



铸件在疑固、冷却、落砂、清理、热处理、焊补、搬运和机械加工过程中,因铸件的结构或处理工艺不当,在温度、外力和内应力作用下,会发生变形,导致铸件的形状和尺寸与图样不符。细长和不规则的支架类铸件及收缩率较大的合金铸件,变形尤为严重。
矫正方法有自由矫正和模具矫正、冷矫正和热矫正之分。
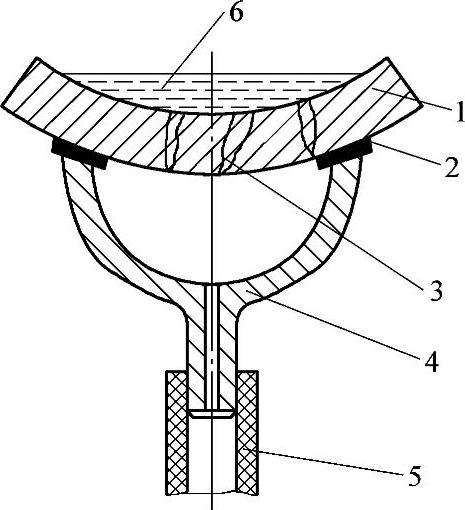
图5-6 渗补穿透铸件壁孔隙的真空减压装置
1—铸件 2—密封橡胶 3—铸件上的孔隙 4—有机玻璃罩 5—软管 6—浸渗液
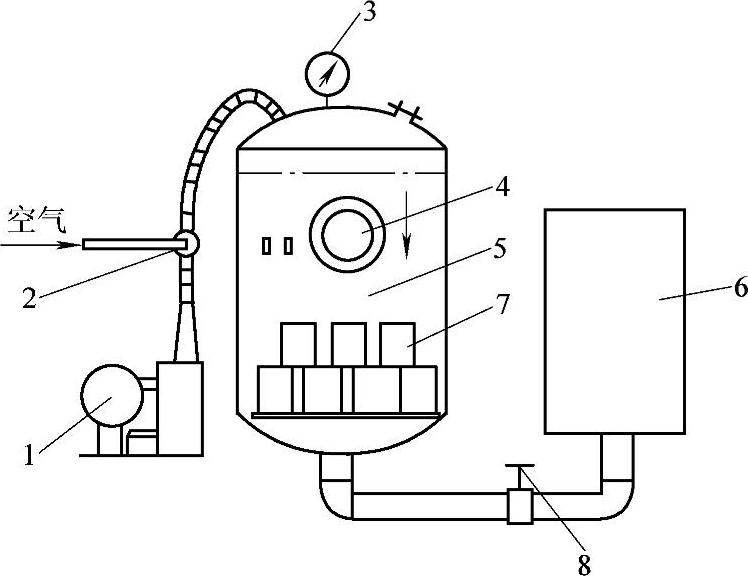
图5-7 真空加压浸渗装置示意图(https://www.xing528.com)
1—真空泵 2—开关 3—压力表 4—观察孔 5—浸渗罐 6—浸渗液罐 7—铸件 8—控制阀
1.自由矫正和模具矫正
自由矫正是将铸件放在平板上或专用的简易胎模上,用锤子敲打,直到尺寸、形状符合要求为止。多用于中小件。大铸件一般在指定的矫正设备上进行矫正。矫正前应掌握铸件的变形规律,配备必要的与铸件矫正部分几何形状和尺寸相适应的矫正模具,模具矫正是把铸件置于成型模具中(一般分上、下模),并在选定的矫正机上用选定的压力对铸件进行整体矫正。整体矫正时,一般采用起重设备或机械手将铸件装入或取出矫正模具。整体矫正用的矫正模具需专门设计和制造,精度要求高,适用于大量流水线生产,生产效率高,劳动强度小,矫正后的铸件尺寸偏差小。
2.冷矫正和热矫正
冷矫正是用锤击,手动压力机,千斤顶,摩擦压力机或液压机对常温铸件进行矫正。适用于几何形状简单、变形量小的中、小型薄壁铸件,或变形量较大但塑性较好的铸态铝合金铸件,以及变形量大的淬火态铝合金铸件。当铸件结构复杂时,可借助矫正模具进行矫正。
热矫正分为局部加热和整体加热两种。某些铸钢件冷矫正较困难时,可局部加热后用锤击或用压力机进行矫正。厚壁大铸件应进行整体加热矫正,矫正前测定出需要矫正的变形量,然后放于热处理炉内的垫铁上,垫上适当的垫块,在需矫正部位的上面施加适当载荷,在热处理过程中借助载荷的作用将变形量矫正过来。如果在热处理后进行矫正,矫正后应进行消除应力回火,矫正温度及消除应力回火温度应比热处理回火温度低10~20℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。