



1.圆盘式蒸汽疏水阀阀体密封面等离子弧堆焊工艺
(1)合金粉末的选用
根据热动力型圆盘式蒸汽疏水阀对密封面的要求,选用了PT3101铁基粉末。这是一种用于工作温度低于450℃的水、汽、油等弱腐蚀性介质且耐磨、抗冲击性较高和在高温下仍能保持较高硬度的合金粉末。其堆焊状态下的金相组织为奥氏体及片状碳化物和碳硼化合物,硬度可达41~46HRC。
(2)设备的选用
热动力型圆盘式蒸汽疏水阀阀体密封面堆焊可选用LUP-300型等离子弧堆焊机和LUF-300VF型微弧等离子弧堆焊机。这类堆焊机具有国内先进水平,结构紧凑,外形美观,程序控制设置完善,各工艺参数调节灵敏准确,稳定性好,重现性好,通风防护性能优越,操作简单方便,能降低工人的劳动强度,改善劳动条件,经过长期使用表明,这类设备的各部分性能均能满足圆盘式蒸汽疏水阀阀体密封面生产过程的要求。
(3)堆焊工艺动作程序
热动力型圆盘式蒸汽疏水阀阀体密封面的堆焊工艺动作程序如图10-16所示。
(4)堆焊工艺
热动力型圆盘式蒸汽疏水阀阀体密封面堆焊工艺参数见表10-15。
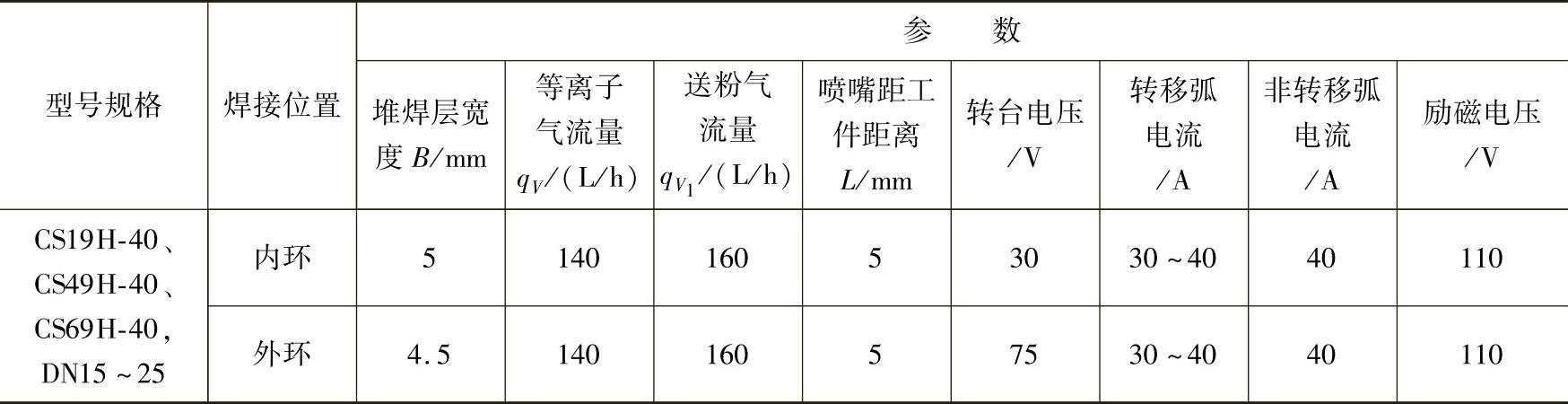
(5)环形堆焊工艺
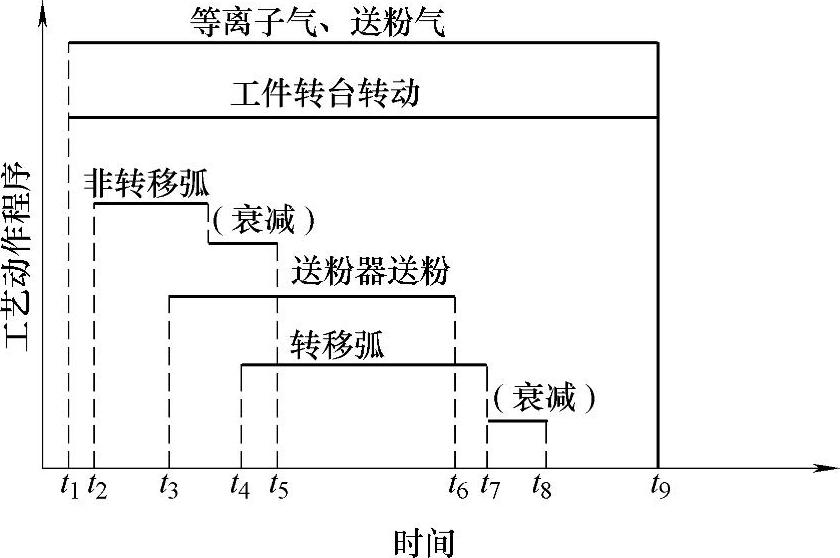
图10-16 堆焊工艺动作程序
热动力型圆盘式蒸汽疏水阀阀体密封面环形堆焊工艺参数见表10-16。
表10-15 阀体密封面堆焊工艺参数
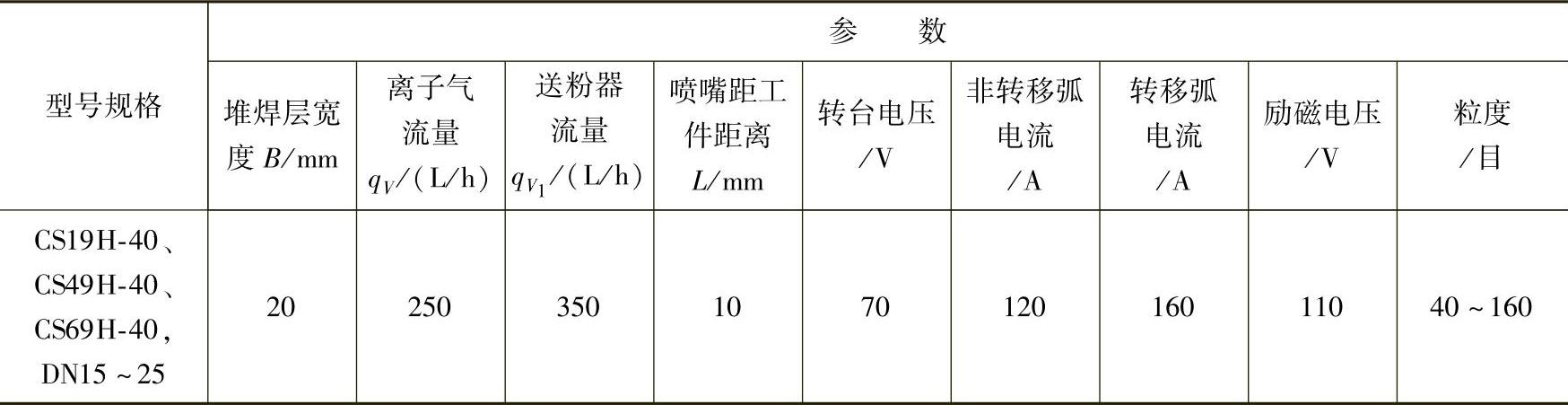
表10-16 阀体密封面环形堆焊工艺参数
2.截止阀、闸阀阀体密封面等离子弧堆焊工艺
(1)阀体深孔密封面堆焊工艺特点及工艺措施
1)从阀体的结构可知,截止阀是一直圆柱体与S形圆柱体相贯,闸阀阀体是两个直圆柱体与一个部分球体相贯。两种阀体外接法兰盘,铸钢件密封面在腔内,大约2/3密封面一侧邻阀体壁、一侧邻空,另1/3密封面两侧邻空。整个密封面在堆焊时热影响区很不均匀,易于产生应力集中。阀体密封面的堆焊工艺在半封闭腔体内进行,工作过程不易观察和调整。由于毛坯及加工工装的误差,使焊道成形很难均匀,也会造成应力集中。此外,焊层的起始与搭接不一致性也会导致应力集中。多种应力集中的综合作用,加之所堆焊的合金粉末是按照行业标准选用的,其抗裂性能已定,无法改善,堆焊层四边通风,冷却很快,故极易产生裂纹。另一方面,由于密封面基体所固有几何形状的不一致性,工件受热不均匀,致使转移弧电流有偏大或偏小的差异,焊层易出现缺陷。因此,在工作过程中不易观察的情况下,要求工艺规范合理稳定。在整个工作过程中不需调节或只作微量调节就能保证整个工艺过程的完满结束,而克服焊层各种缺陷是工艺的关键,也是阀体深孔密封面堆焊的显著特点。
2)工艺措施:
①合理设计阀体密封面堆焊的毛坯尺寸,减少由于阀体几何形状变化、工件受热不均及热影响区不均匀的趋势。
②工艺参数的配合应既能充分熔化合金粉末,又尽可能减小熔池深度。
③控制毛坯的定位尺寸,使整个工艺过程、喷枪的位置不需调整,以保持焊层成形的均匀性。
④选择合理的工艺动作,通过转台滞后转动或转台提前转动带起转移弧电流冲击(视设备程序设置与否而定)。最好选用电子计数器控制电弧的启衰。搭接时重熔部分不得超过3~5mm,以确保焊层起始与搭接处的外部与内部质量及熔深与整个焊道的一致性。
⑤阀体堆焊完毕后,不得置于通风处,以减小焊层冷却速度。
(2)阀体密封面毛坯及工装设计
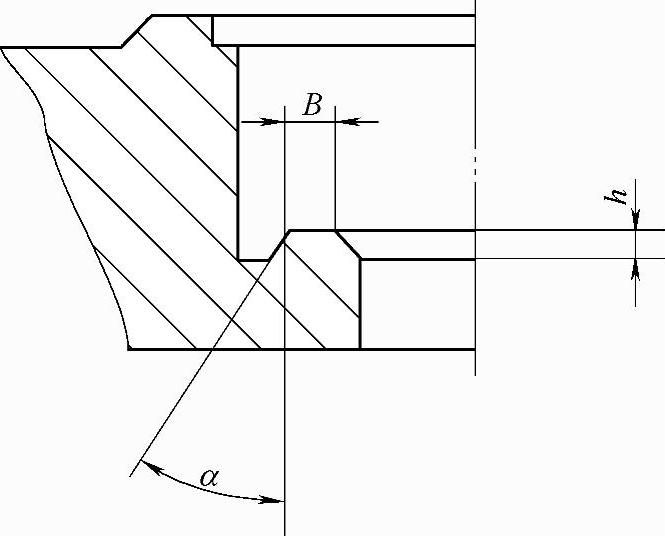
阀体密封面毛坯的重要性如前所述,在按设计加工毛坯的同时还需按图样要求加工法兰盘。法兰盘在堆焊时作为定位基准,因此其尺寸精度应保证d11(符合图样要求),以保证堆焊时密封面凸台在转动时的最小跳动(不超过±0.5mm)。实践证明,密封面设计成凸台可最大限度地保证其几何形状的一致性,又可使焊层与阀体壁有一间隙,缩小热影响区,减少应力集中,还可以便于堆焊时定位,使焊道均匀,稀释率降低。密封面毛坯凸台设计示意图如图10-17所示,其设计尺寸按表10-17选择。
 (https://www.xing528.com)
(https://www.xing528.com)
图10-17 密封面毛坯凸台设计示意图
表10-17 密封面毛坯凸台尺寸 (单位:mm)

阀体密封面的堆焊必须借助于工装进行。闸阀、截止阀规格很多,不同规格的阀体应有相应的堆焊工装,其结构示意图如图10-18和图10-19所示。堆焊时工装可与普通堆焊设备机械转台一起装配,阀体用法兰外圆(截止阀)或内圆(闸阀)与工装配合定位,快速、方便、可靠。
(3)堆焊工艺动作程序与堆焊工艺参数
1)动作程序。为了了解阀体深孔密封面堆焊特点和摸索工艺动作程序及工艺参数,通常需要进行模拟试验和实物堆焊试验。选用LUP-300型堆焊机,在J41N-40,DN20和J41H-25K,DN50、DN80、DN100截止阀以及Z41H-25,DN80、DN100闸阀阀体密封面进行堆焊工艺研究,其动作程序如图10-20所示。
图10-20中各时间点的动作说明如下:
t1——按“引弧”按钮后电磁气阀打开,立即送气,堆焊过程开始;
t2——接通非转移弧主电路和高频电源,瞬间引燃非转移弧,高频电源自动切断,同时焊枪
开始摆动,通过非转移弧观察焊枪高低左右位置是否合适,并加以调整;
表10-18 闸阀、截止阀阀体密封面堆焊工艺参数
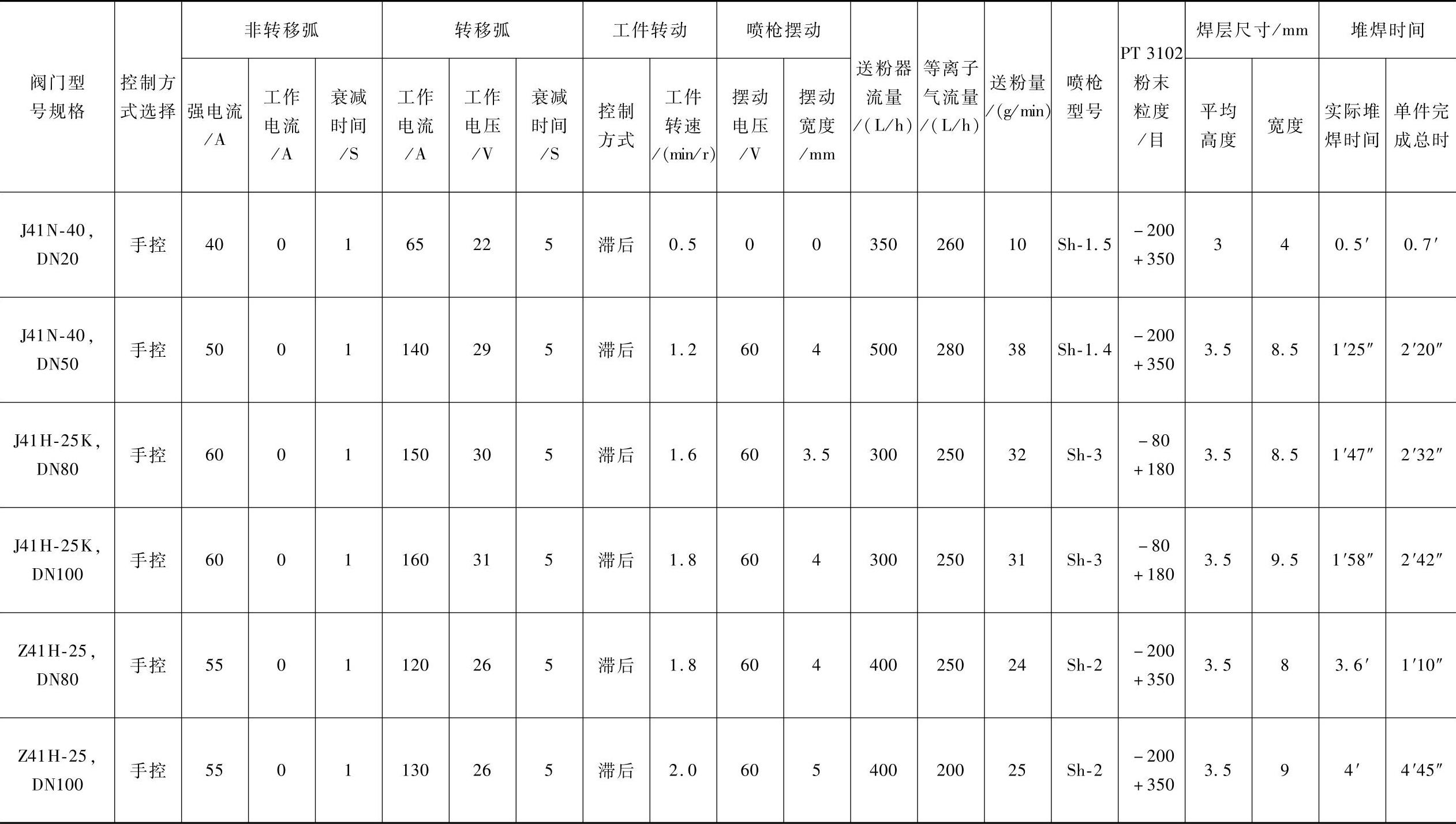
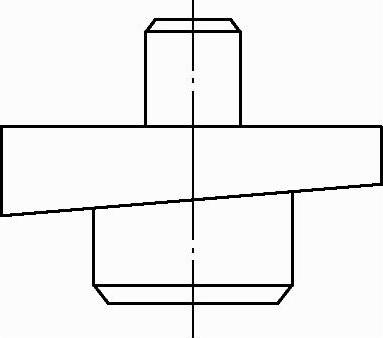
图10-18 闸阀阀体堆焊夹具示意图
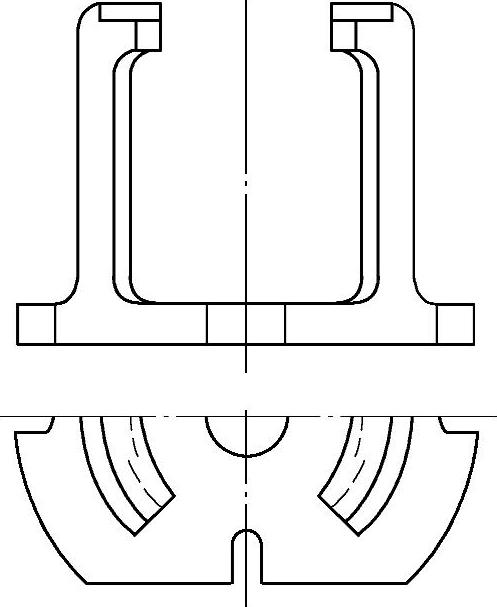
图10-19 截止阀阀体堆焊夹具示意图
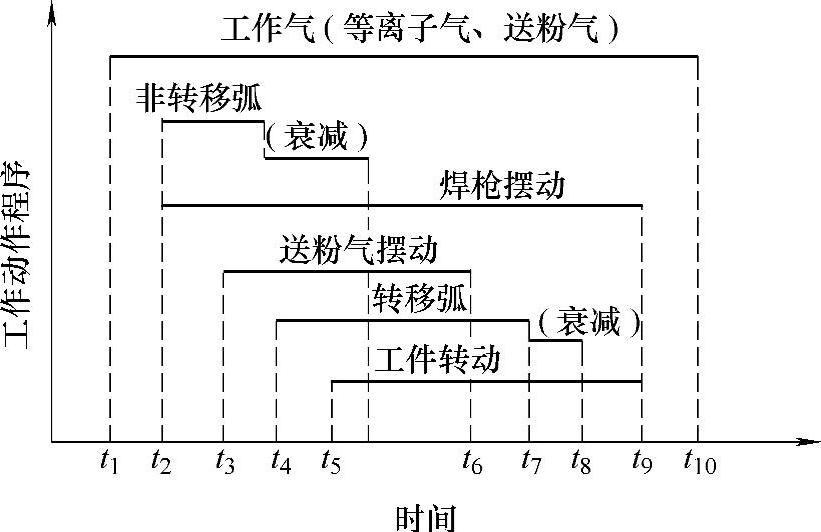
图10-20 阀体深孔密封面堆焊工艺动作程序
t3——送粉器开始供粉;
t4——接通转移弧主电路,引燃转移弧,熔池开始形成,同时非转移弧衰减后按设定时间切断;
t5——工件开始转动,熔池冷凝形成焊层;
t6——焊层搭接,送粉停止;
t7——转移弧按调定斜率衰减;
t8——转移弧自行熄灭;
t9——焊枪停摆,工件停转;
t10——电磁气阀自行关闭,切断气源。
2)工艺参数。其工艺参数见表10-18。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。