



落砂分人工就地落砂和机械化集中落砂两种方法。
1)人工就地落砂。在非机械化的铸造车间,一般是在浇注场地落砂,人工用大锤及钢钎击打砂箱和捅落型砂,也可用风铲配合上述操作进行落砂。就地落砂粉尘多,温度高,劳动条件差,生产率低。
2)机械化集中落砂。在各种造型流水生产线上都配备有与生产线相适应的机械化落砂机。
1.机械振动落砂机
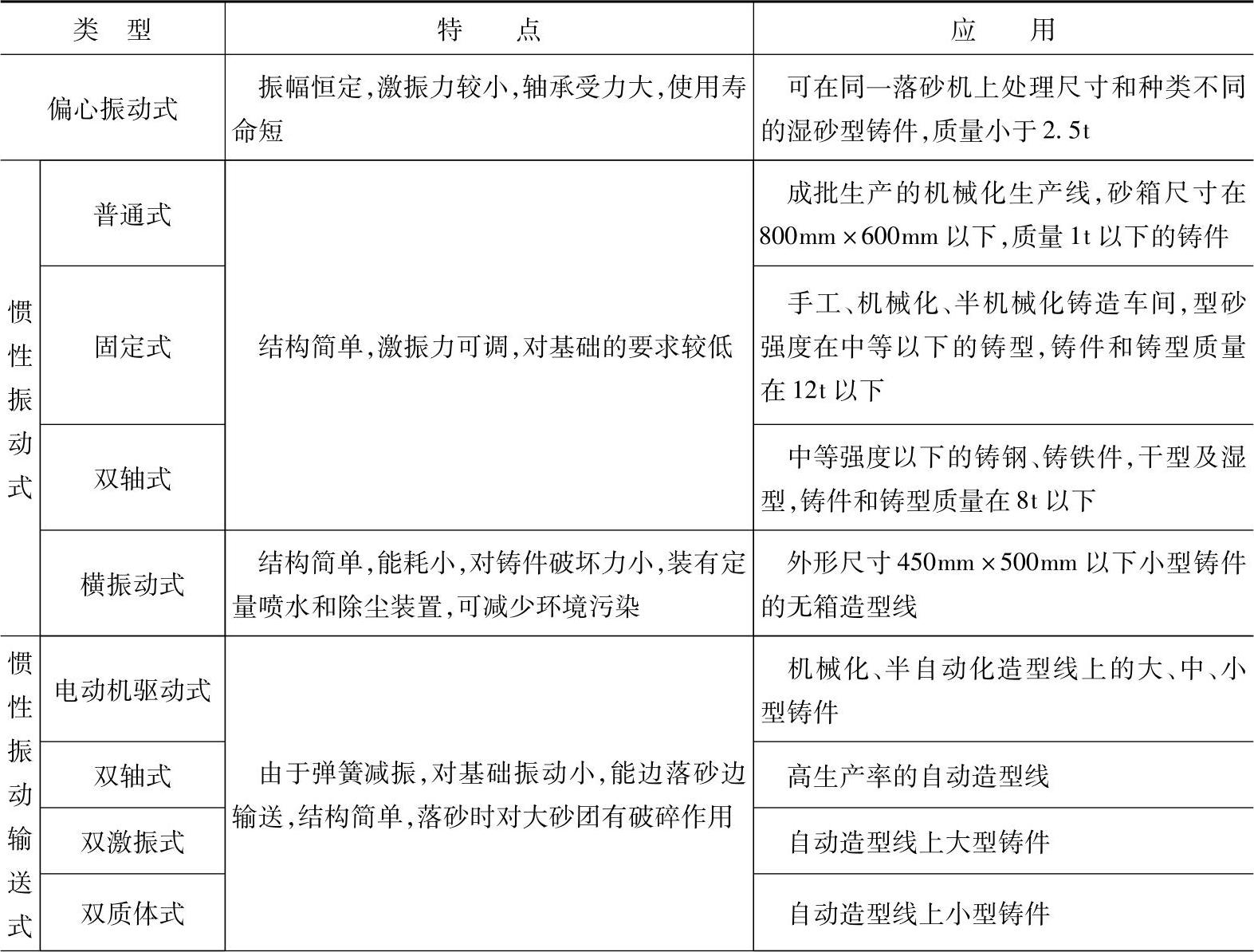
目前有气力振动、机械振动和电磁振动等几种落砂机。气力振动落砂机因动力消耗大,已经基本上被淘汰;电磁振动落砂机因结构简单、动力消耗少而被采用,但因频率高、振幅小,大功率落砂机的应用受到一定限制。常用的机械振动落砂机有偏心振动、惯性振动、惯性双轴振动式落砂机等。因驱动方式和激振器的结构形式不同,型号多种多样,广泛适用于小型或中大型铸件的落砂。对于重大型铸件的落砂,可以采用多台落砂机组合的方法进行落砂。
(1)偏心振动落砂机偏心振动落砂机的工作原理如图4-2所示,其特点是具有恒定的振幅(一般为1~3mm),即振幅不随载荷的变动而发生变化。这种落砂机适用于生产批量小,砂箱类别多的中小铸型。当铸型质量超过4t时,通常采用惯性振动落砂机。
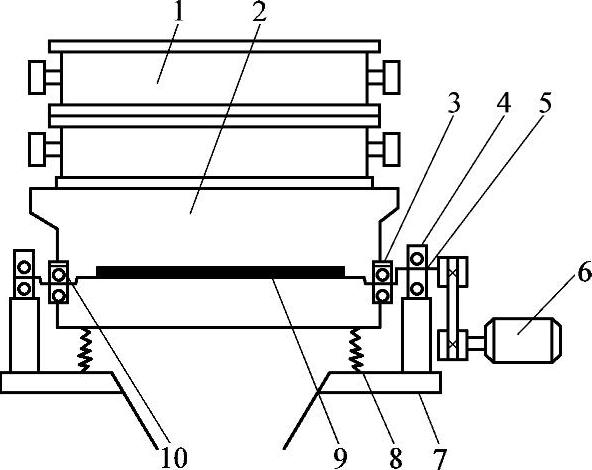
图4-2 偏心振动落砂机的工作原理
1—铸型 2—落砂框架 3—轴承 4—机座轴承 5—主轴 6—电动机 7—机座 8—弹簧 9—平衡重 10—偏心
(2)惯性振动落砂机 惯性振动落砂机应用广泛。落砂框架由弹簧支承,带有不平衡重块的主轴装在落砂框架上。当主轴转动时,不平衡重块产生的离心力造成落砂框架的振动。
1)单轴惯性振动落砂机。工作原理如图4-3所示,不仅在垂直于栅格平面的方向产生振动,而且在平行于栅格平面方向也有局部振动。栅格上各点的运动轨迹均为椭圆曲线,其参数与垂直于栅格方向弹性连接的刚度有关。缺点是振幅将随载荷的变动而发生变化。当载荷达到一定程度时,就不能发生撞击而无法落砂。另外,落砂机框架具有垂直、水平两个方向的振动,因而使用寿命较短。
2)双轴惯性振动落砂机。如图4-4所示,利用激振器的双偏重做相向旋转,对称布置,因而栅格只作上下振动。如果将激振器的中心线位置设计成与栅格平面不呈90°而是呈某一角度(如60°),那么激振力便可分解为垂直(于地面)分力和水平分力,这就是输送式落砂机的基本工作原理。

图4-3 单轴惯性振动落砂机工作原理图
1—弹簧 2—落砂框架 3—主轴 4—偏心块 5—铸型
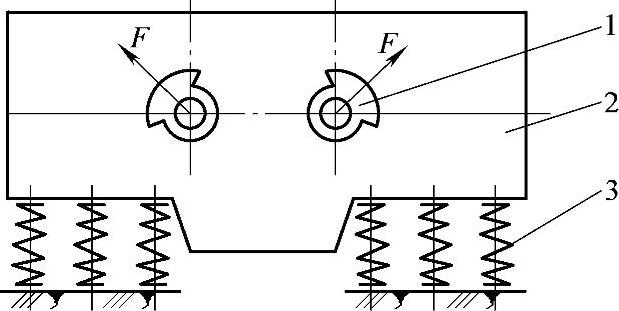
图4-4 双轴惯性振动落砂机工作原理图
1—偏重块 2—栅床 3—弹簧
双轴惯性振动落砂机根据两根偏重轴之间有无联系而区分为强迫联系结构(即两根轴之间采用齿轮传动使两轴同步而反向旋转)和无强迫联系结构(即两根轴分别由相应的电动机驱动,它们相互之间无机械联系,双轴的同步完全依靠动力学关系来实现)两类。
(3)振动电动机驱动的惯性振动落砂机这是20世纪80年代我国发展起来的一种新型结构的落砂机,应用广泛。该种落砂机由固定于落砂机栅床两侧的振动电动机带动栅床上下振动。它的优点是便于维修,使用寿命长,激振力可调,只在上下方向振动,在远共振区工作,噪声低。此落砂机振动传给基础的力小,基础设计简单。(https://www.xing528.com)
(4)振动电动机驱动的惯性振动输送落砂机目前应用广泛,由两台或四台振动电动机侧置、上置或下置在栅床上。由于惯性振动输送落砂机激振器的布置,激振力与栅床面成β角(称为激振角,β=60°~70°),带动铸件跳跃前进,铸件在前进过程中与栅床撞击而落砂。这种落砂机结构简单,维修方便,适合于各种铸件的落砂。最大缺点是噪声大,尤其在起动和停止时,更为严重。因此对此落砂机应有上下限位装置,以防在停止和起动时振幅过大。
2.连续式滚筒落砂机
为了消除落砂处的粉尘,降低其噪声,一些铸造厂采用连续式滚筒落砂机(图4-5),该机适用于粘土砂流水生产线使用。其工作原理是:脱去砂箱的铸型与铸件一同进入滚筒体内,随筒体旋转到一定高度时,靠自重落到筒体下方,在相互间的不断撞击和摩擦作用下,使型砂从铸件表面脱离,并顺着导向螺旋片方向前进,到达筒体栅格处,型砂在栅格处漏至滚筒夹层内,使型砂与铸件分离。在滚筒出口处,型砂落入旧砂回收带,进入旧砂回收系统;铸件通过其他方式(如鳞板输送机),送至铸件清整工序。
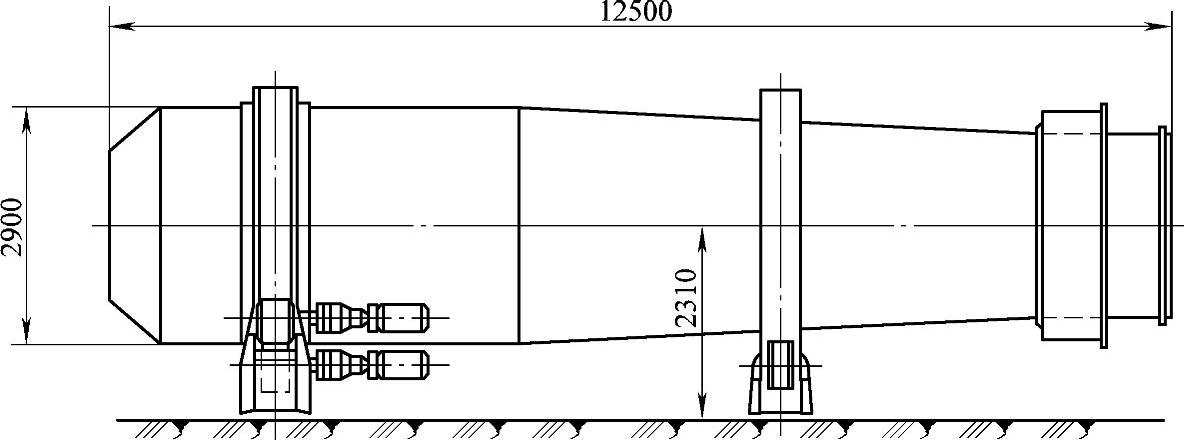
图4-5 连续式滚筒落砂机示意图
图4-6所示是用于砂型尺寸为600mm×480mm×395mm的垂直分型无箱射压造型生产线的旋转落砂滚筒布置图。其主要工艺参数为:①铸型进入滚筒的铁砂比为1∶5~1∶10;②铸件进入滚筒的最高温度为700℃,铸件在滚筒出口处的温度为<100℃;③型砂出口处温度为55~65℃,水分约为1.5%(最大为1.8%);④离滚筒1m处测得的噪声低于85dB。
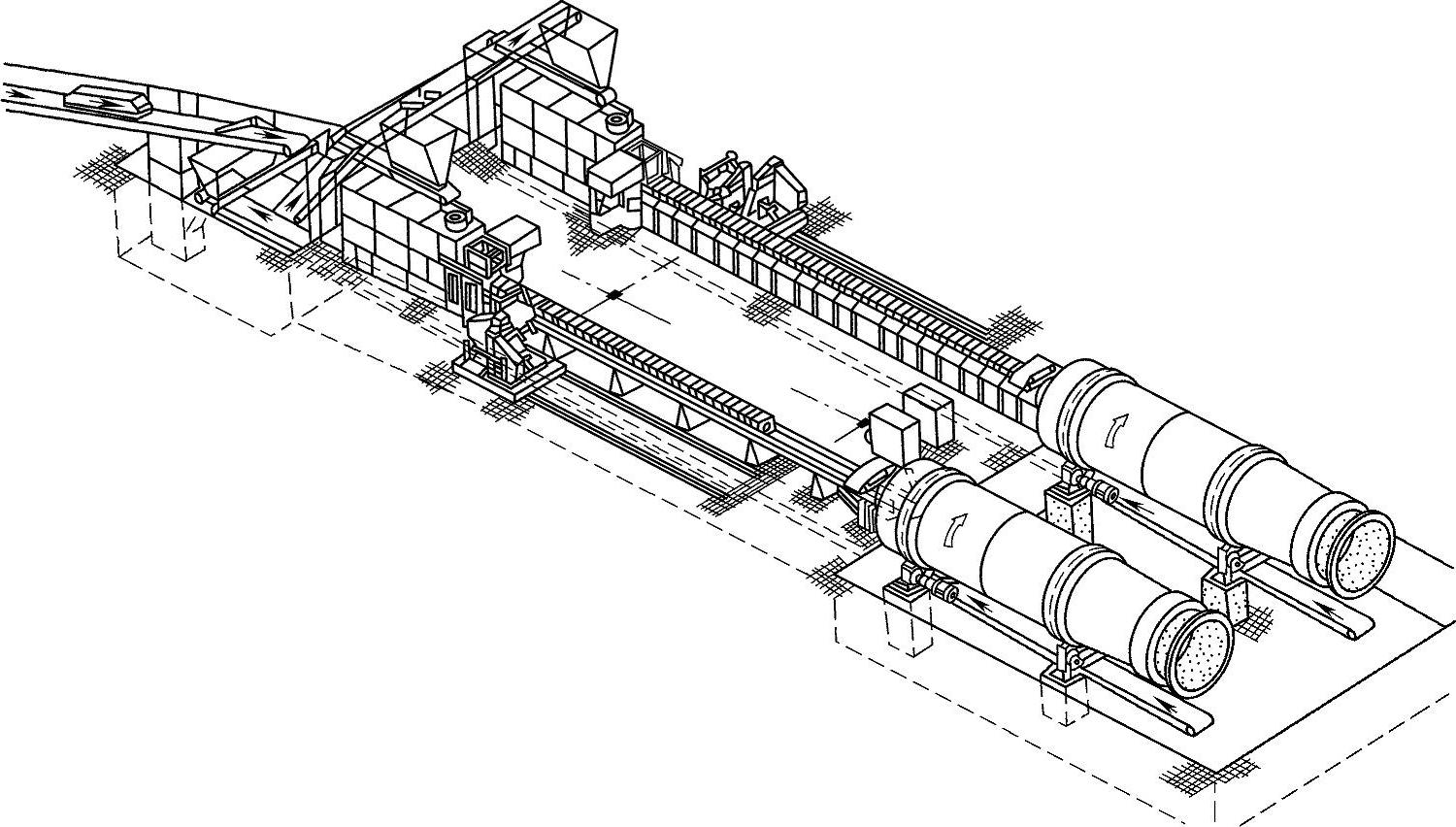
图4-6 垂直分型无箱射压造型生产线上的旋转落砂滚筒布置图
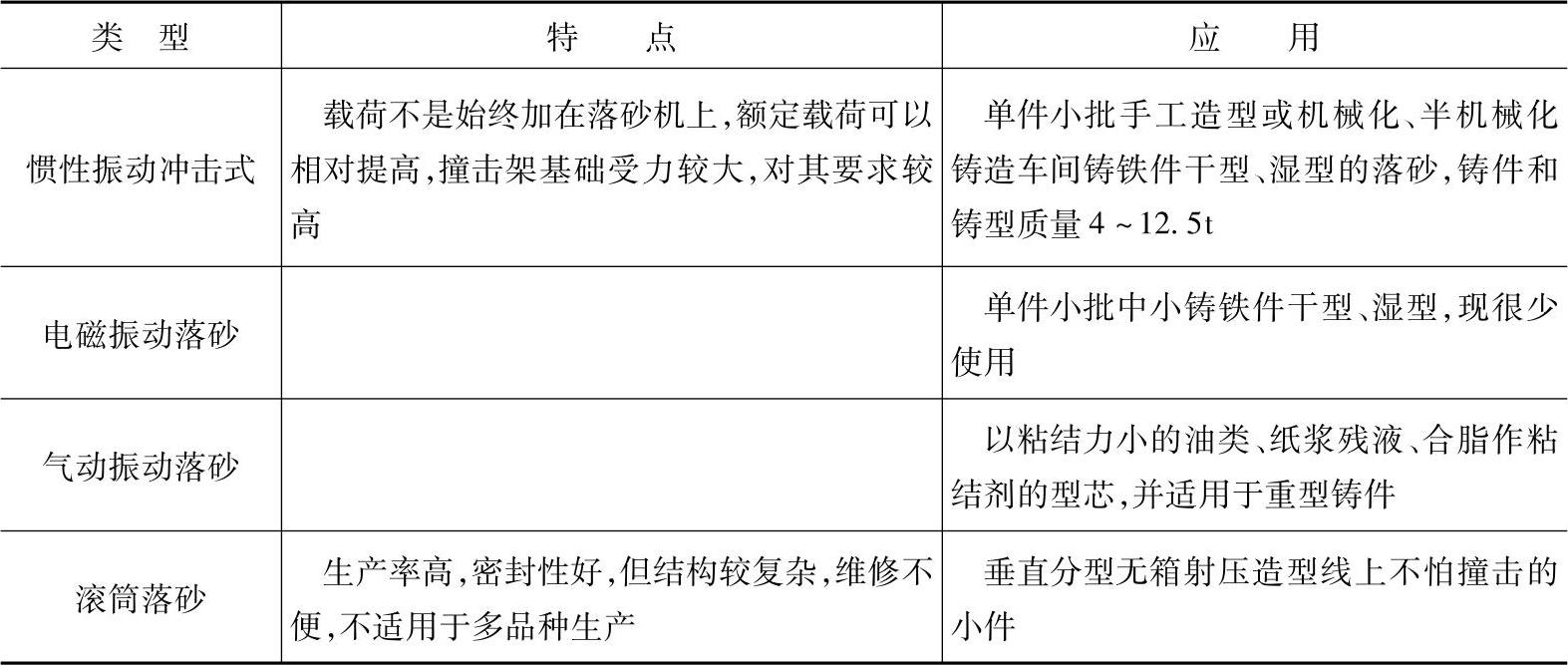
各种落砂机的类型及应用特点见表4-5。
表4-5 落砂机类型和应用特点
(续)
使用机械集中落砂的注意事项:
1)落砂前应注意待落砂的铸型总重是否在落砂机载重的范围内,决不允许超负荷地进行落砂。
2)不要把湿型砂、干型砂、自硬砂等混在一起,应分别运出和存放。
3)要及时清除落砂机栅格里的碎铁和砂团,以免堵塞栅格,降低落砂效果。
4)要经常检查和紧固落砂机上的防松装置和螺钉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。