



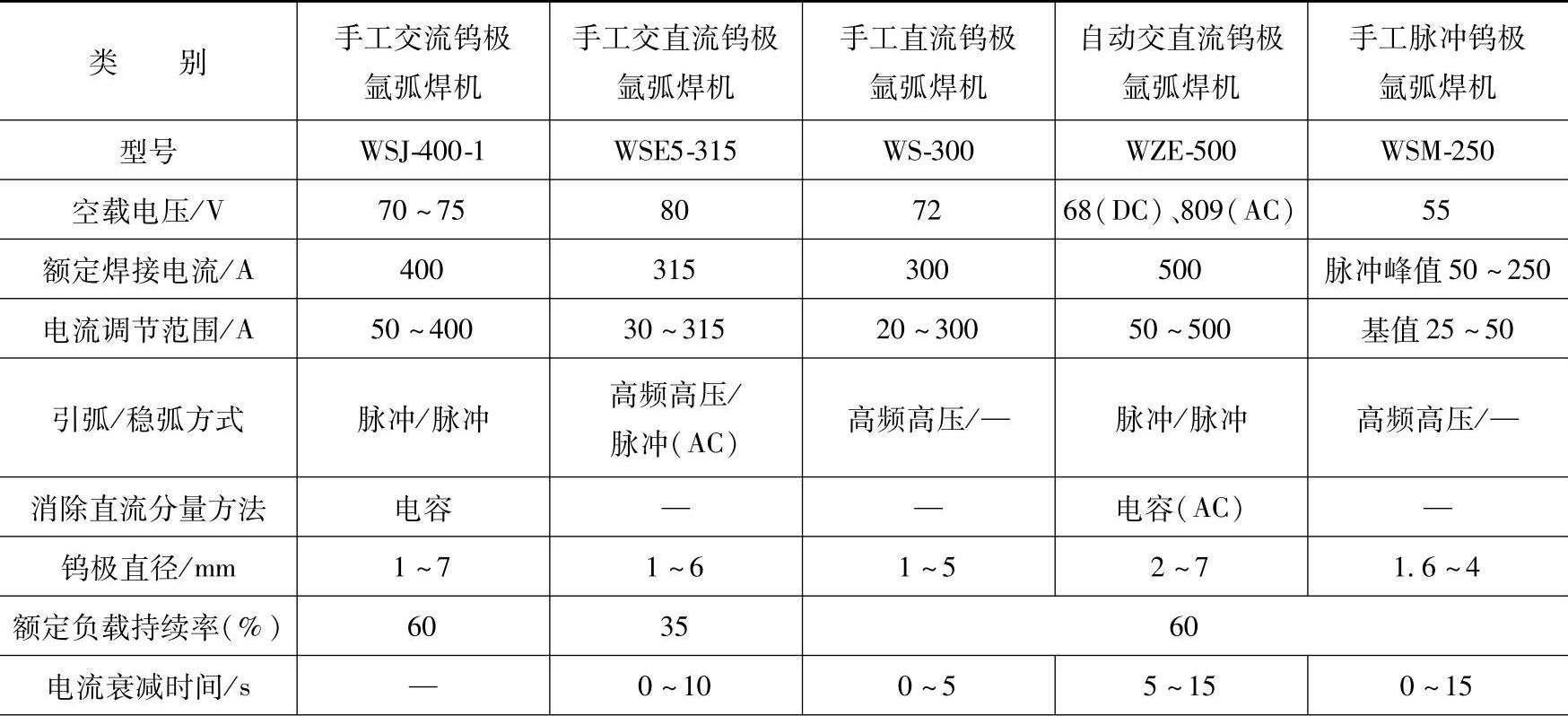
(见表8-10)
表8-10 常用钨极氩弧焊机技术数据
(续)
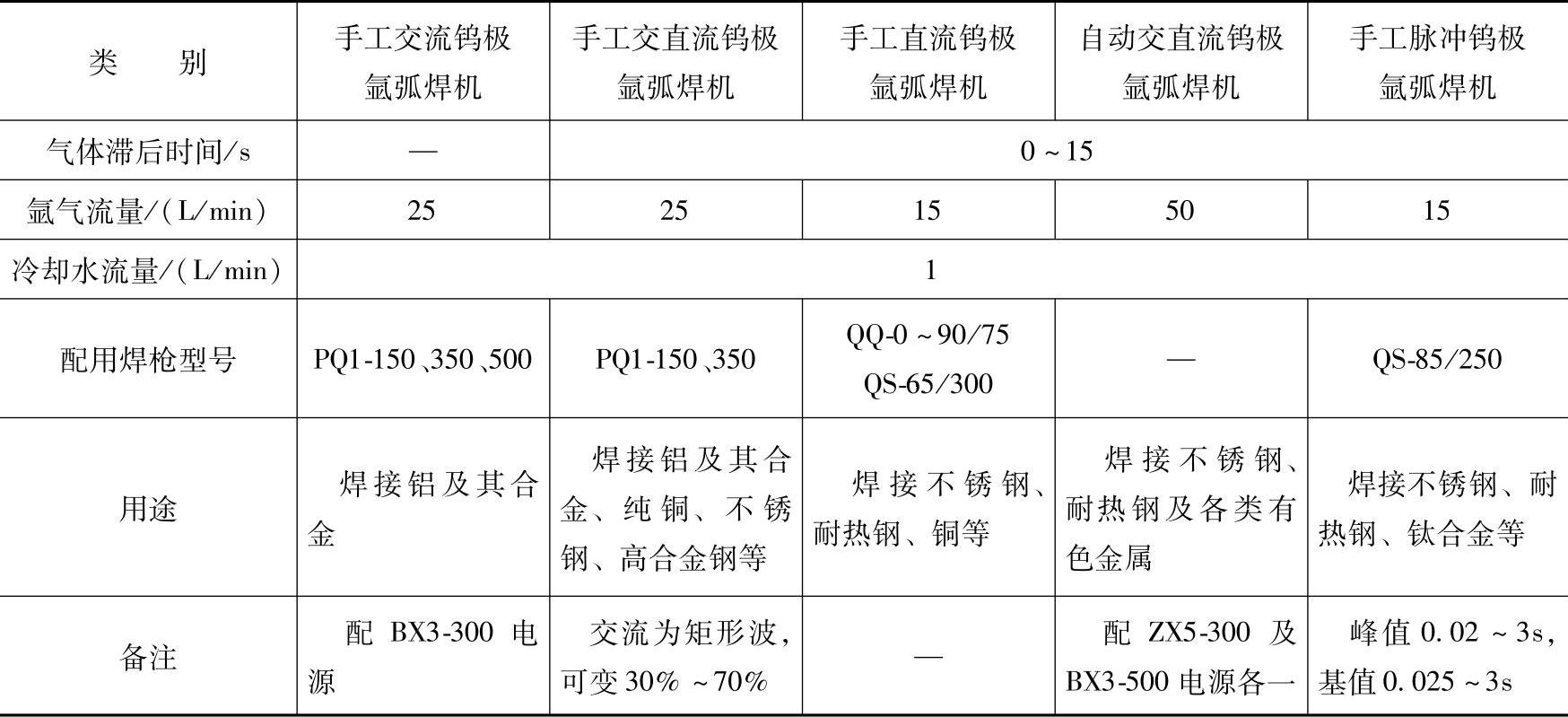
注:1.供电电网均为单相380V。
2.自动交直流钨极氩弧焊机WzE-500的焊接速度为8~130CM/MIn,送丝速度为33~1700CM/MIn。
钨极氩弧焊按施焊方式,有手工焊、半自动焊和自动焊。半自动焊是填充焊丝的送进由机械完成,而焊接操作由人工进行。自动焊是指焊接操作按程序自动完成,包括提前送气、自动引弧、工件和焊枪的自动运行及停止,有些自动焊还包括焊缝跟踪、焊丝摆动、弧长自动调节等功能。
无论是直流还是交流钨极氩弧焊,都要求焊接电源具有陡降的或垂直下降的外特性。焊接电源和焊枪、工件、气路及水路的连接如图8-8所示。(https://www.xing528.com)
1)直流电源:焊条电弧焊用的直流弧焊发电机和磁放大器式弧焊整流器,都可以用作直流手工钨极氩弧焊的电源。晶闸管整流弧焊电源和晶体管弧焊电源可以给出恒流外特性,能自动补偿电网电压波动,有较宽的电流调节范围。晶闸管整流弧焊电源通过串联电抗器来改善焊接电流的脉动率,可调制脉冲电流,但频率较低、失真度较大。晶闸管弧焊电源的动态响应速度高、电流脉动率小、调制的脉冲电流频率较高。
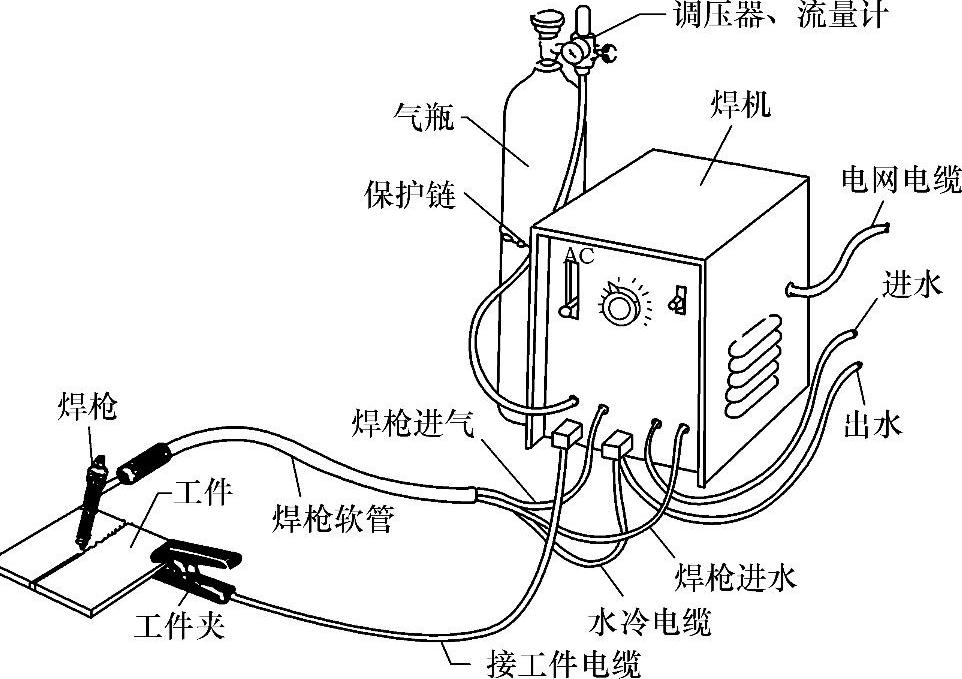
图8-8 钨极氩弧焊机的连线
直流电源适合于焊接除铝、镁及其合金以外的各种金属材料,一般采用正极性。但对于薄壁的铝或镁合金构件,也可以采用直流反极性施焊。
2)交流电源:普通焊条电弧焊电源经过安装引弧、稳弧装置和消除直流分量后,就可以作交流钨极氩弧焊电源。
引弧装置包括高频振荡器和高压脉冲发生器。高频振荡器用作引弧装置时,可在引弧完成以后自动切断,也可以一直在焊接回路中稳定电弧。为了减小高频电对操作者的有害影响,通常高频振荡器只作引弧,电弧引燃后自动切断。
高压脉冲发生器具有引弧的作用,当交流弧焊变压器的电压升到负的最大值时,高压脉冲发生器产生高达800V左右的电压,叠加在电源上,使钨电极与焊件之间的间隙被击穿而引燃电弧。在电弧燃烧期间,当焊接电流由正半周向负半周转换时,高压脉冲发生器同步产生一高电压,使电弧在转向时立即引燃,起稳弧作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。