



【摘要】:成批大量生产中,常用定位销定位。座销定位,用在下砂箱较高的场合,合型时先把座销插在下箱的销套内,然后将上箱按座销的位置进行合型,最后从上箱中拔出座销。图3-2座销和插销定位a)座销b)插销1—上砂箱2—定位销3—销套4—定位箱耳5—附加箱耳6—下砂箱
1.砂箱定位的重要性
砂箱的定位是指上下砂箱合型时,如何保证对位正确。如果对位不正确,将发生错型、偏芯等铸造缺陷。因此要保证上下砂箱的合型正确。
2.砂箱定位的简单方法
在单件小批生产中,铸铁砂箱若没有定位装置,可用打泥号的方法,即造好上下型后,先不要开箱,在砂箱对角附近的砂堆上,用水笔打上水,和成泥状,然后把砂箱对角处的上下砂箱沿分箱面上下刷上水,再用刮刀将泥砂抹在上下砂箱上,并抹平,再在分箱面上拉开小口,然后用刮刀在泥砂上,划出两或三道垂直线后即可开箱,合型时上下砂箱按垂直线定位合上。这种方法费事费神,而且精度差,因此只适用于单件小批生产中的手工造型。
当用木质脱箱造型时,木质箱上常用销榫定位,这种方法精度也较差。造型前应检查销榫的配合情况是否良好,这种方法也只适用于单件小批生产中的手工造型。
成批大量生产中,常用定位销定位。定位销的种类也很多,常用的方法有座销和插销,如图3-2所示。座销定位,用在下砂箱较高的场合,合型时先把座销插在下箱的销套内,然后将上箱按座销的位置进行合型,最后从上箱中拔出座销。插销定位,首先把插销插入上箱的销孔中,然后将上箱连同插销一起抬起,插销插入下箱的销孔内进行合型。(https://www.xing528.com)
在机器造型流水生产线中,常将定位销固定在上箱上,在合型工位,合型机把上箱定位销插入下箱的销孔内合型。这样保证在砂型运送过程中不会错开和移位。
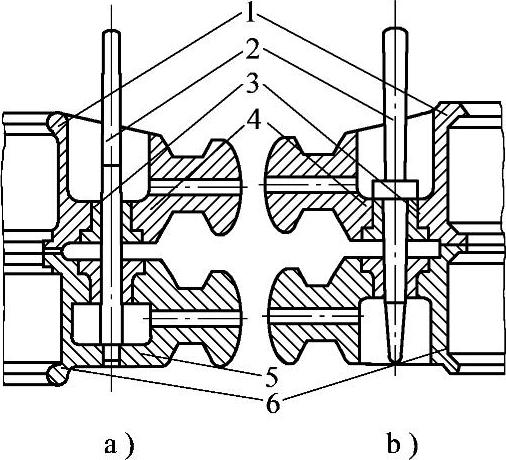
图3-2 座销和插销定位
a)座销 b)插销
1—上砂箱 2—定位销 3—销套 4—定位箱耳 5—附加箱耳 6—下砂箱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。