



埋弧焊焊接过程也是由引燃电弧开始。当电弧引燃以后,电弧所产生的热量使母材、焊丝和焊剂熔化以至部分蒸发,在电弧区便由金属和焊剂的蒸发气体形成一个空腔,该空腔的外层是由熔化的液态焊剂构成的弹性膜,能使空腔和空气隔绝,并使电弧在这个空腔内稳定燃烧。由于在工件上还覆盖着一层熔渣,因此空腔内的蒸气压力稍大于熔渣和焊剂压力。同时,焊丝是以一定的方向移动的,如果焊丝向左移动,则电弧就向右偏斜,如图7-3所示。
焊丝是靠电弧弧柱的辐射而熔化,而焊剂则在焊缝的结合面沿空腔的表面流下,冲刷熔池表面及液态金属并发生冶金反应。
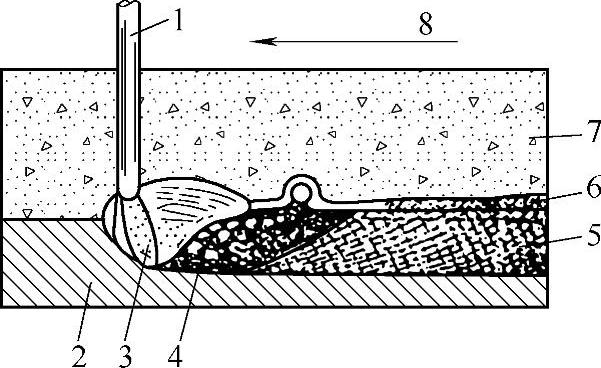
图7-3 埋弧焊焊缝形成过程
1—焊丝 2—工件 3—电弧 4—液态金属 5—焊缝金属 6—熔渣 7—焊剂 8—焊丝移动方向(https://www.xing528.com)
埋弧焊时,焊丝熔化后是以小熔滴的形式通过弧柱直接进入熔池,也有一部分是随液态焊剂进入熔池的。
母材(工件)是在受到弧柱强烈辐射而熔化成液态金属后进入熔池的。由于电弧吹力的作用,熔池中的液态金属被推向后方,使极性斑点(电流集中处,是一个光亮的斑点)下面的液态金属减少,因此极性斑点产生的大量热量能继续熔化下面的母材,并使熔池达到一定的深度。又由于电弧的游荡作用,故熔池有一定的宽度。
电弧不断前移,离电弧一定距离处的液态金属因热量传导,温度下降,开始使固相与液相的交界处结晶。由于熔渣的凝固温度低于液态金属的结晶温度,熔渣总是比液态金属早凝固一些,这就使混入熔池的小滴熔渣和溶解在液态金属中的气体以及冶金反应产生的气体在焊缝中形成夹渣和气孔等缺陷。
电弧吹力主要是指带电质点(工件为阳极时是电子,工件为阴极时是正离子)对熔池的吹力,其大部分能量转化的热能不仅可熔化工件,而且将液态金属推向后方,形成堆高。斑点下的液态金属被电弧吹力推走的瞬间形成一个小坑。液态金属就离焊缝端部近了一点,斑点就移到旁边去,这样就使电弧出现了摆动,这就是电弧的游荡作用。电弧越大,游荡作用越严重,熔池的宽度就越大。但熔池深度有些减小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。