



在铸造生产中,由于工艺过程的复杂性,在所生产出来的铸件中不可避免地会出现一些不良品。其中大部分不良品可以通过一些方法得到挽救,其前提是必须在不影响性能的情况下,得到产品设计部门的许可,必要时还需经过检验和鉴定才可。
1.用腻子和环氧树脂修补
对铸件不甚重要但又有装饰意义的部位上发现的孔眼类缺陷,可根据铸件的颜色配制腻子来修补。下面几种配比的腻子可供使用(组分含量以质量分数表示):
1)铁粉75%,水玻璃20%和水泥5%。
2)卤砂(氧化镁)2.5%,水3%,铁粉81%,硫磺11%,醋酸2.5%。
3)铸铁屑80%,氧化镁粉15%~20%,用饱和的氯化镁溶液调成团状。
对于铸件的非加工面、静止面和非主要位置导轨上的缺陷,以及油池、油箱的漏油缺陷等,可用环氧树脂粘补剂粘补。环氧树脂粘补剂是以环氧树脂为主要原料加上增塑剂、增强剂、调色剂和固化剂配制而成的。粘补时首先将铸件缺陷部位清除干净,然后倒入粘补剂,粘补剂应高出铸件1~2mm,再用红外线灯烘烤2~3h,直到完全固化,最后修平。
2.焊补
(1)电焊 铸钢件缺陷焊前一般不必预热,铸铁件由于焊接性很差易产生裂纹和白口,分冷焊和热焊两种。冷焊法工艺简单,焊前铸件不预热,主要用于焊补铸件不加工表面。若铸件焊补后需机械加工,可采用镍基合金焊条。采用铸铁焊条焊补的焊缝强度、硬度和颜色应与铸件本体相同。焊补后可机械加工,但焊补后易开裂,铸件的加工面或承受动载荷处的缺陷,应采用高硅铸铁焊条进行热焊。焊补前铸件预热至500~700℃,焊补后需保温缓冷。热焊铸件不易开裂,可进行机械加工。
(2)气焊 气焊焊补是利用可燃性气体(乙炔、丙烷、氢气等)与氧气混合燃烧产生的热量,使铸件本体金属和焊接金属(焊条、焊丝、焊粉)熔接成一体的焊补方法,生产中最常用的是氧乙炔焰焊补法。
气焊多用于焊补未经机械加工的铸铁件和非铁合金铸件。铸铁件施焊前往往需缓慢预热至500~550℃,焊后缓冷。某些复杂的铸件还需进行退火处理,消除应力,防止裂纹。
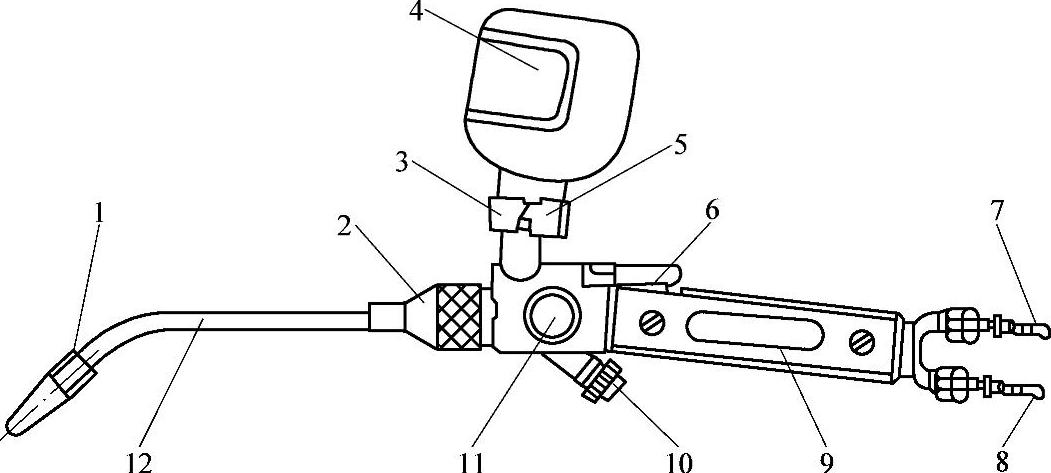
(3)气体喷覆焊补法 以氧乙炔火焰为热源,将专门焊补材料制成的合金粉,通过特别的喷焊炬高速喷吹于经过处理的缺陷内而实施焊补(喷焊炬外形见图5-5),是近几年发展起来的新技术。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5 喷焊炬外形图
1—喷焊嘴 2—连接螺母 3—粉斗座 4—粉斗 5—粉控器 6—喷粉揿手 7—氧气接头 8—乙炔接头 9—手柄 10—乙炔手轮 11—氧气手轮 12—混合气管
工艺特点:与母材结合强度高,硬度与母材相当,色泽基本与母材一致。此外,还兼有加工性能好,无气孔、裂纹和硬点,操作简便,性能可靠等优点。主要适用于铸铁及铸钢件等各种缺陷的修复,对大部分薄壁铸件也同样适用。在机械制造行业中,具有广泛的应用价值。
3.浸渗修补
承压铸件中的微孔(气孔、针孔、缩孔和缩松等)缺陷严重影响铸件的致密性,使铸件报废,经济损失巨大,铸件浸渗修补是解决渗漏的最简便有效的修复方法。
浸渗是将胶状的浸渗剂渗入铸件的孔隙中,然后使浸渗剂固化与铸件孔隙内壁连成一体,达到堵漏的目的。
(1)浸渗剂
1)无机浸渗剂。包括以硫酸盐、铝酸盐、氯化物、硅酸盐(悬浊液、胶体溶液)及熔融的低熔点金属为主要成分的各类浸渗剂。目前应用最广泛的浸渗剂是改性硅酸盐浸渗剂,它具有无毒、不污染环境,易储存,耐酸碱、耐高温,填隙能力强,可以室温固化,易用水洗净,原料来源广泛,制造容易,价格低廉等优点。
2)有机浸渗剂。包括干性油及环氧树脂、酚醛树脂、醇酸树脂、聚脂类、厌氧型(聚丙烯酸酯)等合成树脂浸渗剂。普通合成树脂浸渗剂具有密封效果好,能够充填很小的孔隙(最小孔隙尺寸0.2mm),耐腐蚀、耐高温(200℃)等优点。但又有含有毒溶剂、污染环境、需加热固化等缺点,现在已很少使用。厌氧型树脂浸渗剂固化性能好,表面张力小,粘度小于20mPa·s,浸渗效率高,不含溶剂,固化时不膨胀、不收缩,可浸渗处理尺寸在0.5mm以下的孔隙,还具有绝缘性及耐氟性。但价格高。国内常用的厌氧型树脂浸渗剂主要有:AIS—10A型适用于铸铁件和铸铝件,AIS—10B型适用于铸铜件,AIS—10ZY—SI型主要用于钢,铁,铜,铝铸件微孔的局部浸渗处理。
(2)浸渗工艺
1)局部浸渗。有刷涂法、注射法、浸渗法和真空减压局部渗补等方法。适用于小批量生产,设备简单,施工方便,成本低。所用多为厌氧型树脂浸渗剂,也可用改性硅酸盐浸渗剂或普通树脂型浸渗剂。图5-6所示为真空减压渗补装置。铸件与罩之间用橡胶密封,当罩内被抽成真空后,由于压力差的作用,渗补液就渗入和填满了铸件孔隙,一旦渗补液渗透到铸件的下面,即可解除真空。铸件渗补前需清洗,固化后需经水洗。
2)真空压力浸渗。将经过处理(去污、清洗、脱脂、烘干)的渗漏铸件,置于如图5-7所示的密封压力容器内,密封后首先抽真空以排除铸件微孔缺陷中的空气、水分和微尘,消除加压时微孔缺陷中的气垫作用,然后向容器中注入浸渗剂,在压差动力作用下浸渗剂充填微孔缺陷,接着向容器内充入压缩空气,进一步使浸渗剂向铸件中的微孔缺陷的纵深处渗透,实现压力浸渗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。