



1)焊工基本知识考试满分为100分,不低于70分为合格。
焊工焊接操作技能考试通过检验试件进行评定。各考试项目的试件按本节规定的检验项目进行检验,各项检验均合格时,该考试项目为合格。
由两名(或以上)焊工进行的组合考试,如某项不合格,在能够确认该项施焊焊工时,则该焊工考试不合格,如不能确认该项施焊焊工的,则参与该组合考试的焊工均不合格;其他组合考试,有任一项目不合格,则组合考试项目不合格。
2)试件的检验项目、检查数量和试件数量见表12-13,每个试件须先进行外观检查,合格后再进行其他项目试验。
表12-13 试件检验项目、检查数量和试样数量
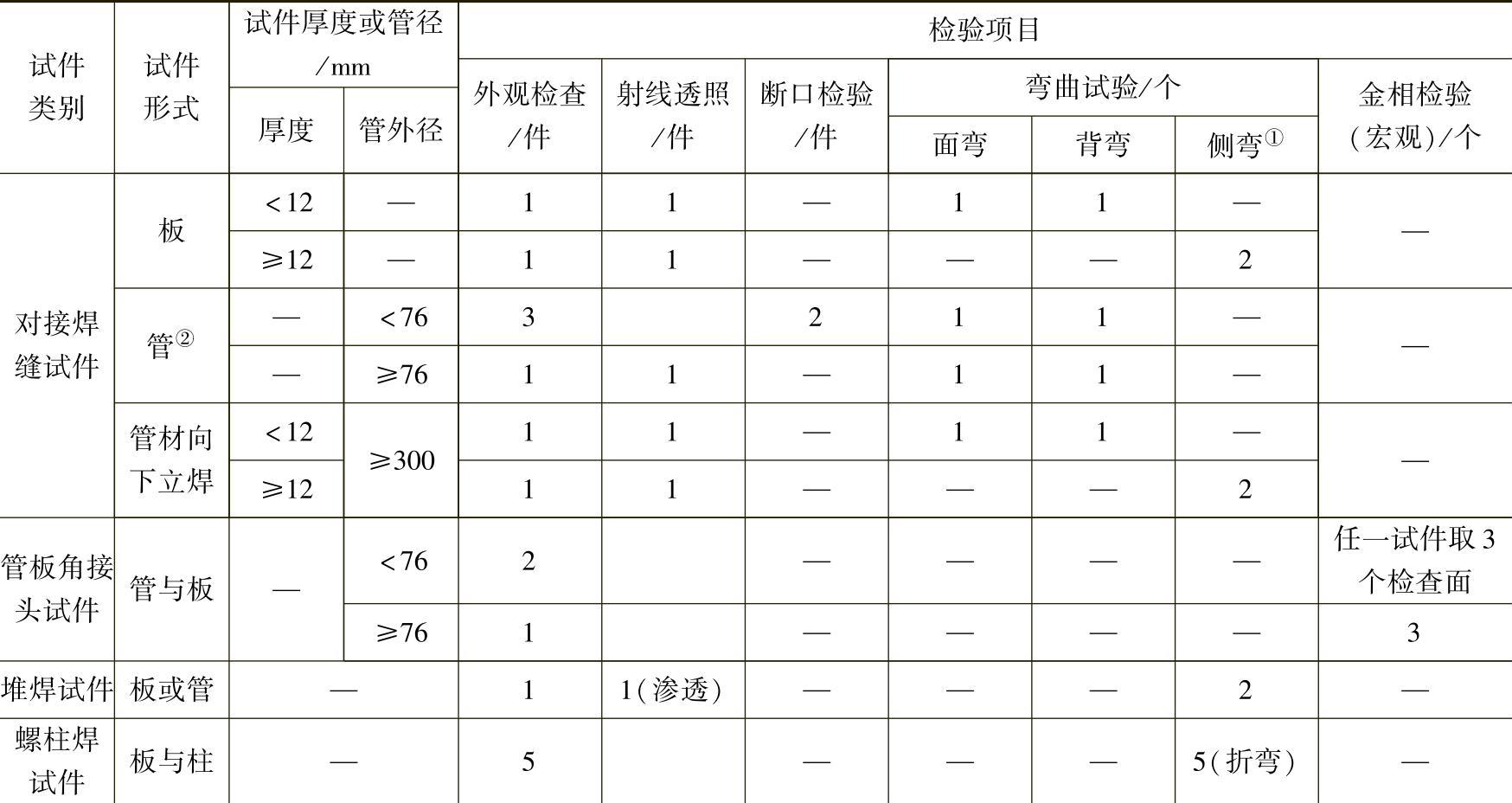
①当试件厚度≥10mm时,可以用两个侧弯试样代替面弯与背弯试样。
②管子摩擦焊按对接焊缝试件对待。
3)试件的外观检查采用目视或5倍放大镜进行。手工焊的板材试件两端20mm内缺陷不计,焊缝的余高和宽度可用焊缝检验尺测量最大值和最小值,但不取平均值,单面焊的背面焊缝宽度可不测定。
4)试件的焊缝外观检查应符合下列要求:
①焊缝表面应是焊后原始状态,焊缝表面没有加工修磨或返修焊。
②焊缝外形尺寸应符合表12-14和下列规定:
表12-14 试件焊缝外形尺寸
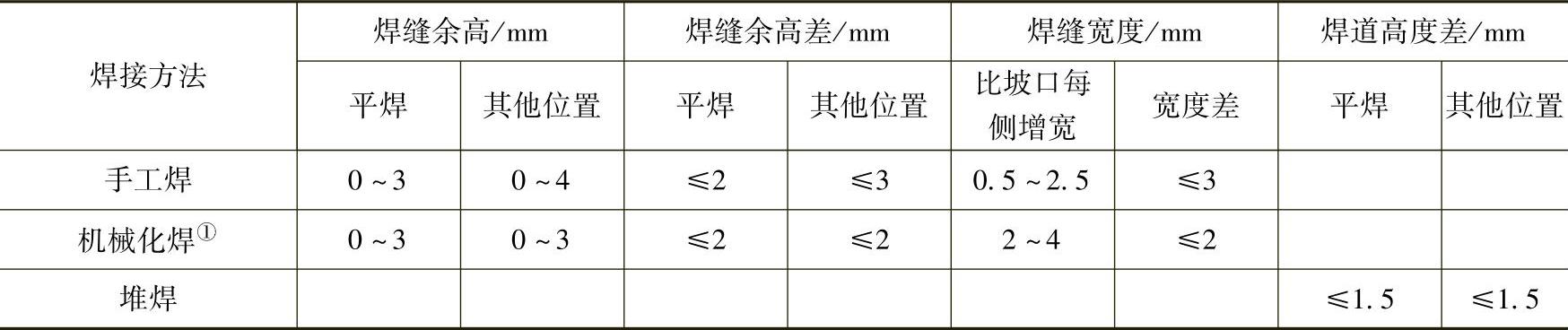
①除电渣焊、摩擦焊、螺柱焊外、厚度大于或等于20mm的埋弧焊试件,余高可为0~4mm。
a.焊缝边缘直线度f:手工焊f≤2mm;机械化焊f≤3mm。
b.管板角接头试件的角焊缝中,焊缝的凹度或凸度应不大于1.5mm。
管侧焊角为T+(0~3)mm。
c.不带衬垫的板材试件、不带衬垫的管板角接头试件和外径不小于76mm的管材试件背面焊缝的余高应不大于3mm。
d.外径小于76mm的管材对接焊缝试件进行通球检查,管外径大于或等于32mm时,通球直径为管内径的85%;管外径小于32mm时,通球直径为管内径的75%。
③各种焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透;机械化焊的焊缝表面不得有咬边和凹坑。
堆焊两相邻焊道之间的凹下量不得大于1.5mm,焊道间搭接接头的平面度在试件范围内不得超过1.5mm。
手工焊焊缝表面的咬边和背面凹坑不得超过表12-15的规定。
表12-15 试件焊缝表面缺陷规定

④板材试件焊后变形角度θ≤3°,试件的错边量不得大于10%T,且≤2mm,如图12-8所示。
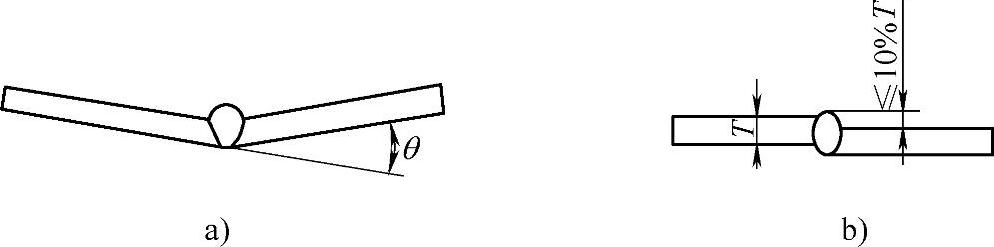
图12-8 板材试件的变形角度和错边量
a)试件的变形角度 b)试件的错边量
属于一个考试项目的所有试件外观检查的结果均符合上述各项要求时,该项试件的外观检查为合格,否则为不合格。
5)试件的射线透照应按JB/T 4730.2—2005《承压设备无损检测 第2部分:射线检测》标准进行检测,射线检测质量不应低于AB级,焊缝缺陷等级不低于Ⅱ级为合格。
堆焊试件表面应按JB/T 4730.5—2005《承压设备无损检测 第5部分:渗透检测》标准,采用渗透方法进行检测,缺陷评定结果应不低于Ⅱ级为合格。
6)管材对接焊缝试件的断口检验,采用冷加工方法在其焊缝中心加工一条沟槽,沟槽断面的形状和尺寸如图12-9所示。然后将试件压断或折断,检查断口缺陷。
7)试件的断口检验应符合下列要求:
①断面上没有裂纹和未熔合。
②背面凹坑深度不大于25%T,且不大于1mm。
③单个气孔沿径向长度不大于30%T,且不大于1.5mm,沿轴向或周向长度不大于2mm。
④单个夹渣沿径向长度不大于25%T,沿轴向或周向长度不大于30%T。(https://www.xing528.com)
⑤在任何10mm焊缝长度内,气孔和夹渣不得多于3个。
⑥沿圆周方向10T范围内,气孔和夹渣的累积长度不大于T。

图12-9 断口检验试样沟槽断面的形状和尺寸
⑦沿壁厚方向同一直线上各种缺陷总长度不大于30%T,且不大于1.5mm。
8)弯曲试验按本规则要求和GB/T 232《金属材料 弯曲试验方法》的规定进行。
①板材试件应按图12-10所示的位置截取弯曲试样;管材试样(包括堆焊试件)应按图12-11所示的位置截取弯曲试样。
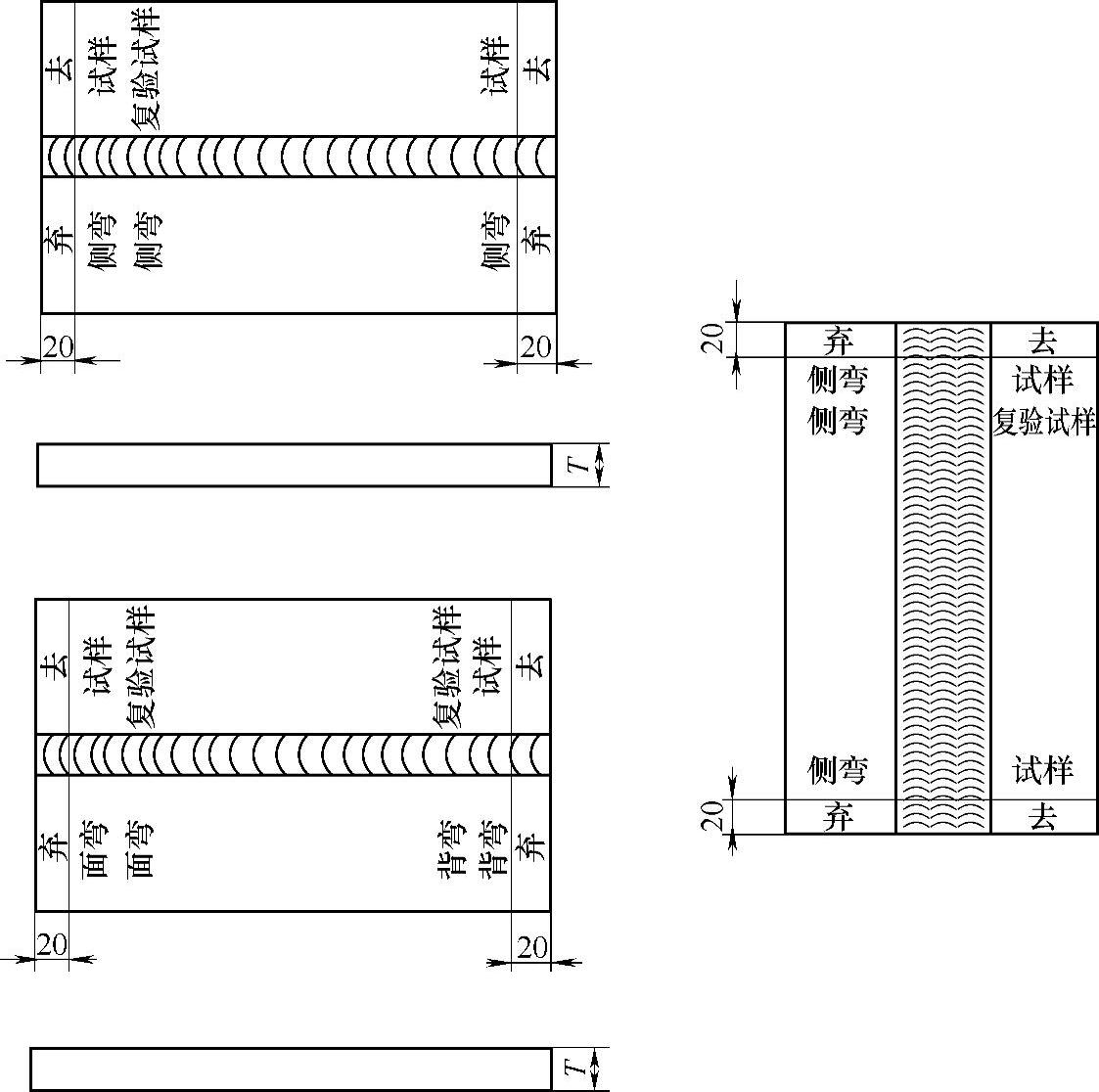
图12-10 板材试件弯曲试样的截取位置
②对接焊缝试件弯曲试样的形式和尺寸如图12-12所示;堆焊侧弯试样尺寸参照图12-12c,试样宽度至少应包括堆焊层全部、熔合线和基层热影响区。
③试样上的余高及焊缝背面的多余部分应用机械方法去除。面弯和背弯试样的拉伸面应平齐,且保留焊缝两侧中至少一侧的母材原始表面。
④对接焊缝试件的试样弯曲到表12-16规定的角度后,其拉伸面不得有任一单条长度大于3mm的裂纹或缺陷,试样的棱角开裂不计,但确因焊接缺陷引起试样棱角开裂的长度应进行评定;堆焊试件弯曲试样拉伸面的堆焊层不得有任一单条长度大于1.5mm的裂纹或缺陷,在熔合线上不得有任一单条长度大于3mm的裂纹或缺陷。
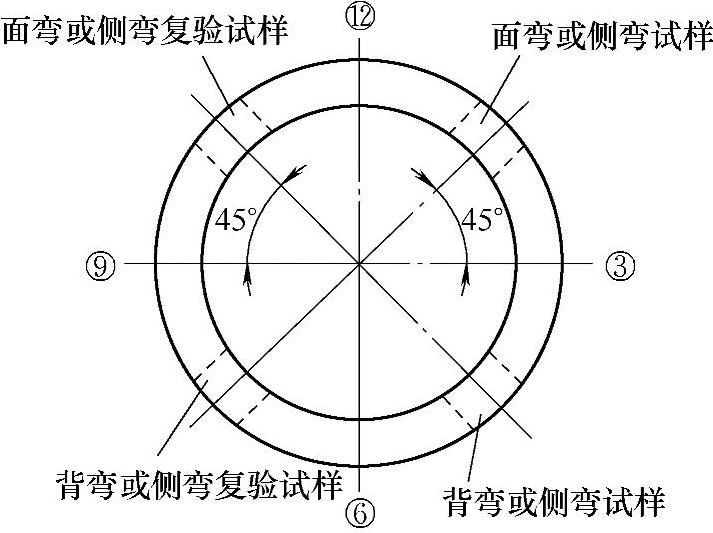
图12-11 管材试件弯曲试样的截取位置
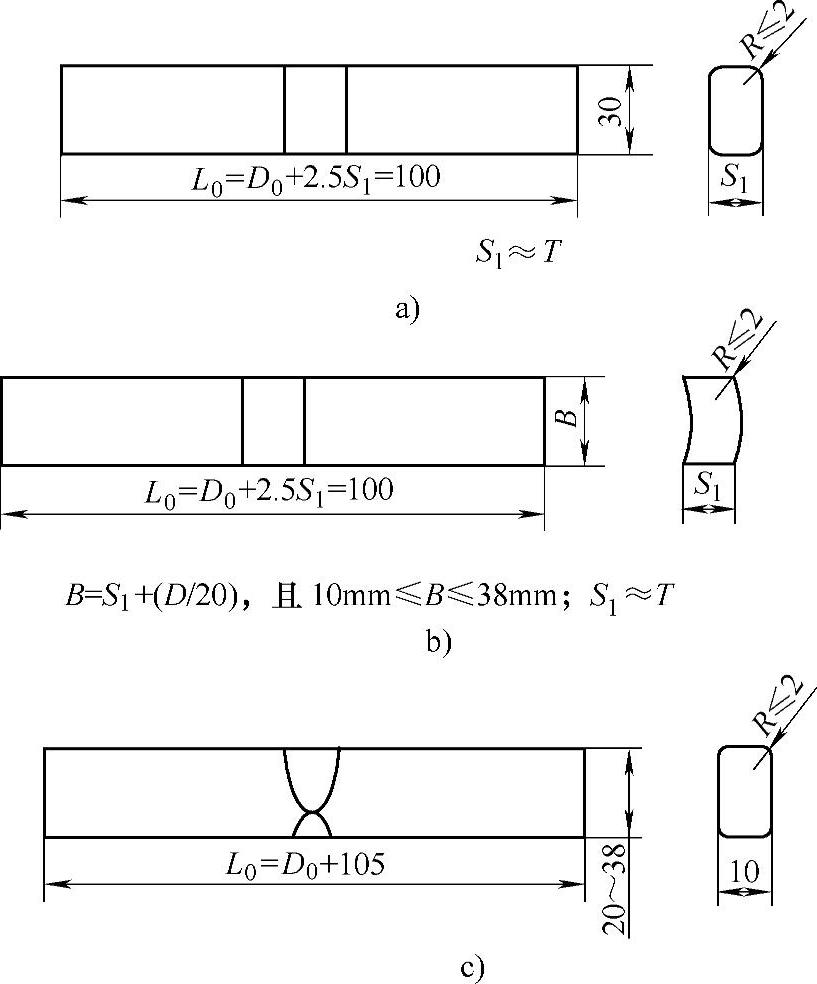
图12-12 焊接接头弯曲试样的形式和尺寸
a)板材试件的弯曲和背弯试样 b)管材试件的面弯和背弯试样 c)侧弯试样
D0—弯轴直径 D—管子外径T —试件厚度S1—试样厚度 B—试样宽度 L0—试样长度
表12-16 弯曲试验规定

注:摩擦焊、堆焊时,D0=4S1,支座间距离为6.2S1,弯曲角度180°。
试件的两个弯曲试样试验结果均合格时弯曲试验为合格。两个试样均不合格时,不允许复验,弯曲试样为不合格;若其中一个试样不合格,允许从原试样上另取一个试样进行复验,复验合格,弯曲试验为合格。
9)管板角接头试件应按图12-13规定的位置截取金相试样,采用目视或5倍放大镜进行宏观检验。每个试样检查面经宏观检验应符合下列要求:
①没有裂纹和未熔合。
②焊缝根部应焊透。
③气孔或夹渣的最大尺寸不得超过1.5mm;当气孔或夹渣大于0.5mm,不大于1.5mm时,其数量不得多于1个;当只有小于或等于0.5mm的气孔或夹渣时,其数量不得多于3个。
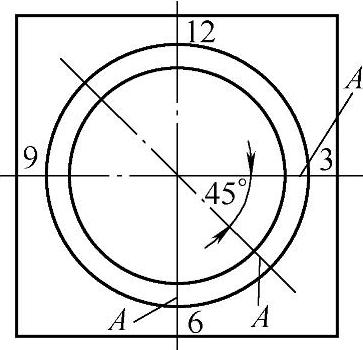
图12-13 管板角接头试件金相试样的截取位置
A—为金相试样检验面
10)对每个螺柱焊试件采用下列任何一种方法进行试验时,每个螺柱的焊缝和热影响区在锤击或弯曲试验后,没有开裂为合格。
①锤击螺柱上端部,使1/4螺柱长度贴在试件板上。
②如图12-14所示,用套管使螺柱弯曲不小于150°,然后恢复原位。套管间隙e见表12-17。
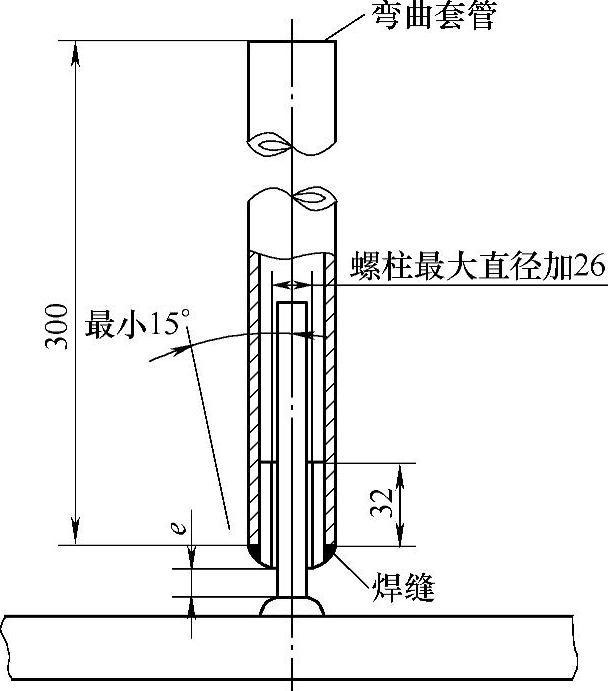
图12-14 螺柱焊弯曲试验方法简图
表12-17 套管间隙e

11)焊工焊接操作技能考试不合格者,允许在3个月内补考一次。每个补考项目的试件数量按表12-7的规定;试件检验项目、检查数量和试样数量按表12-13的规定。其中弯曲试验,无论一个或两个试样不合格,均不允许复验,本次考试为不合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。