



机器造型一般均配备机械化的起模机构,其起模方式可分为顶箱式和翻箱式两种。
顶箱式起模过程是模板自砂型下方脱离砂型,如图1-12所示。砂型造好后,造型机模板下的四根顶杆上升,顶住砂箱四角继续同步上升,使砂型与模板分离、起模,这称为顶箱起模。
翻箱式起模一般是模板自砂型上方脱离。目前有翻台式和转台式两种。这两种方式实质是一样的,均需将模板和砂箱翻转180°后再起模。翻台式起模如图1-13所示。起模过程是先将砂箱和模板一起夹紧,然后工作台绕支轴翻转180°,这时接箱台上升托住砂型,再打开夹紧装置,接箱台和砂型一起缓缓下降,完成起模。显然这种起模方式,结构较复杂,但起模工艺性较好,特别对大中型铸件或有大凸块的下砂型起模非常方便。
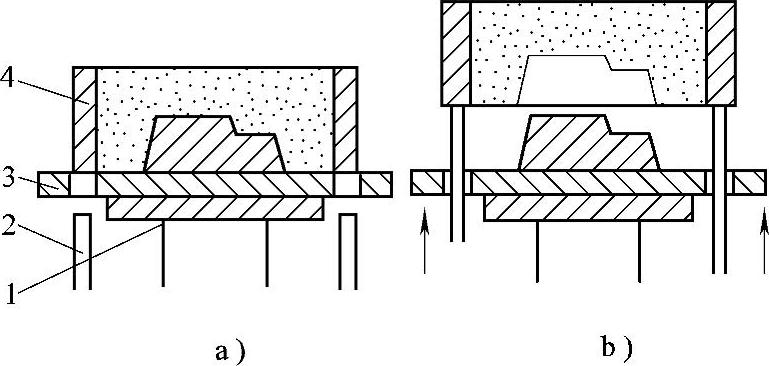
图1-12 顶箱式起模示意图
1—托板 2—顶杆 3—模板 4—砂箱
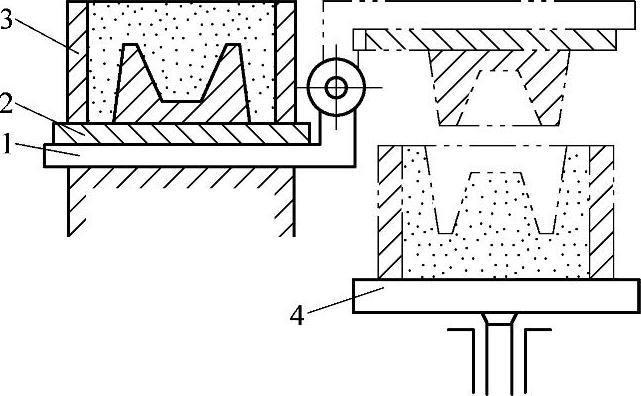
图1-13 翻台式起模示意图
1—工作台 2—模板 3—砂箱 4—接箱台
水平分型双面模板的脱箱造型,常将两种起模方式结合应用,在同一工位上完成上下型的起模过程,如图1-14所示。造型完毕之后,工作台下降,上型被上型托架托住,工作台继续下降,完成上型起模;工作台再继续下降,模板被下型托架托住,工作台继续下降,完成下型起模。
模板也称型板,是机器造型中使用的主要工艺装备,其基本由以下几部分组成:(https://www.xing528.com)
1)模底板,它是模板的主体,用于安装模样、浇冒口模样等,造型后形成铸型的分型面。
2)模样,安放在模底板上。形成铸件的外轮廓型腔。
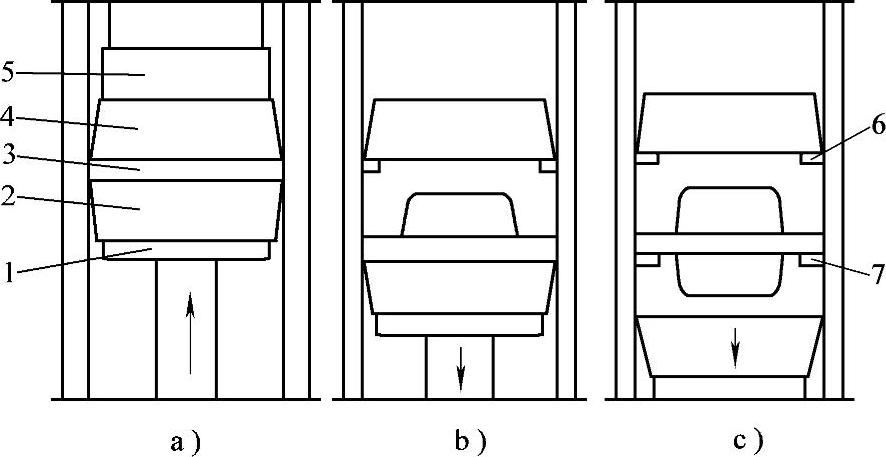
图1-14 双面模板脱箱造型的起模方式示意图
a)造型完毕 b)上型起模 c)下型起模
1—工作台 2—下型 3—模板 4—上型 5—压头 6—上型托架 7—下型托架
3)浇冒口模样,安放在模底板上,形成浇冒口型腔。
4)模板与砂箱定位机构,它一般也是装在模底板上,造型时用于模板和砂箱的定位,以保证上下型的精度。
5)其他机构,如模板的搬运手把、连接造型机用的凹槽等。
采用模板造型减化了工序,提高了生产率,保证了铸件的尺寸精度和表面质量。因而,它在成批大量生产中被广泛使用,即使小批生产的手工造型中,为了提高铸件质量也可应用模板造型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。