



型砂经过紧实后,才具有一定的强度,这不仅是为了使型砂具有一定的形状,更重要的是使砂型经受住在翻转和搬运过程中的振动而不塌落,在浇注过程中抵抗金属液的冲刷而不损坏,在液态金属压力作用下型壁保持原状而不移动。因而型砂的紧实是非常重要的,目前型砂的紧实方法有:压实、震实、震压、微震压实、抛砂紧实和高压射压紧实等。
1.震击式紧实方式
利用压缩空气从进气孔进入气缸使工作台和砂箱举升一定高度(约20~80mm),当气缸体底部到达出气孔时,气体突然排出使工作台下落与机座产生震击,使型砂受到冲击力而紧实,如图1-8所示。震击频率为150~200次/min,一般需十几次到几十次的震击,才可达到所需要的紧实度,并且由于下层型砂受到的作用力较大,紧实度较高,上层较低。因此,一般必须对上层型砂进行补充紧实。
2.压实式紧实方式
用压板或压头从型砂的上面施加压力,将型砂紧实成型,如图1-9所示。压实式砂型上部紧实度较大,下部较小,模样顶部紧实度大,砂箱四周小。为了避免上述不足,可采用成型压头(即高低不平的压头)。
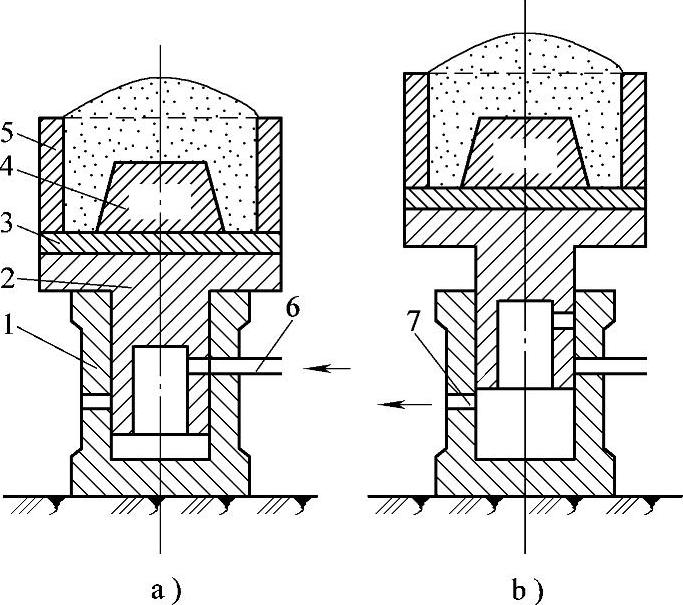
图1-8 震击造型紧实示意图
a)震击前开始进气 b)震击工作台开始下降
1—气缸 2—工作台 3—模板 4—模样 5—砂箱 6—进气孔 7—排气孔
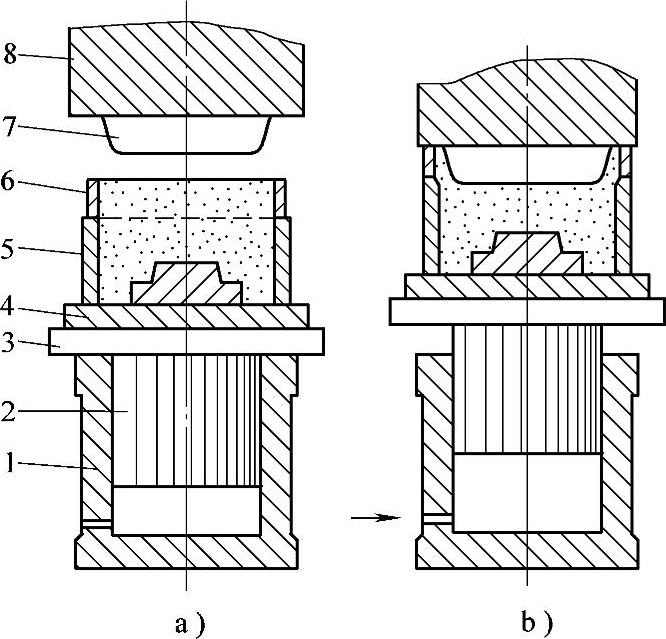
图1-9 压实式造型紧实示意图
a)填砂 b)压实
1—压实气缸 2—压实活塞 3—工作台 4—模板 5—砂箱 6—填砂框 7—压头 8—转臂
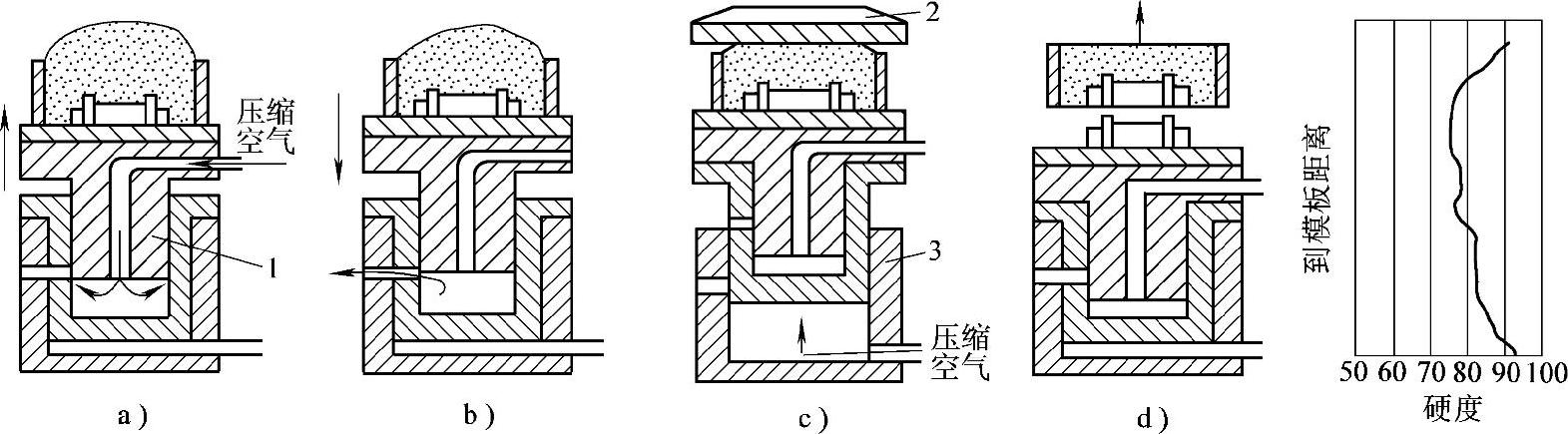
3.震压式紧实方式
对型砂先进行震击,然后再加以压实,如图1-10所示。显然这种紧实方式,在一定程度上克服了单一震击和单一压实的不足,使砂型上下紧实度分布较均匀。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-10 震压式造型示意图
a)震动(上升) b)震动(下落) c)压实 d)起模
1—震动活塞 2—压板 3—压实活塞
4.微震压实式紧实方式
利用高频率、低振幅震击砂型,同时辅加压实(压震式),也可先微震后再辅加以压实(预震式)。通常微震频率为500~1000次/min,振幅为5~30mm。微震能降低砂流的摩擦阻力,提高了型砂的流动性,从而使整个砂型尤其是模样周围处紧实度更加均匀。
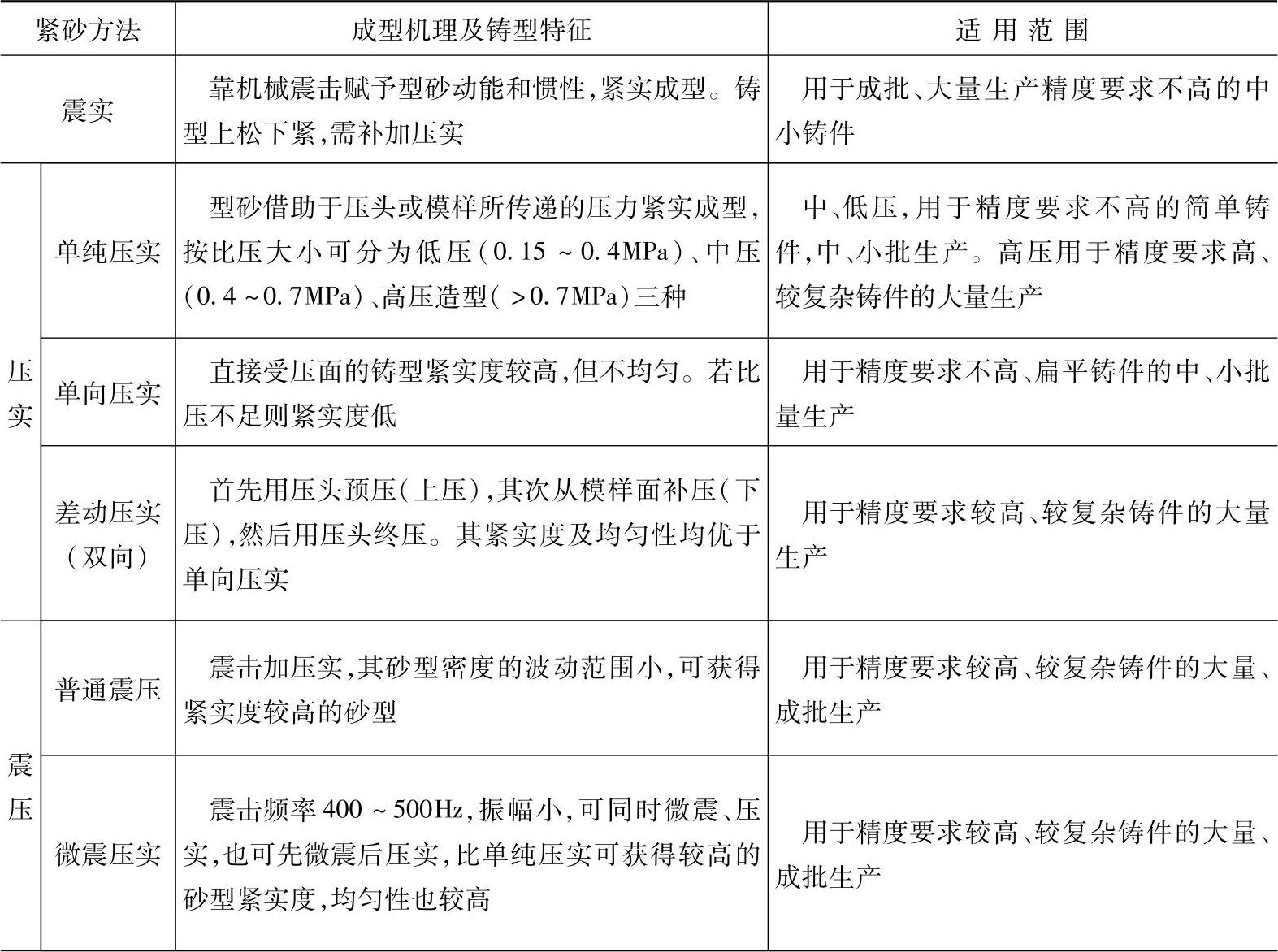
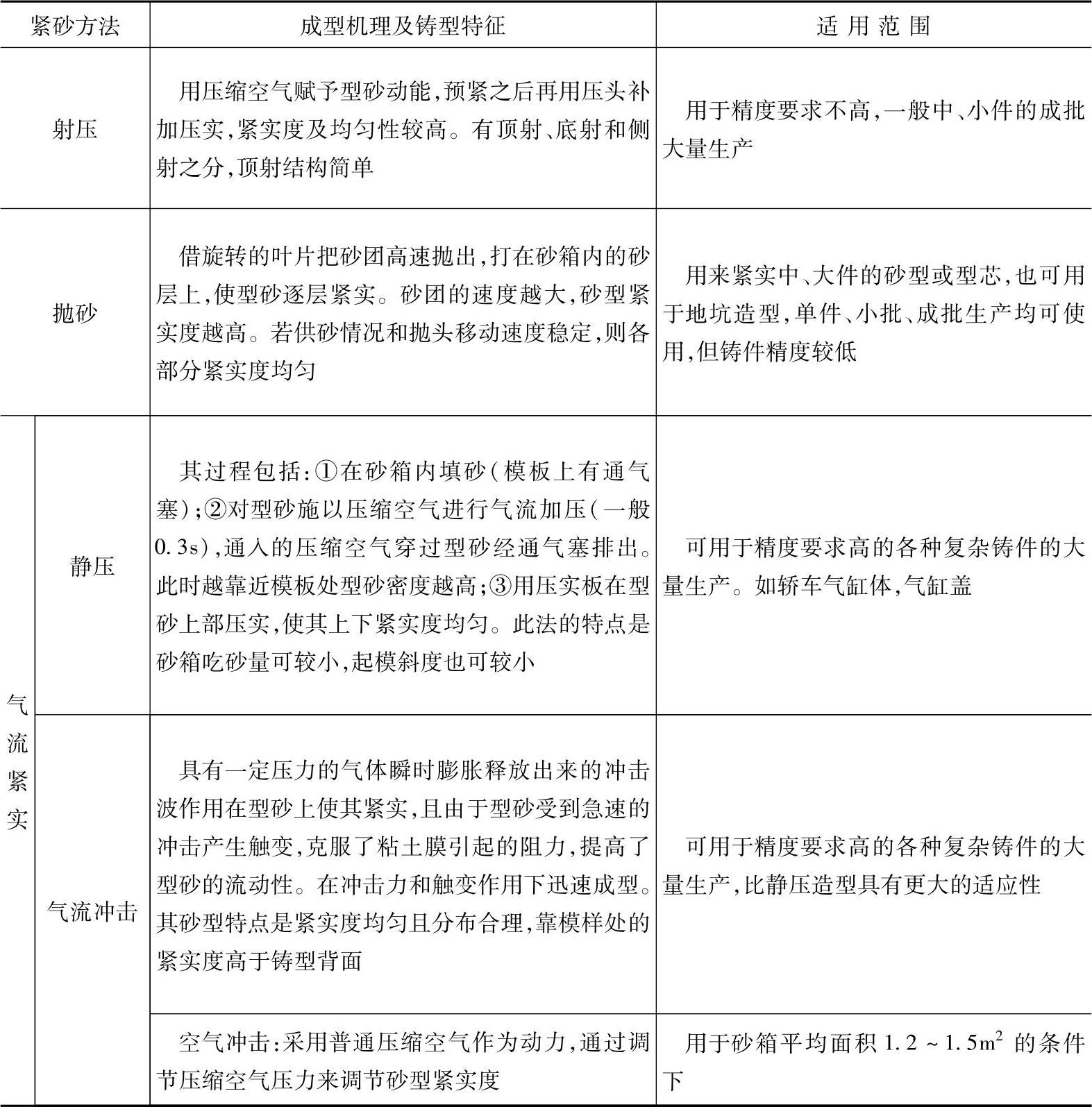
按紧砂方法粘土湿型砂机器造型的分类见表1-3。
表1-3 粘土湿型砂机器造型分类
(续)
5.气动微震压实造型生产线简介
该线上采用一对微震压实造型机分别造上下砂型(图1-11)。下箱造型机造好下砂型后由造型机推杆推出,进入翻箱落箱机11,翻转180°,并落到连续式铸型输送机19上,下芯后到达合型机13,与从上箱造型机14来的上砂型实现合型。浇注后的铸型经过冷却到达落砂段时,被推型缸2推入捅箱机3,捅下的铸件及砂块由推杆8推入滚筒式落砂机4,落砂后由鳞板输送机6运走。空砂箱则进入分箱机7,分箱后下箱由下层辊道直接送到下箱造型机10,而上箱则沿上层弧形辊道下滑,经换向机15送往上箱造型机14供造型用。这条线所用砂箱尺寸为850×550×180/180,产品是中小铸铁件,生产率为100型/h。
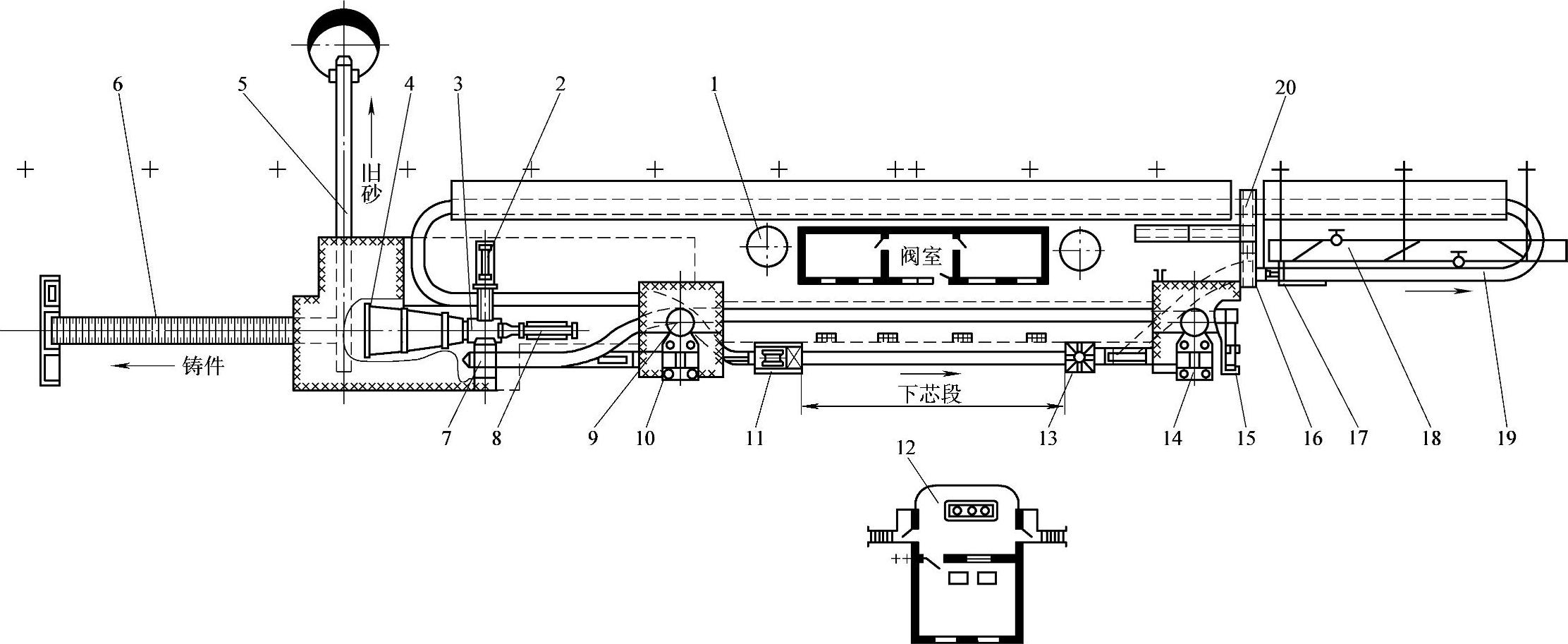
图1-11 串通式气动微震压实造型线
1—储气罐 2—推型缸 3—捅箱机 4—滚筒式落砂机 5—带式输送机 6—鳞板输送机 7—分箱机 8—推杆 9—圆盘给料器 10—下箱造型机 11—翻箱落箱机 12—控制室 13—合型机 14—上箱造型机 15—换向机 16—加压铁机 17—同步浇注车 18—浇注台 19—铸型输送机 20—卸压铁机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。