



一般来说,厚度≤1.6mm的接头设计对于等离子弧焊和钨极气体保护电弧焊都是相同的。对于厚度在上述范围内的大多数工件,一般都采用Ⅰ形坡口的对接接头,通常采用普通熔透法等离子弧焊,焊缝的熔化情况与钨极气体保护电弧焊的相同。对根部间隙和错位的要求在等离子弧焊中是不太严格的,这是因为等离子弧的刚性较大,并且它对电压变化不太敏感。
1.端面卷边焊缝
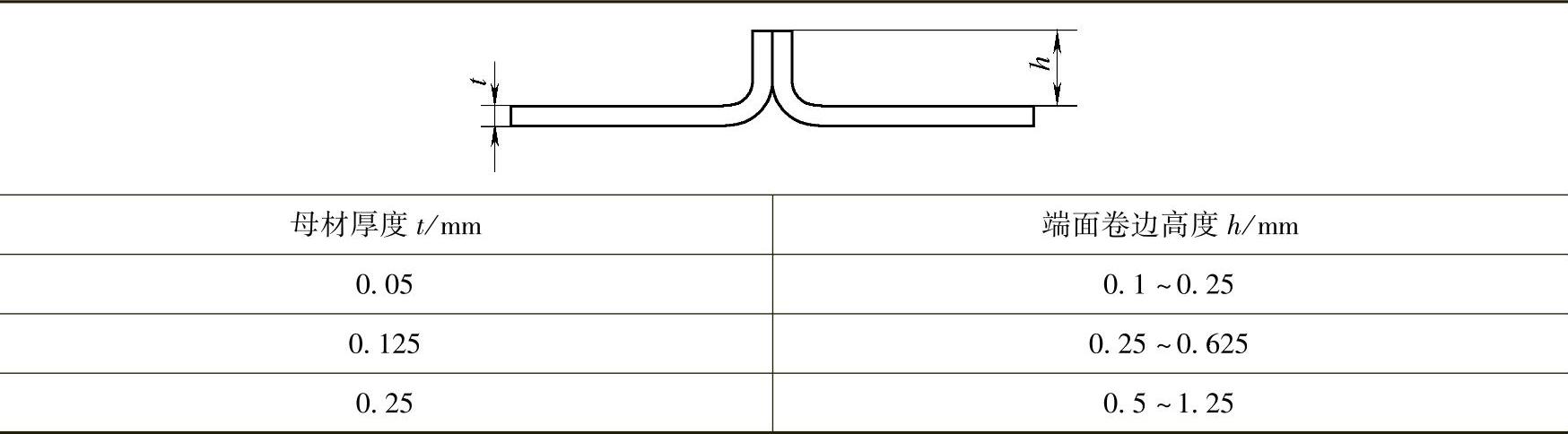
连接厚度0.05~0.25mm的焊件,一般采用卷边接头。实际上,这种端面卷边焊缝连接处的厚度至少是被焊母材的两倍。工件用滚动卷边机卷边。表10-7列出了母材厚度与端面卷边高度之间的关系。
表10-7 卷边焊缝的母材厚度与卷边高度的关系
2.薄金属的对接接头
小电流等离子弧焊已成功地用于焊接不锈钢。表10-6列出了用小电流手工焊或自动焊制造不锈钢薄件对接焊缝的典型条件。
3.Ⅰ形坡口对接接头
连接厚度范围为1.6~6.4mm的焊件一般采用穿透法等离子弧焊。对于某些金属(如钛合金)采用穿透法等离子弧焊无需开V形坡口,能够焊接的厚度达12.7mm(表10-5)。不管是否采用填充金属,穿透法等离子弧焊可以在一条焊缝中焊接的金属厚度达6.4mm。然而,焊接较厚的金属(有时也焊接厚度小于6.4mm的金属)需采用至少两条焊道的方法,通常是第一条不添加填充金属,第二条添加填充金属,这样可得到表面更加均匀的焊缝。(https://www.xing528.com)
4.机加工坡口接头
厚度为6.4~25mm工件的等离子弧焊接接头通常要求机械加工坡口。但是,由于等离子弧焊的熔透性比钨极气体保护电弧更大,故坡口深度可小些。因而,采用更少焊道数和更少量的填充金属就能够完成焊缝。等离子弧焊和钨极气体保护电弧焊焊接V形坡口所要求的接头准备的比较示于图10-7。
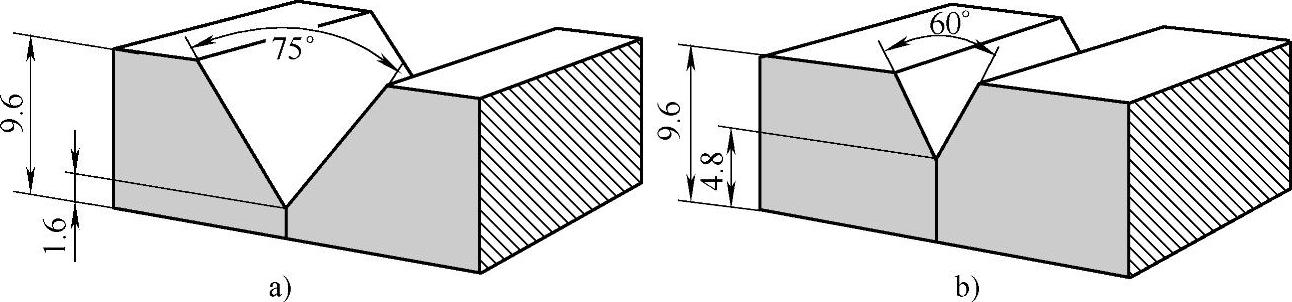
图10-7 采用等离子弧焊和钨极气体保护电弧焊焊接厚度9.6mm V形坡口接头的比较
a)钨极气体保护电弧焊的V形坡口 b)等离子弧焊的V形坡口
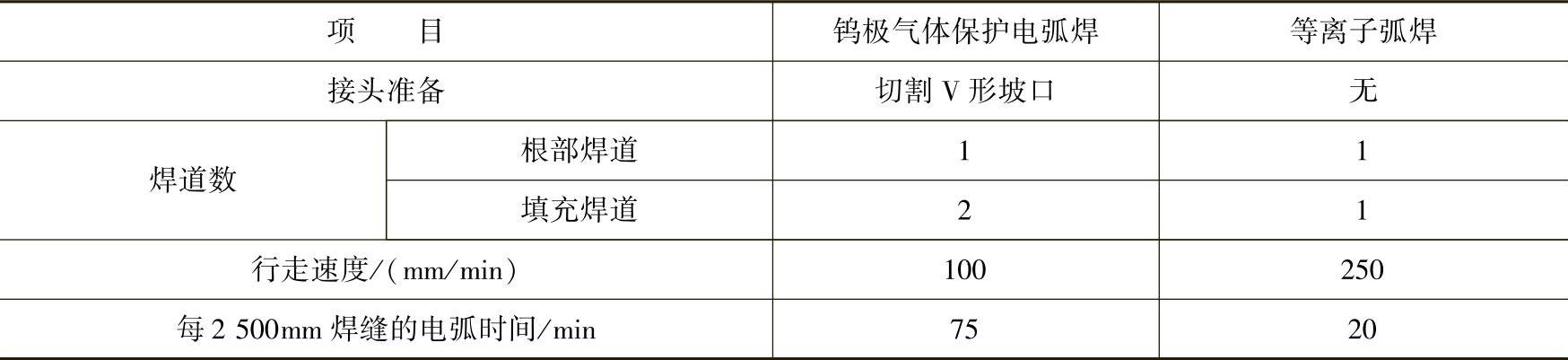
采用等离子弧焊和钨极气体保护电弧焊,连接厚度为6.4mm的410型不锈钢的试验结果对比示于表10-8和图10-8。钨极气体保护电弧焊的V形坡口深度大,钝边厚度小(约1.6mm),为保证焊透,需采用一条根部焊道(不加填充金属)和两条填充金属焊道才能完成焊缝。而采用穿透法等离子弧焊,不需开坡口,并且用一条根部焊道和一条有填充金属的焊道就可焊成焊缝。从表10-8可知,完成2500mm长焊缝所需要的电弧时间,等离子弧焊约为钨极气体保护电弧焊的1/4,并且可节省焊接接头的准备时间。
表10-8 采用钨极气体保护电弧焊和穿透法等离子弧焊得到的厚度为6.4mm410型不锈钢的焊接接头对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。