



【摘要】:同一铸件的起模斜度应尽可能只选用一种或两种斜度,以免加工金属模时频繁地更换刀具。
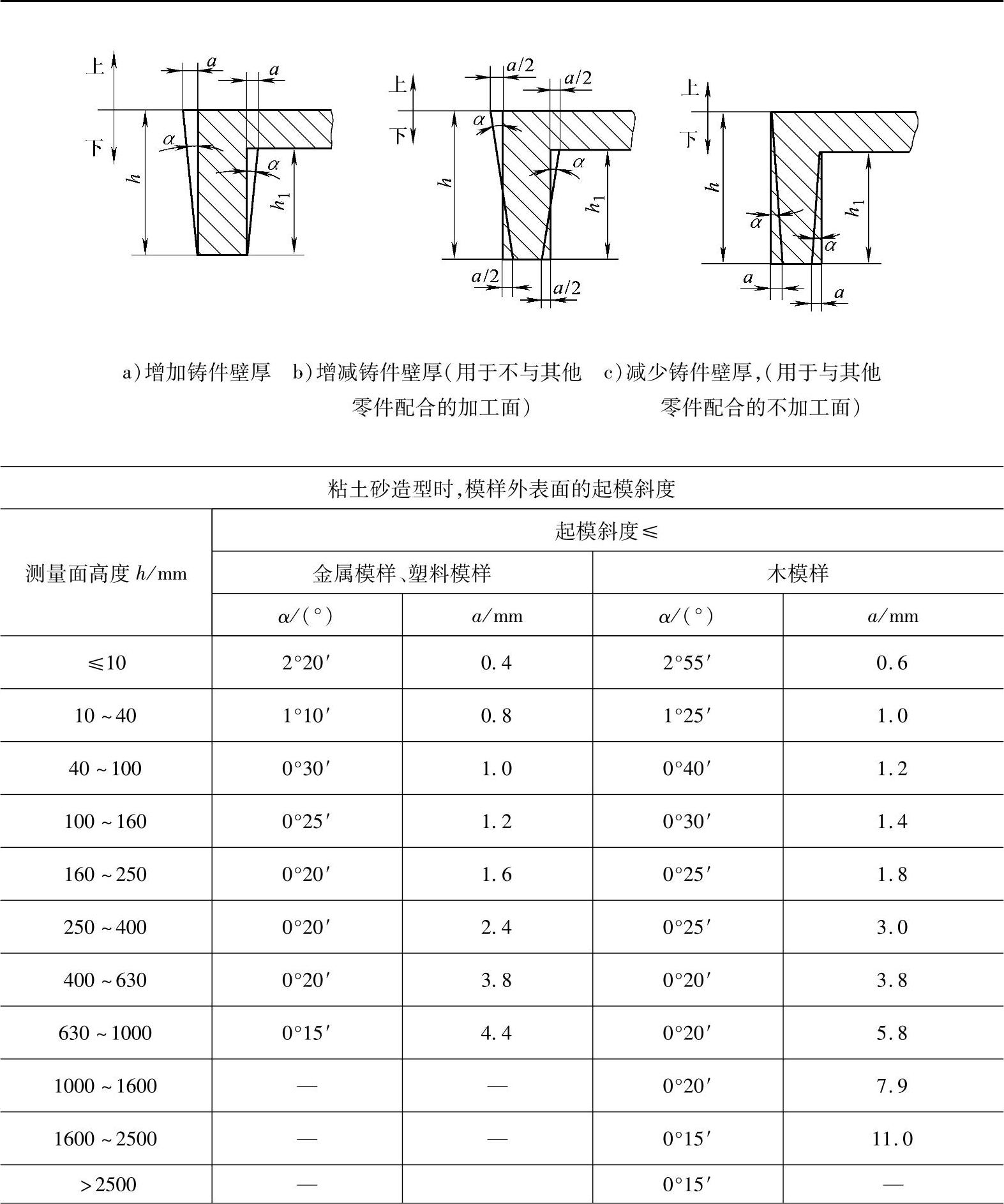
为了方便起模,在模样、芯盒的出模方向留有一定斜度,以免损坏砂型或型芯。这个斜度,称为起模斜度。
起模斜度应在铸件上没有结构斜度的、垂直于分型面(分盒面)的表面上应用。其大小应依模样的高度、表面粗糙度以及造型(芯)方法而定。关于起模斜度的大小的具体数值详见表9-8(JB/T5015—1991)。
使用表9-8时注意:
起模斜度应小于或等于产品图上所规定的起模斜度值,以防止零件在装配或工作中与其他零件相妨碍。尽量使铸件内、外壁的模样和芯盒斜度取值相同,方向一致,以使铸件壁厚均匀。在非加工面上留起模斜度时,要注意与相配零件的外形一致,保持整台机器的美观。同一铸件的起模斜度应尽可能只选用一种或两种斜度,以免加工金属模时频繁地更换刀具。非加工的装配面上留斜度时,最好用减小厚度法,以免安装困难。手工制造木模样,起模斜度应标出毫米数,机械加工金属模应标明角度,以利于操作。
表9-8 起模斜度(JB/T5105—1991)
(续)
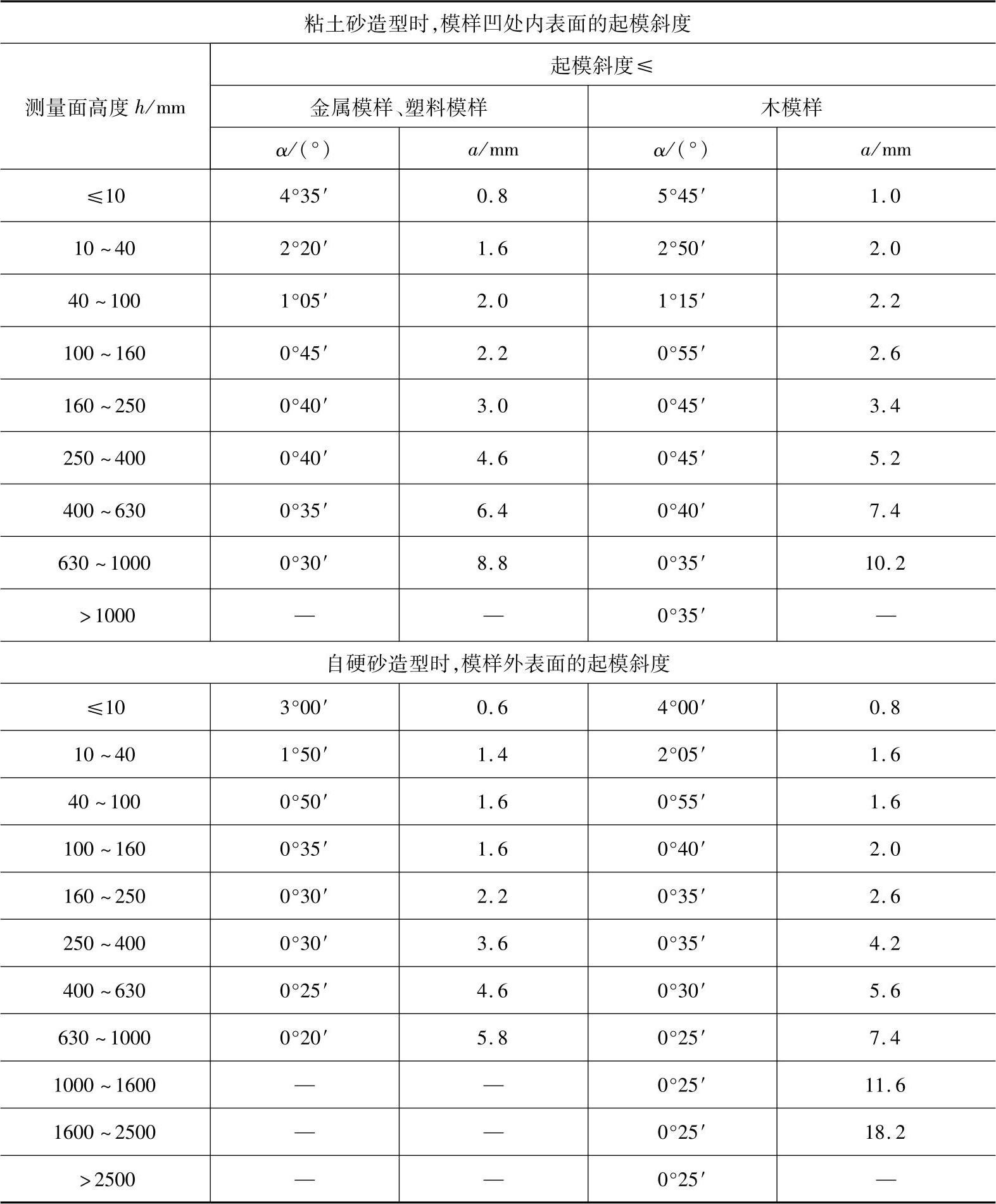
注:1.当凹处过深时,可用活块或型芯形成。
2.自硬砂造型时,模样凹处内表面的起模斜度值允许按其外表面的斜度值增加50%。(https://www.xing528.com)
3.对于起模困难的模样,允许采用较大的起模斜度,但不得超过表中数值的一倍。
4.芯盒的起模斜度可参照本表选择。
5.当造型机工作比压在700kPa以上时,允许将本表的起模斜度增加,但不得超过50%。
6.铸件结构本身在起模方向上有足够的斜度时,不再增加起模斜度。
7.同一铸件,上、下两个起模斜度应取在分型面上同一点(图9-3)。
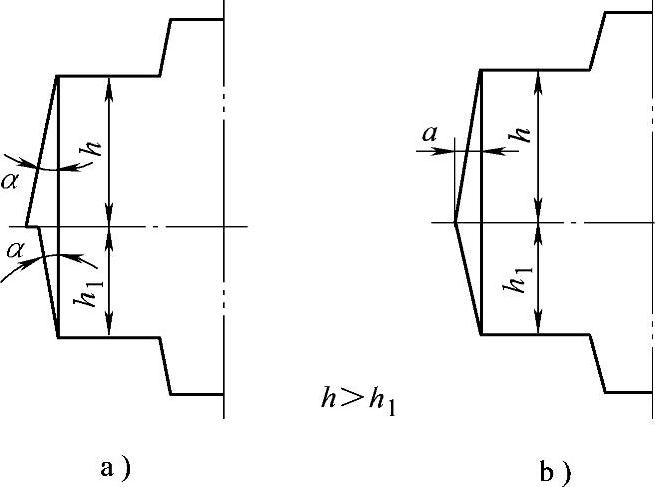
图9-3 起模斜度取法示意图
a)不正确 b)正确
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。