



1.型号分类
1)焊条根据表11-8规定的熔敷金属的化学成分进行分类。
2)焊条型号的表示方法为:字母“E”表示焊条,“E”后面的字母直接用元素符号表示型号分类,同一分类中有不同的化学成分要求时用字母或数字表示,并以短划“-”与前面的元素符号分开。
2.技术要求
(1)尺寸
1)焊条尺寸应符合表11-9的规定。
2)焊条夹持端长度应符合表11-10的规定。
(2)药皮
1)药皮应均匀紧密地包覆住焊芯,焊条引弧端的药皮应倒角,焊芯端面应露出,但焊芯露出的长度不应超过3mm,整根焊条的药皮上不应有妨碍焊条均匀性及影响焊接质量的缺陷。
表11-8 熔敷金属的化学成分
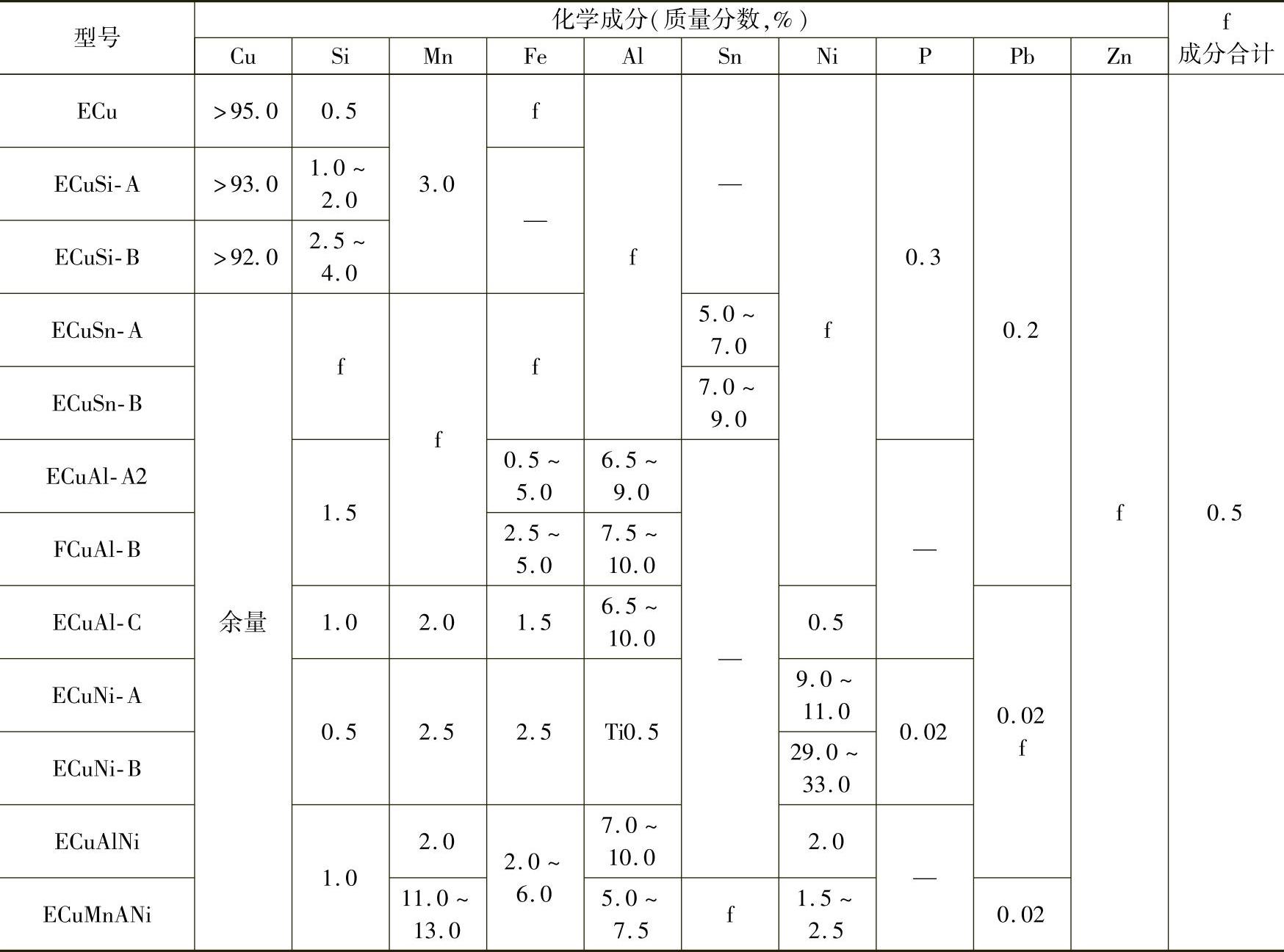
注:1.表中所示单个值均为最大值。
2.ECuNi-A和ECuNi-B类S的质量分数应控制在0.015%以下。
3.字母f表示微量元素。
4.Cu元素中允许含Ag。
表11-9 焊条尺寸 (单位:mm)
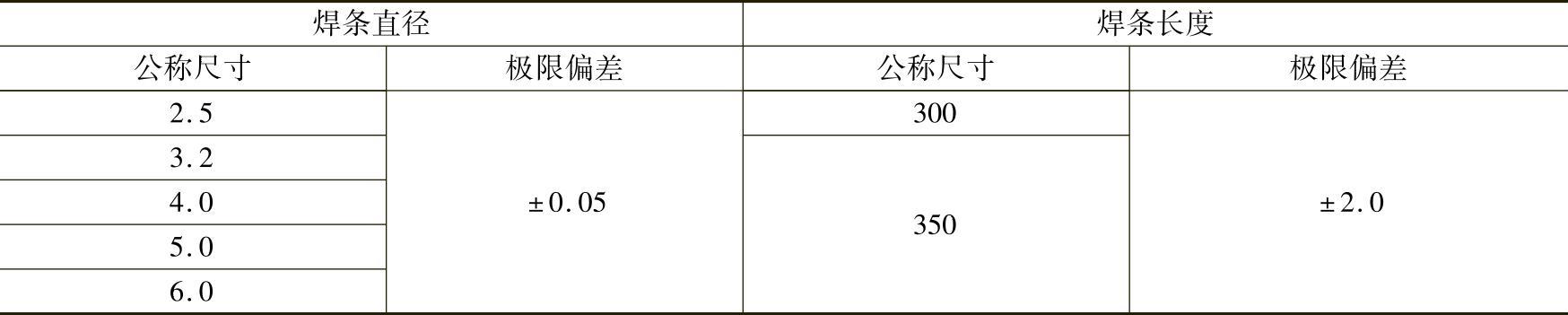
表11-10 焊条夹持端长度 (单位:mm)

2)焊条偏心度应符合如下规定:
①直径为2.5mm的焊条,偏心度应不大于7%。
②直径为3.2mm和4.0mm的焊条,其偏心度应不大于5%。
③直径为5.0mm和6.0mm的焊条,其偏心度应不大于4%。
偏心度的计算方法如下(图11-2):

式中 T1——焊条断面药皮层最大厚度加焊芯直径;
T2——同一断面药皮层最小厚度加焊芯直径。
(3)化学成分(https://www.xing528.com)
熔敷金属的化学成分(质量分数)应符合表11-8的规定。
(4)力学性能
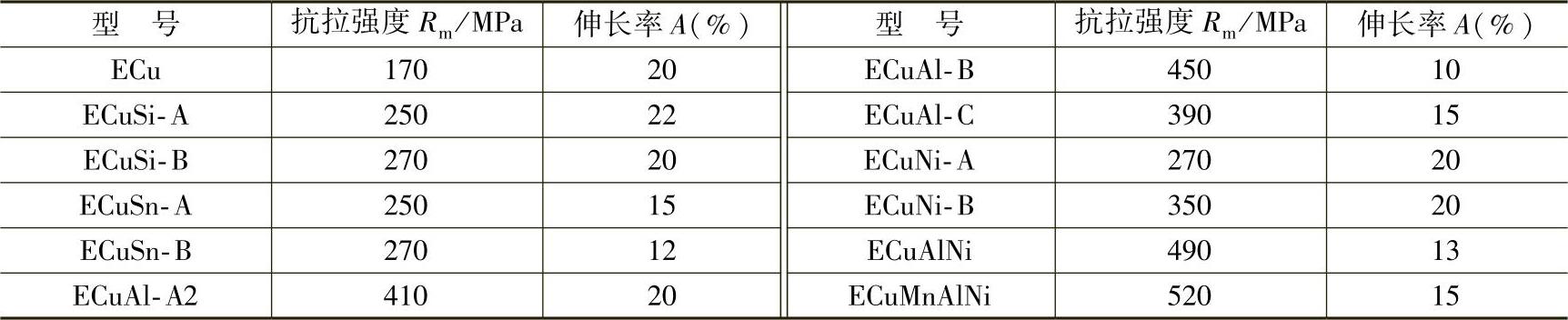
1)熔敷金属的抗拉强度Rm和伸长率A应符合表11-11的规定。
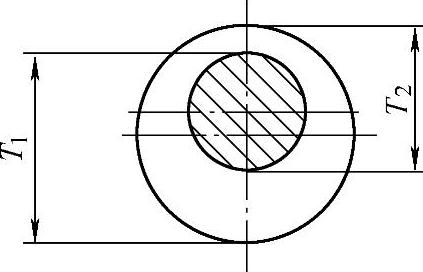
图11-2 偏心度计算方法
表11-11 熔敷金属的力学性能
2)弯曲性能
弯曲后的试样外表面在任何方向上不应出现大于3mm的裂纹等缺陷,出现在试样边角上的裂纹不必考虑。
3.铜及铜合金焊条的简要说明
1)ECu类(铜焊条)。ECu焊条通常用脱氧铜焊芯(基本上为纯铜加少量脱氧剂)制成,可用于脱氧铜、无氧铜及韧性(电解)铜的焊接,该焊条用于这些材料的修补和堆焊以及碳钢和铸铁上堆焊。用脱氧铜可得到机械和冶金上无缺陷焊缝。无氧铜中氢的反应和韧性铜中氧化铜的偏析可能损害焊缝的可靠性。然而在要求不高时,如果采取保护措施使稀释影响最小,则ECu焊条也可用于铜包覆容器的包覆金属的修复,预热温度需要达到540℃。
2)ECuSi(硅青铜)。ECuSi焊条大约含质量分数为5%的硅及少量的锰和锡,主要用于焊接铜-硅合金,偶尔用于铜、异种金属和某些铁基金属的焊接。硅青铜焊接金属很少用作堆焊承载面,但常用于经受腐蚀的区域堆焊。
3)ECuSn类(锡青铜)。ECuSn焊条用于连接类似成分的锡青铜,也用于连接黄铜,在某些场合下,用于黄铜与铸铁和碳钢的焊接。ECuSn焊接金属具有低的流动性,对厚大工件需要至少205℃的预热和道间温度,无需焊后热处理,但对要求具有最大延展性,尤其焊缝金属需要冷加工时,需要作焊后热处理。
①ECuSn-A焊条主要用于连接类似成分的板材。如果焊缝金属对于特定的应用具有满意的导电性和耐蚀性,也可用于焊接铜。
②ECuSn-B焊条具有较高的锡含量,因而其焊缝金属比ECuSn-A的焊缝金属具有更高的硬度、拉伸强度和屈服强度。
4)ECuNi类(铜-镍)。ECuNi类焊条用于锻造的或铸造的70/30、80/20、90/10铜镍合金的焊接,也用于焊接铜-镍包覆钢的包覆侧。通常不需预热。
5)ECuAl类(铝青铜)。
①铜-铝焊条仅用在平焊位置,对于对接位置,推荐采用单面90°V形坡口,而较大板厚的则推荐采用修正的U形坡口或双V形坡口,预热和道间温度按下述要求:
a.对铁基材料:95~150℃。
b.对青铜:150~210℃。
c.对黄铜:260~315℃。
②ECuAl-A2焊条用在连接类似成分的铝青铜、高强度铜-锌合金、硅青铜、锰青铜、某些镍基合金、多数黑色金属与合金及异种金属的连接。焊接金属也适合作耐磨和耐腐蚀表面的堆焊。
③ECuAl-B焊条的焊接金属比ECuAl-A的焊接金属具有更高的拉伸强度、屈服强度和硬度,而相应延展性较低。
ECuAl-B焊条用于修补铝青铜和其他铜合金铸件。ECuAl-B焊接金属也用于高强度耐磨和耐腐蚀承受面的堆焊。
④ECuAlNi焊条用于铸造和锻造的镍-铝青铜材料的连接或修补。这些焊接金属也可用于在盐和微酸水中需高耐腐蚀、浸蚀或气蚀的应用中。
⑤ECuMnAlNi焊条用于铸造或锻造的锰-镍铝青铜材料的连接或修补。这些焊接金属具有优良的耐腐蚀、浸蚀和气蚀性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。