



气体正压造型,这里指的是用气体(流)压力,以正压直接紧实型砂的方法。
1.气体静压造型
气体静压造型简称静压造型,又称吹气压实造型。其工作原理与工艺过程如图1-36所示。
首先将砂箱置于装有透气塞的模板上,在砂箱中填充配好的型砂。然后将通气盖装在砂箱上,通入压缩空气(压力为0.6MPa),使其在0.3s的短时间内透过型砂,经模板上的透气塞排出,这时型砂被压向模板,型砂越靠近模板,紧实度越大。最后用机械压实板在型砂上进一步压实,使砂型上下紧实度更加均匀。
这种造型方法利用气体静压力,故称气体静压造型。实质上,上层每个砂粒对下层型砂都相当于一个微型(触头)压头,对下层型砂加压。
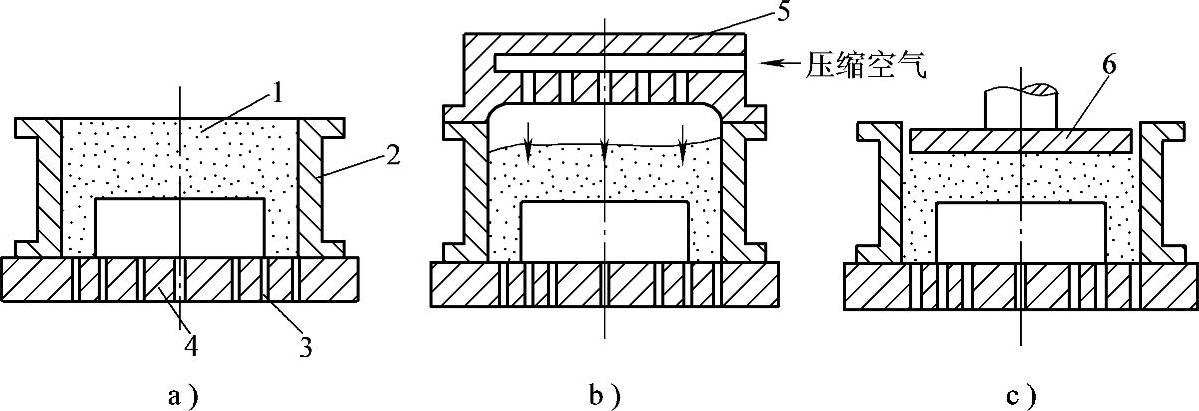
图1-36 静压造型工艺过程示意图
a)填砂 b)用压缩空气压缩 c)机械压实
1—型砂 2—砂箱 3—透气塞 4—模板 5—通气盖 6—压实板
2.气流冲击造型
气流冲击(air impact)造型是将储存在储气罐中的0.4~0.8MPa的压缩空气,瞬时排出,以均匀的气流冲击型砂面,使型砂紧实的造型方法。
气流冲击造型的紧实原理如图1-37所示。铸型的紧实机构采用脉冲发生器(或叫冲击头),结构似储气罐(图1-37a),内有一小室3,室内压缩空气压力通常为0.4~0.6MPa,称为过剩压力。小室外部压缩空气压力通常比室内的空气压力低0.1MPa,称为储气罐压力。铸型紧实后,脉冲发生器内的残余空气压力,称为均衡压力。
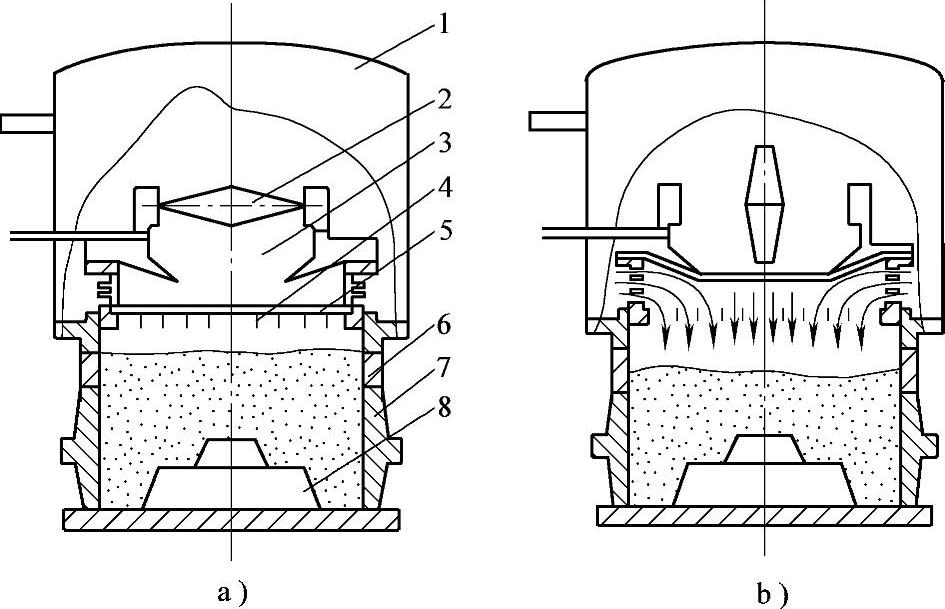
图1-37 气流冲击造型原理(https://www.xing528.com)
1—储气罐 2—单向快开阀 3—小室 4—分流器 5—隔膜阀 6—辅助框 7—砂箱 8—模样
当砂箱7和辅助框6充满型砂,移到冲击头下边并被压紧后,打开单向快开阀2时,室内压缩空气的过剩压力骤然下降,强制打开隔膜阀5,使压缩空气迅速加速而产生气流冲击,继而由于空气急剧膨胀而形成压力波,其速度可达800m/s;压力波在若干毫秒内穿透整个砂型,使型砂紧实。压力波紧实型砂能力的大小是用压力梯度衡量的。压力梯度(dp/dτ)即是作用在型砂上的压力与产生此压力所需时间的比值。调节脉冲发生器的过剩压力值,即可改变压力梯度的大小。为了得到较高的铸型紧实力,压力梯度必须大于10MPa/s。
气流冲击造型较之静压造型有更强的紧实力,一次紧实,无需补压,即可得到充分而均匀的砂型紧实度。砂型上口平面的硬度可达到70~80,型腔面可达95,中间部分硬度也比较高。
3.燃气爆炸造型
燃气爆炸造型又称燃气冲击(gasimpact)造型。它也是一种气流冲击造型。这种方法是在造型机上方设一储气罐,内充可燃气体(天然气、甲烷、丙烷之类)和空气的混合物,通过点燃,使燃烧爆炸产生的压力冲击型砂而紧实。它的原理及工作程序如图1-38所示有六个步骤。
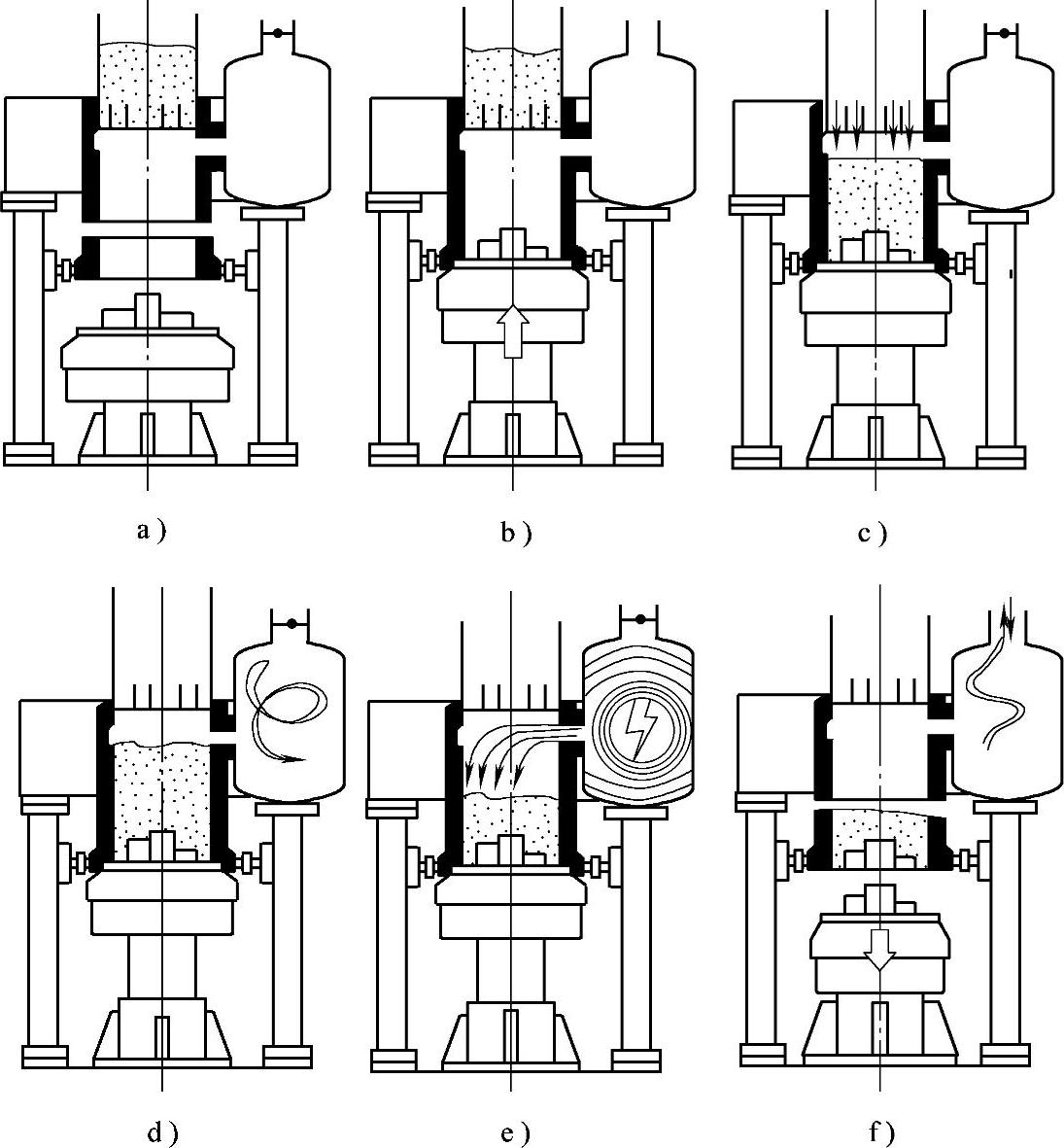
图1-38 燃气爆炸(冲击)造型原理及工作程序
a)循环开始 b)砂箱随模板车上升 c)填砂 d)关闭加砂百叶窗,天然气进入 e)天然气爆炸冲击型砂 f)模板车下降,废气排除,循环结束
工作开始,模板车向上面的空砂箱和燃烧室移动,通过定量器和百叶窗向砂箱加砂;在百叶窗关闭之后,将煤气(天然气)以事先规定的量送入燃烧室并点燃;在极短的时间内所形成的压力大约为0.45MPa,此工作压力使型砂向模板方向作动力运动,从而获得紧实;然后模板车下降,进行起模,同时抽走废气,废气不会排放到工作场地;在模板车上紧实后的砂型从紧实工位驶出的同时,另一空砂箱随模板车驶入,新的工作周期重新开始。
燃气爆炸造型亦用压力梯度(dp/dτ)来评定砂型紧实度的高低。通过改变这一参数可以满足铸造工艺的不同要求。压力梯度越大,砂型紧实度越高。
燃气爆炸冲击造型,无需补压或预震,造型操作简单;铸型紧实度分布合理,透气性好。这种方法自1978年问世以来,已获得很大发展。
此方法的优点:①可获得均匀的砂型紧实度,砂型硬度高,起模斜度小,铸件精度高,表面粗糙度值低;②造型机结构简单,噪声小,对基础要求不高;③砂型充填性好,吃砂量小,模板利用率高,可节约型砂及混砂能耗,与射压造型比较,可节省压缩空气;④紧实时,型砂没有或很少有横向和斜向运动,故模样磨损小;⑤既可利用高压造型的型砂,也可利用普通机器造型的型砂;⑥生产率高,改善劳动条件。
缺点是:仍有一定的噪声;砂箱或芯盒必须有足够的强度和刚度,箱背表层砂型不整齐且紧实度较低,需刮去5~10mm(有补压操作的除外)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。