



【摘要】:一箱中生产多个同名铸件时,最好对称排列,这样做可使金属液作用于上砂型的抬型力均匀,也有利于浇注系统的安排,同时可充分利用砂箱面积。在同一铸型内生产两种或两种以上铸件的模板,称为混合模板。2)要满足铸件最小吃砂量的要求,不影响浇注系统的正确布置。图8-17 CA141正时齿轮室盖铸件在砂箱中的排列
一箱中生产多个同名铸件时,最好对称排列,这样做可使金属液作用于上砂型的抬型力均匀,也有利于浇注系统的安排,同时可充分利用砂箱面积。图8-17所示为正时齿轮室盖铸件在砂箱中排列的实例。为了找出最合理的铸件排列方案,在做模板布置图时,可用计算机把模样的外轮廓投影形状在砂箱内试摆,以确定合理的铸件数量及其在模板上的位置。这种方法既适合于利用原有砂箱,又适合于设计新砂箱。
在同一铸型内生产两种或两种以上铸件的模板,称为混合模板。
在采用混合模板时,不同名铸件的材质(牌号)应相同,还要注意以下几点:
1)铸件的壁厚相近,高度的差异小。以便适用同样的浇注温度和浇注时间。
2)要满足铸件最小吃砂量的要求,不影响浇注系统的正确布置。(https://www.xing528.com)
3)在满足生产纲领的要求下,混合模板的几种铸件其所需的数量应相近,以便于组织生产。
因各种铸件的生产批量和废品率不同,因而常出现一种铸件不足,而另一种铸件过剩的局面。为此,可采用快换组合模板,以适应多品种批量生产的需要。更换模板时,可只更换模板中的一部分,既克服了生产不平衡问题,又可充分利用模板面积。其缺点是由于增加了快换组合模板与模底板之间的定位误差,铸件的尺寸精度受到一定的影响。
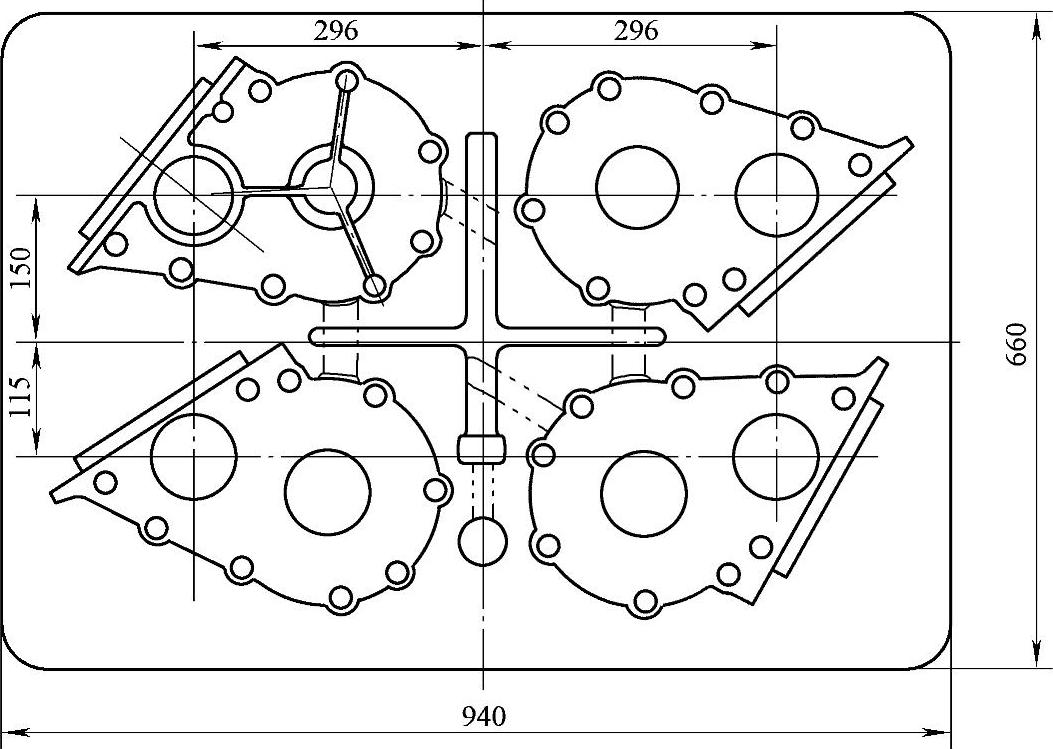
图8-17 CA141正时齿轮室盖铸件在砂箱中的排列
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。