



【摘要】:可用钻头加工的受制孔最好不铸,因为铸出后很难保证铸孔中心位置准确,再用钻头扩孔也无法纠正中心位置。表9-10 普通碳钢和低合金钢铸件最小铸出孔(槽)尺寸 (续)注:1.不穿透的圆孔直径要大于表中数值20%。
零件上的孔、槽、台阶等,是铸出来好还是由机械加工出来好,这应从品质及经济角度等方面全面考虑。一般说来,较大的孔、槽应铸出来,以便节约金属和加工工时,同时还可以避免铸件局部过厚所造成的热节,提高铸件质量;较小的孔、槽或者铸件壁很厚,则不宜铸出,否则会使铸件产生粘砂,造成清理和机械加工困难,直接加工出孔、槽反而方便。有些特殊要求的孔,如弯曲孔,无法进行机械加工,则一定要铸出。可用钻头加工的受制孔(有中心线位置精度要求)最好不铸,因为铸出后很难保证铸孔中心位置准确,再用钻头扩孔也无法纠正中心位置。表9-9、表9-10为最小铸出孔(槽)直径(尺寸),供参考。
表9-9 灰铸铁件的最小铸出孔直径① (单位:mm)

① 最小铸出孔直径指的是毛坯孔直径。
表9-10 普通碳钢和低合金钢铸件最小铸出孔(槽)尺寸 (单位:mm)
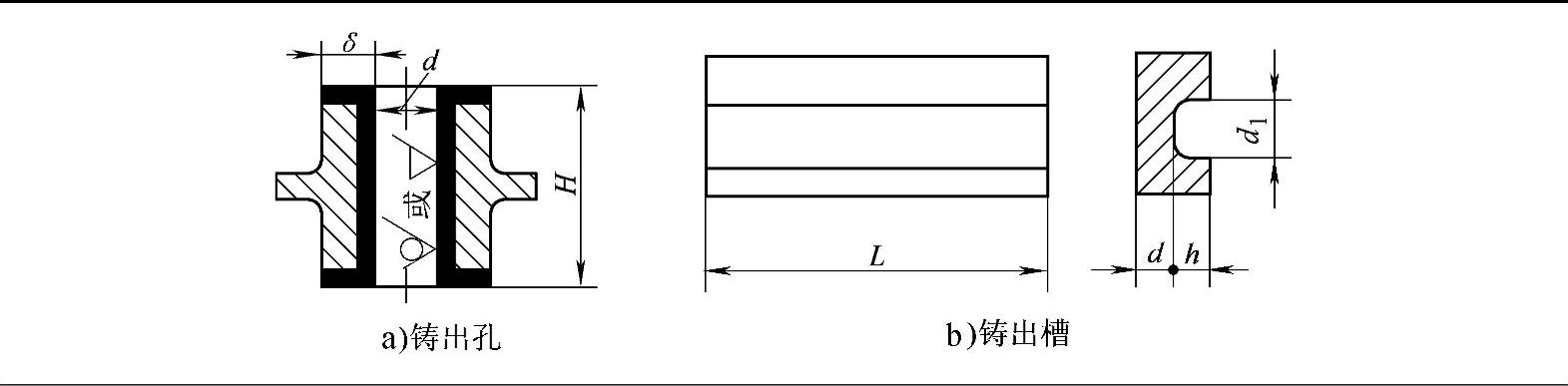
(续)(https://www.xing528.com)
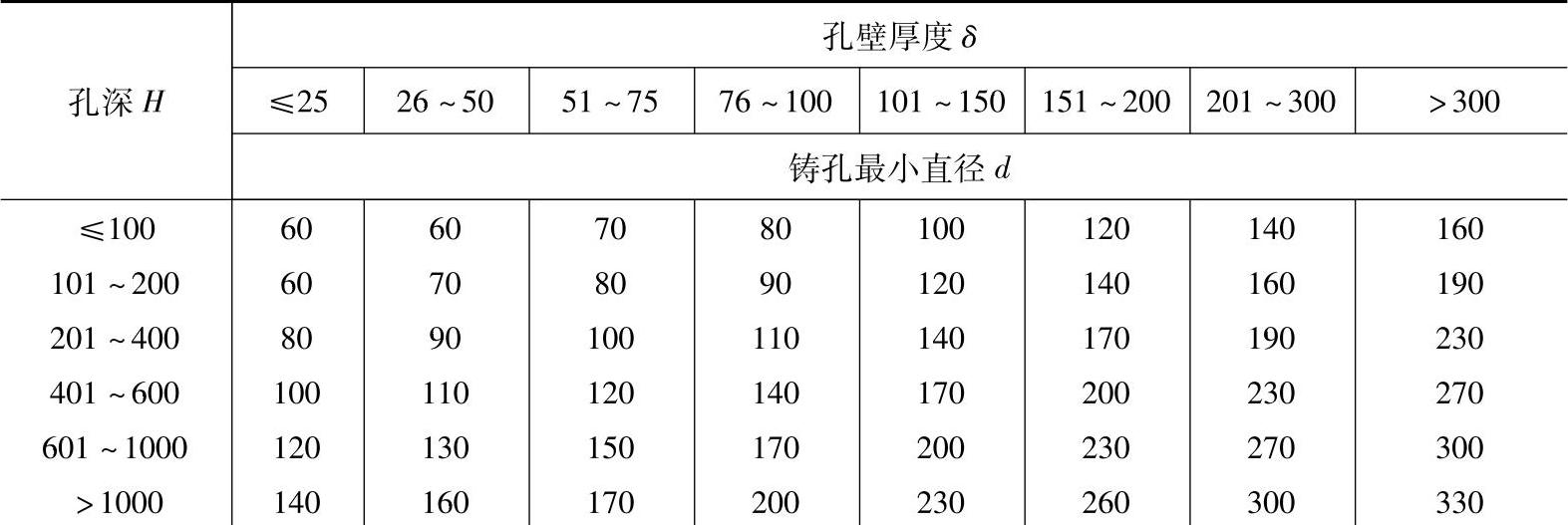
注:1.不穿透的圆孔直径要大于表中数值20%。
2.对矩形或方形的穿透孔要大于表中数值20%;不穿透矩形或方形孔则要大于表中数值40%。
3.对铸件上穿透与不穿透的槽,表中图b铸出的条件是:h≤d1;d1=(1+20%)d;L≤3d1。
4.槽上放冒口且冒口盖住整条槽时,应将槽铸死。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。