



二氧化碳气体保护焊中熔滴的过渡虽然与熔化极氩弧焊相似,可以分成长弧(高电弧电压)下的射流过渡、短弧(低电弧电压)下的短路过渡以及中间形式(即电弧电压处于中间区域的半短路过渡)三种,但滴状过渡情况却与熔化极氩弧焊中的滴状过渡情况有所不同。
在直流反极性和较高电压下,二氧化碳气体保护下的熔滴过渡虽然随着焊接电流的增加熔滴过渡率也增加,且熔滴尺寸也随着变细,但却很难得到像氩气保护下的那种轴向射流过渡。有的资料认为二氧化碳气体保护下不出现球状过渡到轴向射流过渡的转变。图5-1所示是一组金属滴状过渡实验结果。从图5-1c、d可以看到,在二氧化碳气体保护下,随着焊接电流的增加,熔滴过渡率增加,熔滴体积变小。焊丝直径越小,在相同的电流值下熔滴过渡率越大,熔滴尺寸越小。这些情况和氩气保护下的情况是一致的。但图5-1a却表明,在氩气保护下,一组金属(铝、钢、铜)都在较低的电流下就出现由球状过渡到轴向射流过渡的临界电流,而在可分解气体(二氧化碳和氮气)保护下,熔滴过渡率随电流增大而增大的速度缓慢得多,小滴的快速分离只有在很高的电流密度下才出现。例如,直径1.6mm的钢焊丝达到50滴/s的熔滴过渡率,在二氧化碳气体保护下约为500A,而在氩气保护下才250A,而且在二氧化碳和氮气下没有看到临界电流的出现。图5-1b所示是二氧化碳气体保护下的熔滴过渡情况。在低电流下(对直径1.6mm的钢焊丝为300A以下)熔滴下表面的弧根较大,好像有个向上的斥力作用在熔滴上,熔滴上卷呈粗大熔滴的非轴向过渡,熔滴过渡率低,且熔滴易落到熔池之外,飞溅大,焊缝成形粗劣。在中间电流下(对直径1.6mm的钢焊丝为300~500A),作用在熔滴上的力上下达到平衡,熔滴才能落入熔池,平焊才有可能,这时熔滴过渡率较高,熔滴较细,飞溅小,焊缝成形良好。这个电流范围称为工作范围。然而在该工作范围内,熔滴的过渡情况与氩气保护下的轴向射流过渡情况显然有所不同,如它的焊丝端部没有变成尖锥形,熔滴较粗大,熔滴过渡率较低,飞溅稍大。因此,虽然通常也把二氧化碳气体保护下的这种过渡形式称为射流过渡,但与氩气保护下的射流过渡显然是有所不同的。
如果超过工作范围再进一步加大电流,这时焊丝端部变成尖锥形,熔滴变细,熔滴过渡率增加,但焊丝尖端埋入到焊件表面之下,强大的电弧吹力把熔池金属吹出,飞溅四射,无法进行焊接。如果这时把电弧电压提高,使焊丝端面露出到工件表面之上,则电弧变软,飞溅减小,又可得到满意的焊缝成形,同时焊丝端部变钝,成较大的熔滴过渡。这种提高电压的改善作用,可能是由于焊丝露出到熔池之上,熔池液体压力不大,电弧压缩较小,使来自阳极(焊丝末端)的喷射力减小的缘故。若再过度提高电流,则电弧吹力增加过猛,以致不可能再靠提高电压来起到改善作用。
对于为什么在二氧化碳气体保护下熔滴过渡会出现上述的特点,已有一些文献对它进行了探讨,但还不能作出满意的解释。现在我国在粗焊丝大电流二氧化碳气体保护方面正在蓬蓬勃勃地开展研究与生产,可以期望我国的焊接工作者在二氧化碳气体保护下熔滴过渡的理论方面将会有所突破。
从以上讨论中可以得知,二氧化碳气体保护射流过渡焊是在较高的电流下进行的,其焊接电流和电弧电压需密切配合才能得到满意的焊缝成形。图5-2所示是焊丝直径为2.4mm的焊接电流与电弧电压的配合图。在曲线左边的区域是焊丝埋入工件表面内,飞溅严重的非工作区,曲线右边才是能得到满意成形的工作区。例如,若选用电流为600A,电压为30V,则其交点A落入曲线左边区域,焊缝成形恶劣,不能工作;若提高电压至40V,则其交点B右移到曲线右边的工作区,可以得到成形满意的焊缝。
二氧化碳气体保护下的短路过渡也是在低电压、低电流和细焊丝情况下进行的,它与氩气保护下的短路过渡情况差别不大,这里不再赘述。
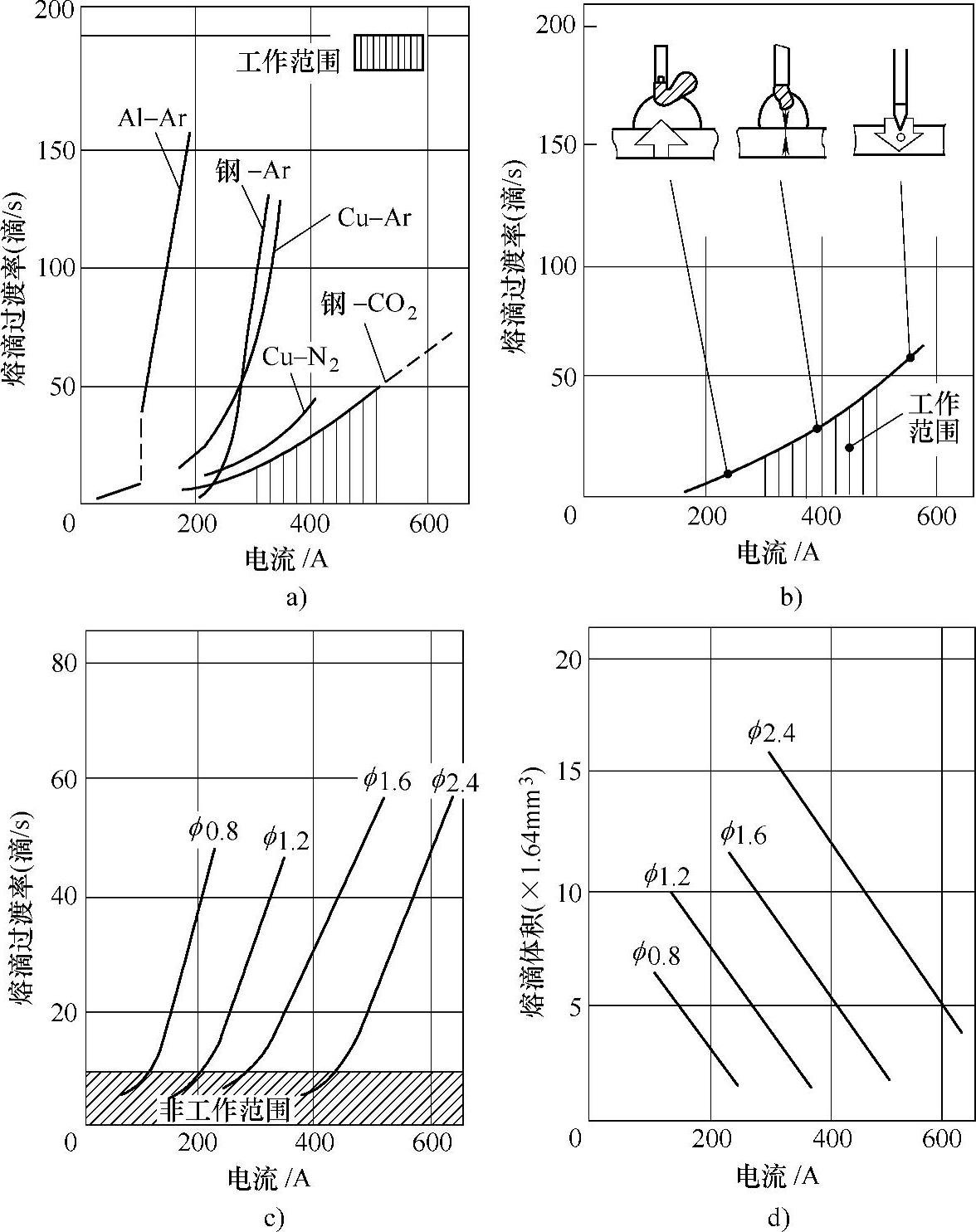
图5-1 金属滴状过渡
a)不同焊丝和不同的保护气体下熔滴过渡率与电流的关系曲线(焊丝ϕ1.6mm) b)二氧化碳气体保护下熔滴过渡情况和合力示意图(钢焊丝ϕ1.6mm) c)二氧化碳气体保护下不同直径焊丝的熔滴过渡率与电流的关系曲线 d)二氧化碳气体保护下不同直径焊丝的熔滴体积与电流的关系曲线
二氧化碳气体保护下的半短路过渡是这样的,它的电弧电压和焊接电流居于中间范围,熔滴是靠短路过渡,但短路频率(次/s)较短路过渡者少,短路时间和短路电流脉冲也较小。由于电弧作用期较长,故输入到工件上的热量较短路过渡者为大,可以得到较大的熔深。因此,可以使用中等电流焊接中等厚度的工件,这样既得到较大的熔深,又没有因熔滴的非轴向过渡带来的飞溅。表5-1是二氧化碳气体保护焊中的熔滴过渡形式及其大致的电流、电压范围与典型应用场合,以供参考。图5-3所示是三种过渡形式的电弧电压和焊接电流的波形示意图。(https://www.xing528.com)
表5-1 二氧化碳气体保护焊的熔滴过渡形式及其大致的电流电压与应用

①现在使用的电流有的已达1000A左右。
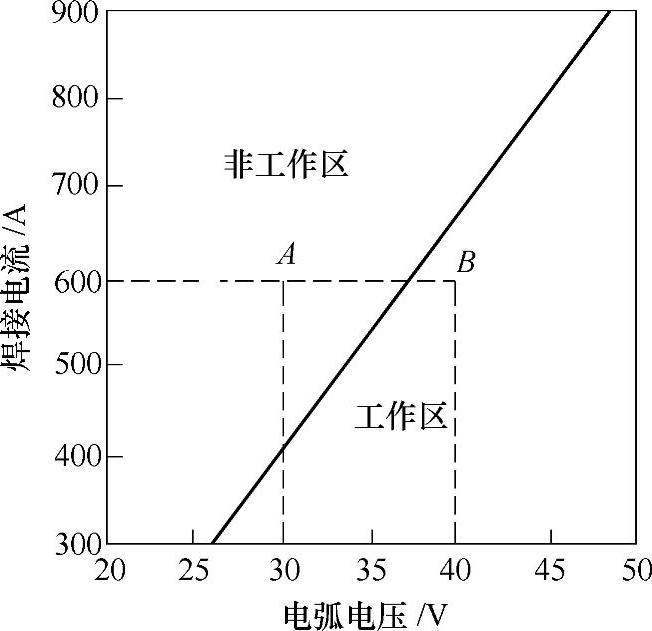
图5-2 焊接电流和电弧电压的配合图(焊丝直径ϕ2.4mm)
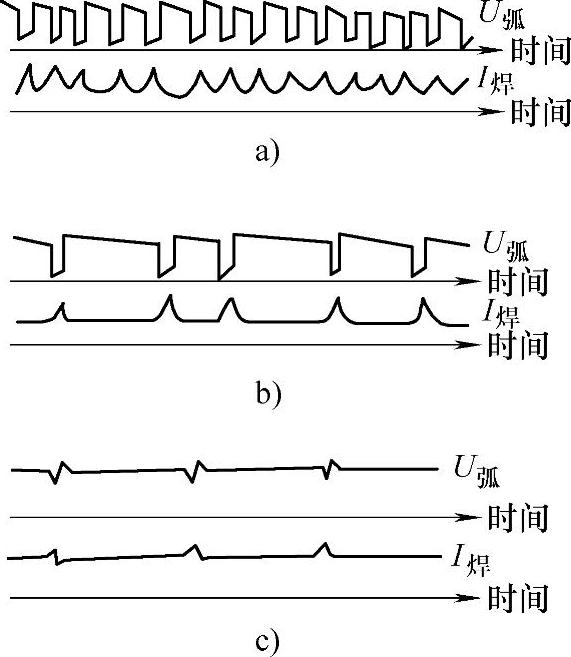
图5-3 三种过渡形式的电弧电压和焊接电流的波形示意图
a)短路过渡 b)半短路过渡 c)射流过渡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。