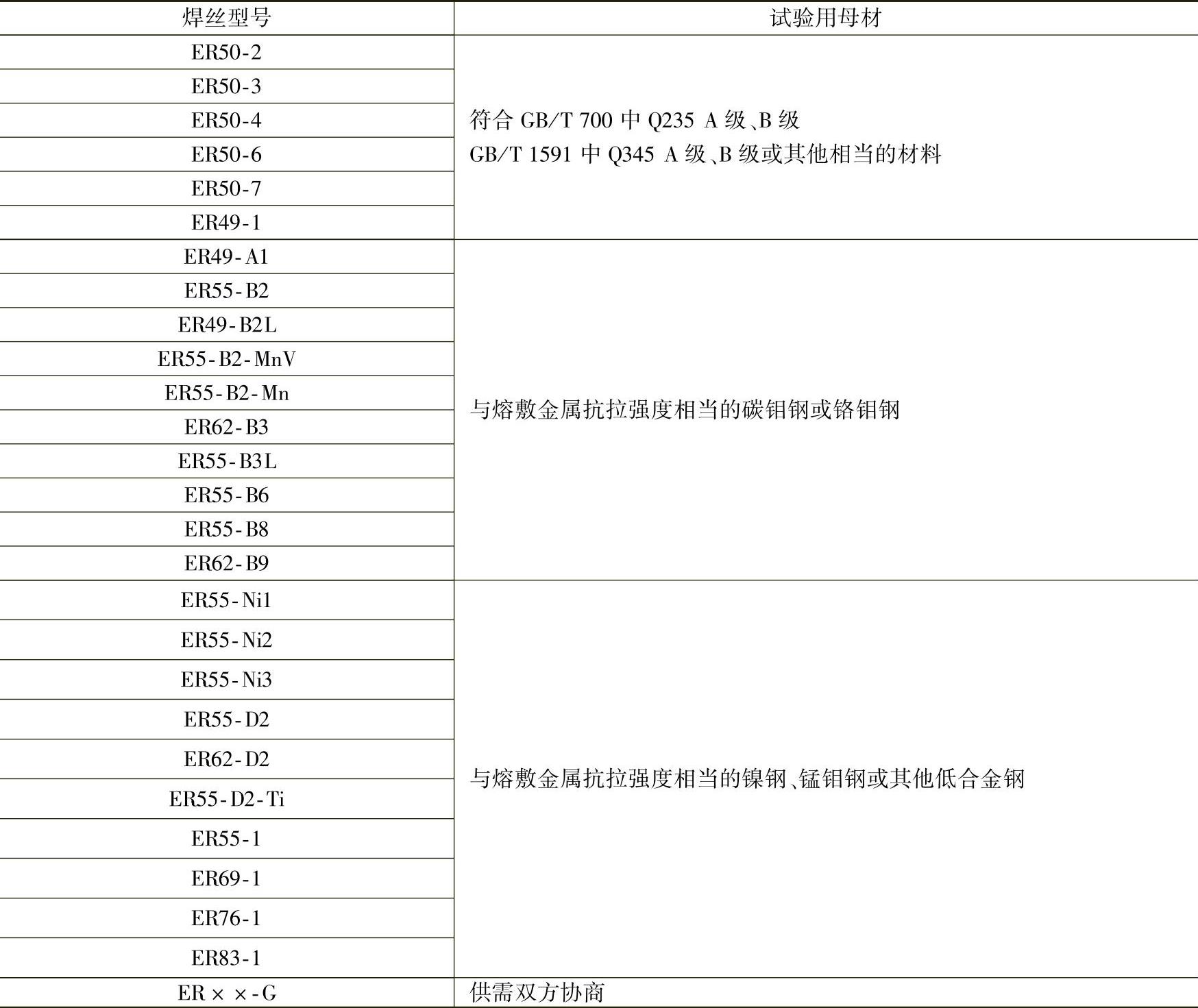
1)熔敷金属力学性能试验用母材应符合表4-10的规定。若采用其他母材,应采用试验焊丝在坡口面和垫板面焊接隔离层,隔离层的厚度加工后不小于3mm。在确保熔敷金属不受母材影响的情况下,也可采用其他方法。
2)仲裁试验时,应采用表4-10规定的母材或坡口及垫板面有隔离层的其他材料母材。
表4-10 熔敷金属力学性能试验用母材(GB/T 8110—2008)
2.试件制备
1)熔敷金属力学性能试验采用相应直径的焊丝,直径为1.2mm和1.6mm的焊丝其焊接规范应符合表4-11规定。
2)试板尺寸和取样位置应符合图4-6的规定,对于直径小于0.9mm的焊丝,不推荐采用这种接头方式。
3)试件应按图4-6要求在平焊位置制备。试板焊前予以反变形或拘束,以防止角变形。试件焊后不允许矫正,角变形超过5°的试件应予报废。
4)试板定位焊后,起焊时试板温度应加热到表4-12规定的预热温度,并在焊接过程中保持道间温度,试板温度超过时,应在静态大气中冷却。用表面温度计或测温笔按图4-6所示的测温点测量道间温度。
5)如果必须中断焊接,应将试板在静态大气中冷却至室温。重新焊接时,试板应加热到表4-12规定的道间温度。(https://www.xing528.com)
表4-11 焊接规范(GB/T 8110—2008)
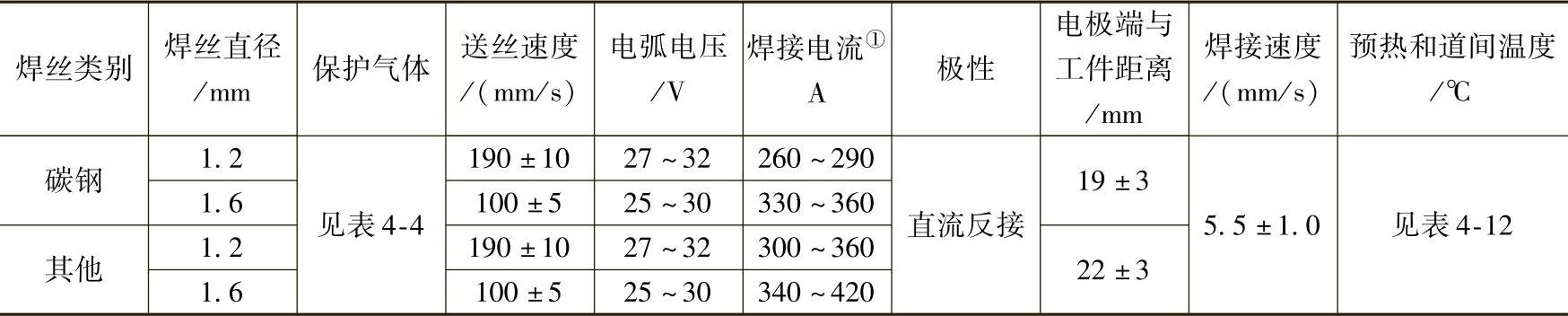
注:如果不采用直径1.2mm或1.6mm的焊丝进行试验,焊接规范应根据需要适当改变。
①对于ER55-D2型号焊丝,直径1.2mm焊丝的焊接电流为260~320A,直径1.6mm焊丝的焊接电流为330~410A。
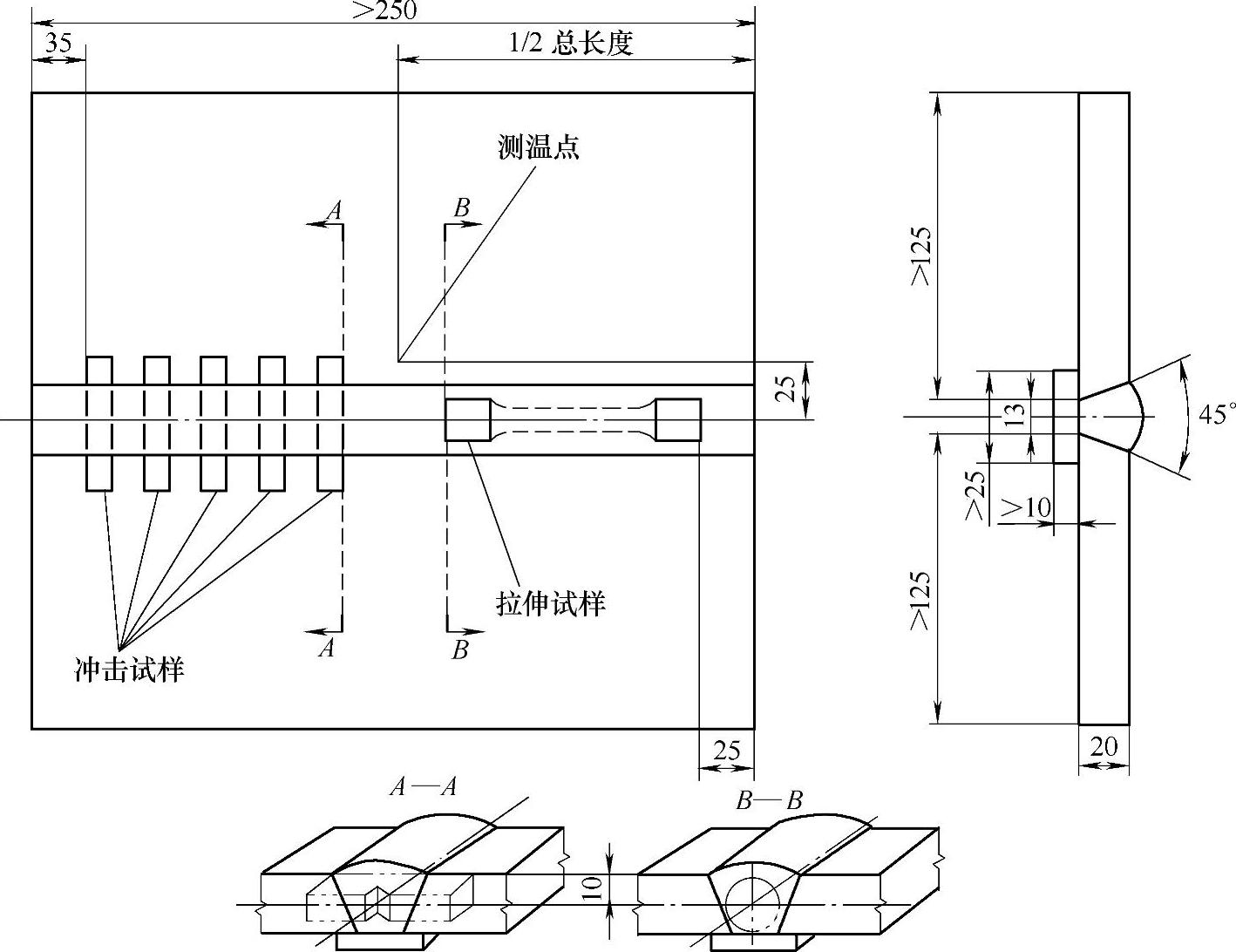
图4-6 力学性能试验的试样制备
表4-12 预热温度、道间温度和焊后热处理温度(GB/T 8110—2008) (单位:℃)
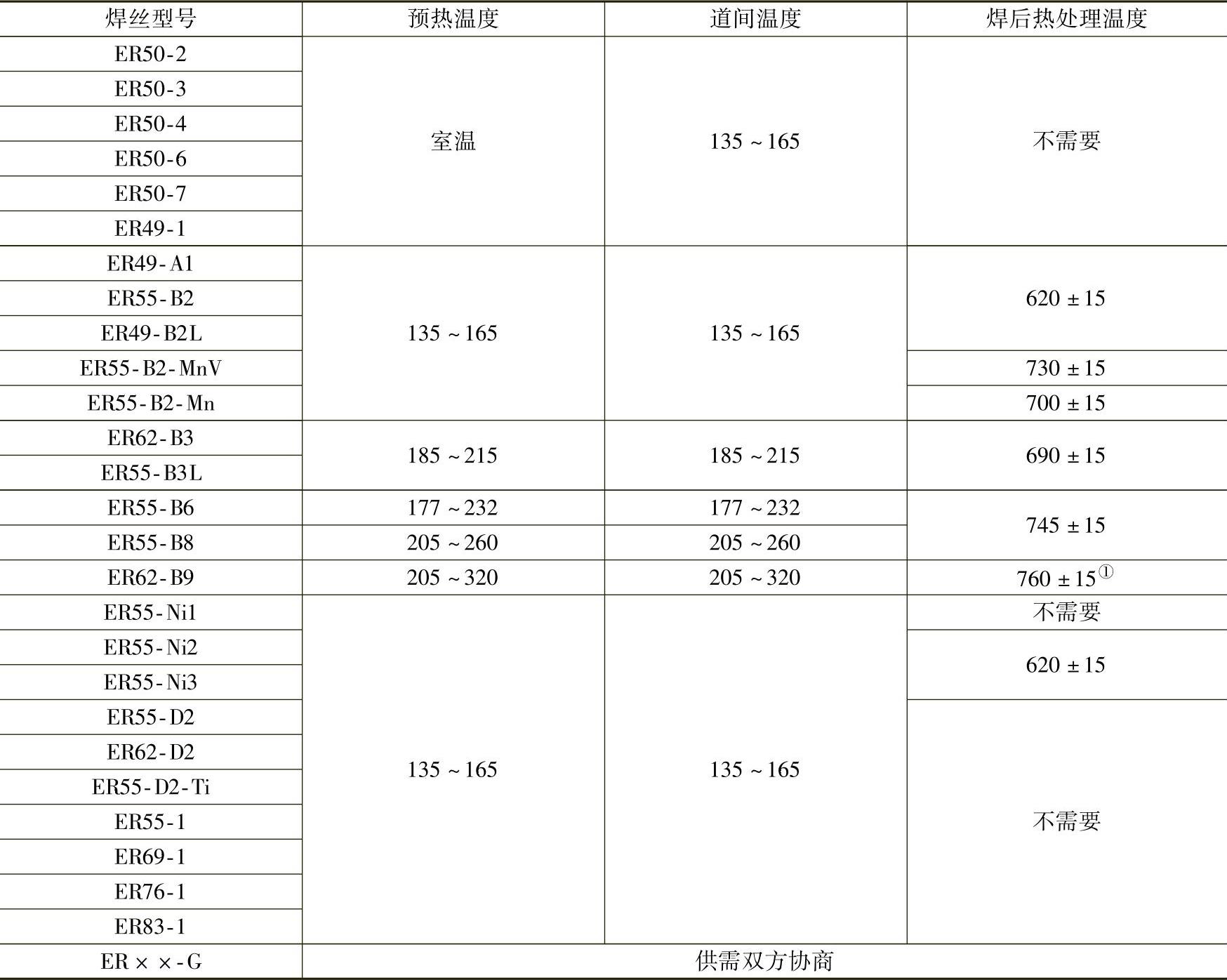
①热处理前,允许试件在静态大气中冷却至100℃以下。热处理时允许保温2h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。