



(GB/T 12470—2003)
1.型号分类
1)型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
2)焊丝-焊剂组合的型号编制方法为F××××-H×××。其中,字母“F”表示焊剂;“F”后面的两位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;第三位字母表示试件的状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度;“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957和GB/T 3429的规定。如果需要标注熔敷金属中的扩散氢含量,可用后缀“H×”表示。
3)完整的焊丝-焊剂型号示例如下:
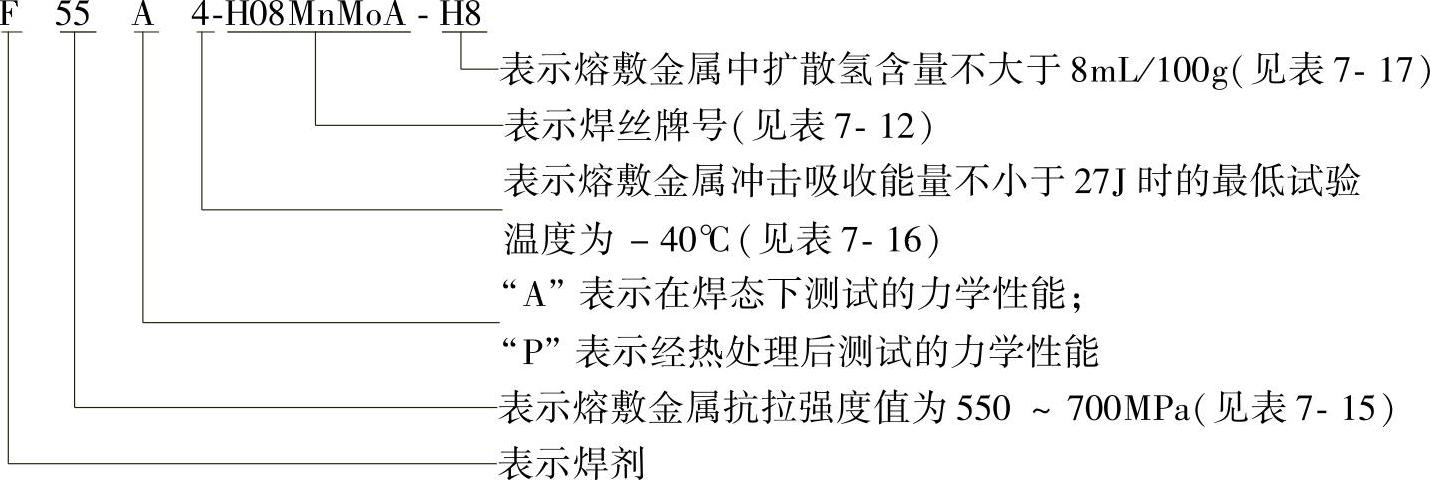
其中,H8代号标注与否由焊剂生产厂决定。
2.焊丝
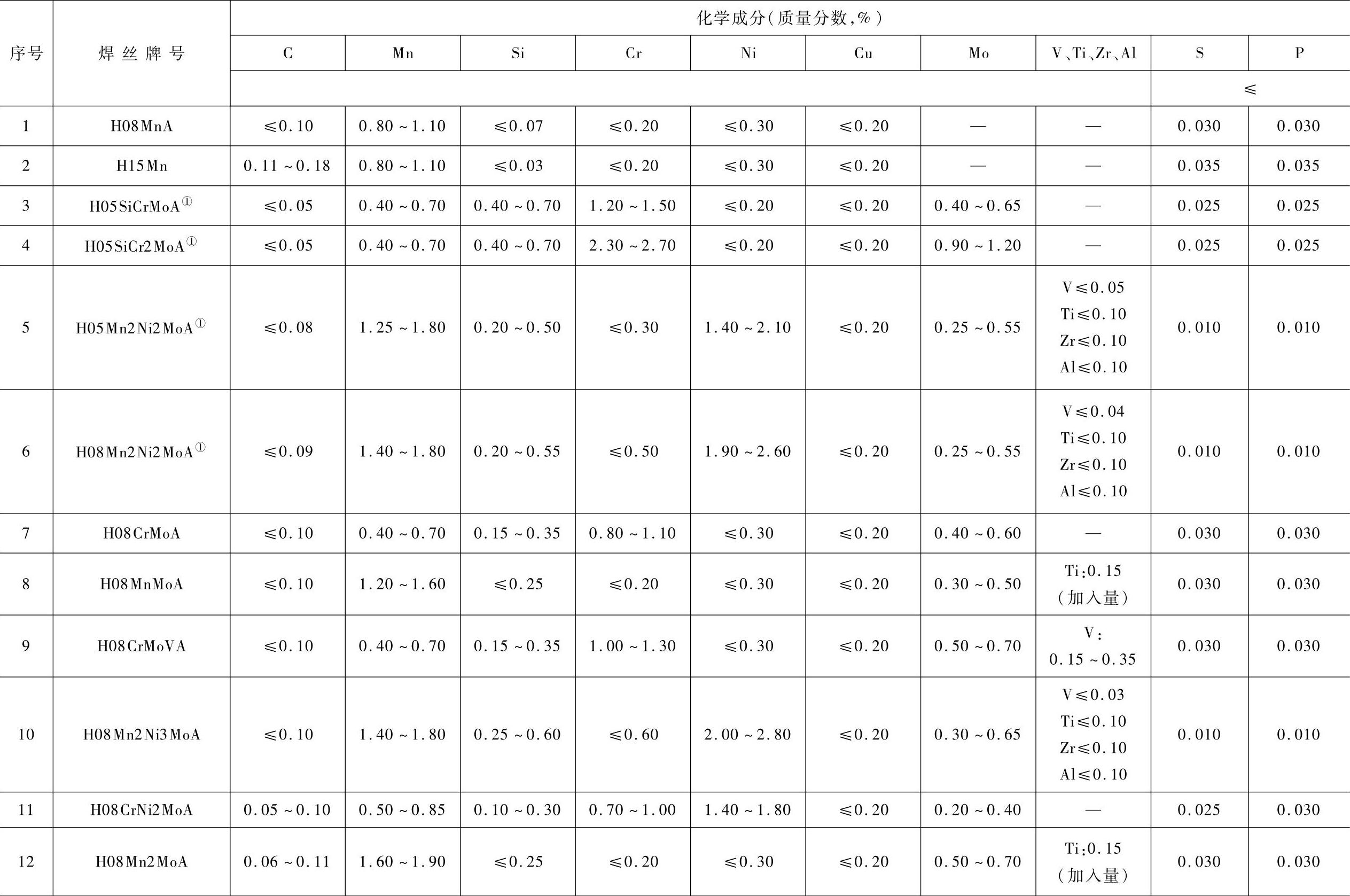
1)焊丝的化学成分应符合表7-12的规定。
表7-12 焊丝化学成分
(续)
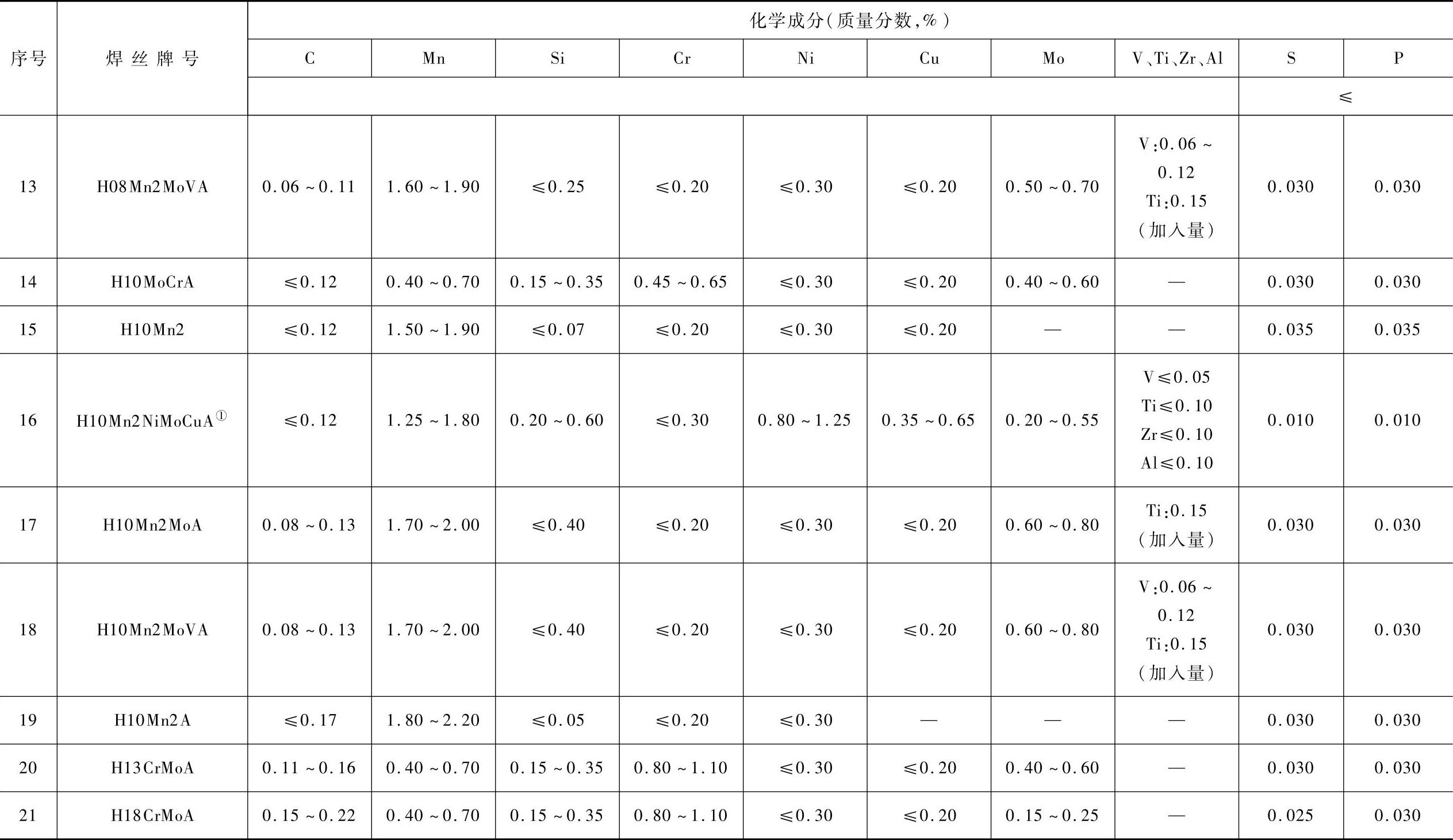
注:1.当焊丝镀铜时,除H1OMn2NiMOCuA外,其余牌号铜含量应不大于O.35%。
2.根据供需双方协议,也可生产使用其他牌号的焊丝。
①这些焊丝中残余元素Cr、Ni、MO、V总量应不大于O.5O%。
2)焊丝尺寸:
①焊丝尺寸应符合表7-13的规定。
表7-13 焊丝的尺寸 (单位:mm)

注:根据供需双方协议,也可生产使用其他尺寸的焊丝。
②焊丝的不圆度不大于直径偏差的1/2。
3)焊丝表面质量:
①焊丝表面应光滑,无毛刺、凹陷、裂纹、折痕及氧化皮等缺陷或其他不利于焊接操作以及对焊缝金属性能有不利影响的外来物质。
②焊丝表面允许有不超出直径公差1/2的划伤及不超出直径偏差的局部缺陷存在。
③根据供需双方协议,焊丝表面可镀铜,其镀层表面应光滑,不得有肉眼可见的裂纹、麻点、锈蚀及镀层脱落等。
3.焊剂
1)焊剂为颗粒状,并能自由地通过标准焊接设备的焊剂供给管道、阀门和喷嘴。焊剂的颗粒度应符合表7-14的规定,但根据供需双方协议,也可以制造其他尺寸的焊剂。
表7-14 焊剂颗粒度要求

2)焊剂含水量不大于0.10%(质量分数)。
3)焊剂中机械夹杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)的质量分数不大于0.30%。
4)焊剂硫的质量分数不大于0.060%,磷的质量分数不大于0.080%。根据供需双方协议,也可以制造硫、磷含量更低的焊剂。
5)焊剂焊接时焊道应整齐、成形美观,脱渣容易。焊道与焊道之间、焊道与母材之间过渡平滑,不应产生较严重的咬边现象。
4.焊丝-焊剂组合焊缝金属射线无损检测
焊丝-焊剂组合焊缝金属射线无损检测应符合GB/T 3323中Ⅰ级。
5.熔敷金属力学性能
1)熔敷金属的拉伸试验结果应符合表7-15的规定。
表7-15 熔敷金属拉伸试验
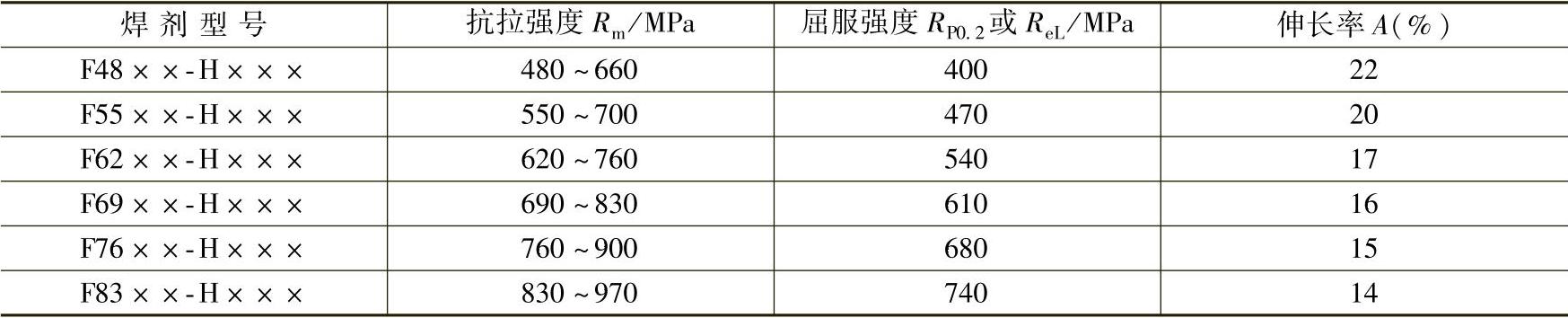
注:表中单值均为最小值。(https://www.xing528.com)
2)熔敷金属的冲击试验结果应符合表7-16的规定。
表7-16 熔敷金属冲击试验

6.熔敷金属扩散氢含量
熔敷金属中的扩散氢含量应符合表7-17的规定。
表7-17 熔敷金属中扩散氢含量

注:1.表中单值均为最大值。
2.此分类代号为可选择的附加性代号。
3.如标注熔敷金属扩散氢含量代号时,应注明采用的测定方法。
7.焊丝的选择
在选择埋弧焊用焊丝时,最主要的是考虑焊丝中锰、硅和合金元素的含量。无论是采用单道焊还是多道焊,应考虑焊丝向熔敷金属中过渡的锰、硅和合金元素对熔敷金属力学性能的影响。
熔敷金属中必须保证最低的锰含量,以防止产生焊道中心裂纹,特别是使用低锰焊丝匹配中性焊剂,易产生焊道中心裂纹,此时应改用高锰焊丝和活性焊剂。
某些中性焊剂,采用硅代替碳和锰,并将其含量降到规定值。使用这样的焊剂时,不必采用硅脱氧焊丝。对于其他不添加硅的焊剂,要求采用硅脱氧焊丝,以获得合适的润湿性和防止气孔。因此,焊丝、焊剂制造厂应相互配合,以使两种产品在使用时互补。
在单道焊焊接被氧化的母材时,特别当在有氧化皮的母材上焊接时,由焊剂、焊丝提供充分的脱氧成分,可以防止产生气孔。一般来讲,硅比锰具有更强的脱氧能力,因此必须使用硅脱氧焊丝和活性焊剂。
8.焊剂类型
焊剂根据生产工艺的不同分为熔炼焊剂、粘接焊剂和烧结焊剂。按照焊剂中添加脱氧剂、合金剂分类,又可分为中性焊剂、活性焊剂和合金焊剂。不同类型焊剂可以通过相应的牌号及制造厂的产品说明书予以识别。
(1)中性焊剂
中性焊剂是指在焊接后,熔敷金属化学成分不产生明显变化的焊剂。中性焊剂用于多道焊,特别适用于厚度大于25mm的母材的焊接。中性焊剂的焊接注意事项如下:
1)由于中性焊剂不含或含有少量的脱氧剂,所以在焊接过程中只能依赖于焊丝提供脱氧剂。当单道焊或焊接氧化严重的母材时,会产生气孔和焊道裂纹。
2)电弧电压变化时,中性焊剂能维持熔敷金属的化学成分稳定。某些中性焊剂在电弧区还原,释放出的氧气与焊丝中碳化合,降低熔敷金属中的含碳量。某些中性焊剂含有硅酸盐,在电弧高温区还原成锰、硅,即使电弧电压变化很大时,熔敷金属的化学成分也是相当稳定的。
3)熔深、热输入和焊道数量等参数变化时,抗拉强度和冲击韧度等力学性能也会发生变化。
4)尽管焊剂在锰和硅方面可以是中性,但在活泼的合金元素方面可能不是中性的了,最显著的是铬。某些而不是全部中性焊剂会减少焊缝金属的铬含量(与焊丝中的相比)。此时,焊丝中的铬含量应该比熔敷金属中的铬含量稍高。
(2)活性焊剂
活性焊剂指加入少量锰、硅脱氧剂的焊剂。加入锰、硅脱氧剂能提高焊缝抗气孔能力和抗裂性能。活性焊剂主要用于单道焊,特别是用于被氧化的母材。活性焊剂的焊接注意事项如下:
1)由于含有脱氧剂,故熔敷金属中的锰、硅将随电弧电压的变化而变化。由于锰、硅增加将提高熔敷金属的强度,降低冲击韧度,因此在使用活性焊剂进行多道焊时,应严格控制电弧电压。
2)活性焊剂中,更活泼的焊剂具有较强的抗氧化性能,但在多道焊时会产生较多的问题。
(3)合金焊剂
合金焊剂指使用碳钢焊丝,其熔敷金属为合金钢的焊剂。焊剂中添加较多的合金成分,用于过渡合金,多数合金焊剂为粘接焊剂和烧结焊剂。
(4)焊剂中性指数
焊剂中性指数是测量焊剂中性的一种简便方法。它是用来表示焊丝-焊剂组合焊接碳钢时与焊缝金属中锰、硅含量有关的指数,它不适用于合金焊剂。评价焊剂中性指数时,焊剂中性指数不能大于40,焊剂中性指数越小,则焊剂越呈中性。
焊剂中性指数计算方法如下:
①焊接两块化学成分分析试块,焊接第一块时,采用GB/T 12470—2003表7规定的焊接规范。
②焊接第二块试块时,采用比第一块电弧电压高8V的电压,其他规范相同。
③每个试块的表面加工平滑,取试块的第四层(顶)作熔敷金属分析。分别分析两个试样的Mn和Si含量。
④焊剂中性指数以两个试块的Mn、Si值的变化量的绝对值之和来计算,计算公式如下:
N=100(ΔSi+ΔMn)
式中 ΔSi——两个试块的Si含量的变化量(%);
ΔMn——两个试块的Mn含量的变化量(%)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。