



超高分子量聚乙烯已在许多领域应用,用量最大的是在矿山机械上。超高分子量聚乙烯已经用于制作地滚及地滚轴套、矿车轴承、托辊轴承及拖辊轴承、洗煤厂中捞坑斗子机的尾轴轴套、电机车轴瓦、压滤机滤板、煤仓衬板、矿车衬板、喷浆机衬板、溜煤槽衬板、浮选机叶轮等。
1.地滚
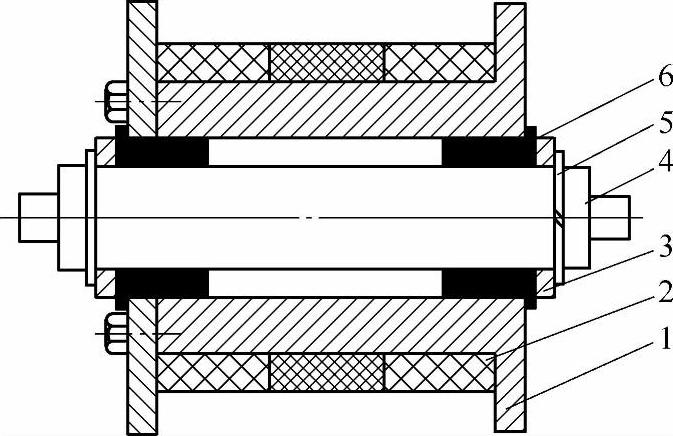
图5-7 超高分子量聚乙烯地滚及地滚轴套
1—铸钢滚体 2—超高相对分子质量聚乙烯衬套 3—挡圈4—轴 5—弹性挡圈 6—改性
超高分子量聚乙烯轴套
地滚一般用铸钢或铸铁制作,由于铸钢硬度大、弹性模量高、与钢丝绳接触应力大而使钢丝绳磨损快。此外,地滚中的轴承因工作条件恶劣时,常造成卡死不转或转动不灵活,这进一步加剧了钢丝绳的磨损。对原地滚进行了结构改造后,研制出超高分子量聚乙烯无轴承地滚,如图5-7所示。原地滚中的两个滚动轴承改为改性超高分子量聚乙烯滑动轴套,从根本上克服了卡死不转现象。
2.轴承
矿车轴承使用量很大,每辆矿车用8个轴承,每个矿约有1000辆左右矿车它们工作条件恶劣,水大、煤灰多,致使滚动轴承寿命短,平均4~6月,且价格高,又容易卡死。而UHMWPE轴承在一辆矿车上仅用4个即可,价格便宜仅为原滚动轴承的1/8~1/6,不需油润滑,不会卡死,是替代原矿车轴承的理想产品。
煤矿胶带输送机应用广泛其托辊用量很大,每组托辊用6个轴承,过去常用204、205 305三种型号。因工作条件恶劣,轴承寿命短,易出现卡死不转现象,轴承一旦卡死,托辊和胶带急剧磨损且加大能耗。而使用UHMWPE轴承,轴和轴承之间有间隙配合,这就从根本上解决了卡死现象。其结构简单(见图5-8),不需润滑,价格仅为原滚动轴承的50%左右。
钢丝绳牵引胶带托绳轮轴承原使用306轴承,因工作条件恶劣轴承寿命短而用UHMWPE轴承替代原306轴承,不仅不卡死,且价格便宜。
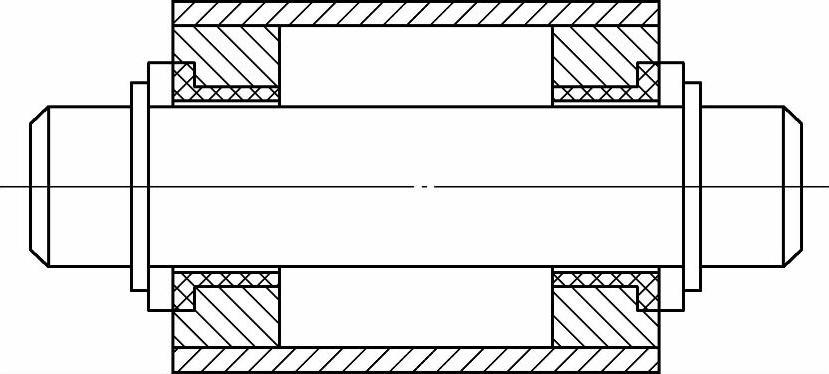
图5-8 输送机托辊轴承
3.轴瓦(https://www.xing528.com)
原电机车轴瓦多为铜瓦和尼龙瓦。铜瓦价格高,寿命短,摩擦阻力大;尼龙瓦寿命短,摩擦阻力大,对轴磨损大。而超高分子量聚乙烯轴瓦价格便宜,寿命长,对轴磨损小,现已在煤矿广泛应用,效果良好。
4.轴套
洗煤厂中捞坑斗子机的尾轴轴套原用铜制作,改用超高分子量聚乙烯轴套后(见图5-9),摩擦阻力小,不腐蚀,使用寿命长,对轴的磨损小,也延长了轴的使用寿命。用超高分子量聚乙烯捞坑斗子机的斗子滚轮(见图5-10a、b所示两种滚轮)代替原铸铁滚轮,摩擦阻力小,运转灵活,对轨道磨损小,不腐蚀,寿命长,价格低。
5.轮衬
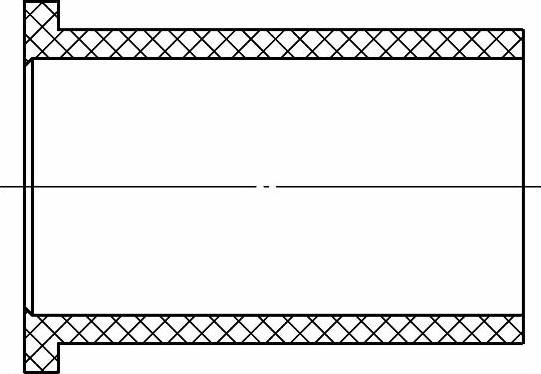
图5-9 洗煤厂斗子机的尾轴轴套
钢丝绳牵引带机托绳轮轮衬以前常用铸铁或尼龙制作,以减少轮衬对钢丝绳的磨损,类似结构还有各种索道轮衬等。PA耐磨且硬度低,对钢丝绳磨损小,但PA轮衬价格昂贵寿命较短,在冬季安装时易断裂。而超高分子量聚乙烯价格便宜,耐磨性好,寿命长(为PA的2~3倍),耐低温性好,已推广应用。
6.滤板
煤矿用的很多板类材料现在也采用超高分子量聚乙烯材料,例如,煤仓衬板、箕斗衬板、溜煤道衬板、水平溜煤槽衬板,以及特殊情况使用的矿车衬里等平板,压滤机滤板,喷浆机摩擦片,洗煤厂中大量使用的筛板等。
压滤机滤板是矿山上常用的一个部件,最早使用的滤板用铸铁、铸钢制作。使用发现铸铁、铸钢存在产生腐蚀、对滤布损伤严重等问题。以后采用铸铁/PVC复合、铸铁/橡胶复合滤板,心部是铸铁或铸钢,外部用塑料或橡胶制作由于滤板经常处于变载荷状态,存在塑料和金属容易出现分离,橡胶易老化等问题。刘广建等人研制了超高分子量聚乙烯滤板。超高分子量聚乙烯制品虽有许多优良特性但也有强度与硬度低、刚度小、收缩率大,以及制品表面易出现凹坑等不足。采用无机填料能够改善制品性能。研究表明,添加20%的无机填料后使制品的硬度由28~32HRM提高到48~52HRM。将无机物填料经偶联剂处理后和超高分子量聚乙烯原料按一定比例和数量倒入搅拌机中,搅拌3~5min。在滤板模具的模腔内喷洒硅油类脱模剂,然后把混好的料装入模具内弄均、刮平、合模、加压至制品压力为0.8~1.2MPa压力太小不利于排出制品中的气体和提高制品质量。合模加压后给模具加热,温度至20℃±13℃时保温一段时间,该时间长短由加热时间而定,加热时间短则保温时间相应要长些。保温一段时间后停止加热,开始冷却。滤板是一种特殊结构的大型制品,边框厚中间部薄,对边框的厚度、平整度要求非常严格,厚度要求为60mm±0.5mm,长宽各要求为1500mm±2mm。为此,采用先冷却边框后冷却中间部的冷却方法。将厚度大的边框先冷却至100℃±5℃时,再冷却滤板的中间部位,在冷却时压力保持在2.8~3.0MPa。这样既能保证边框平整,又能满足尺寸要求。边框冷却定型后再冷却25mm厚的中间部,可防止滤板整体翘曲变形。当滤板的中间部位冷至65℃±5℃时停止冷却,开始出模。取出制品后修整飞边,完成一块滤板的生产过程。超高分子量聚乙烯滤板已在生产中应用。
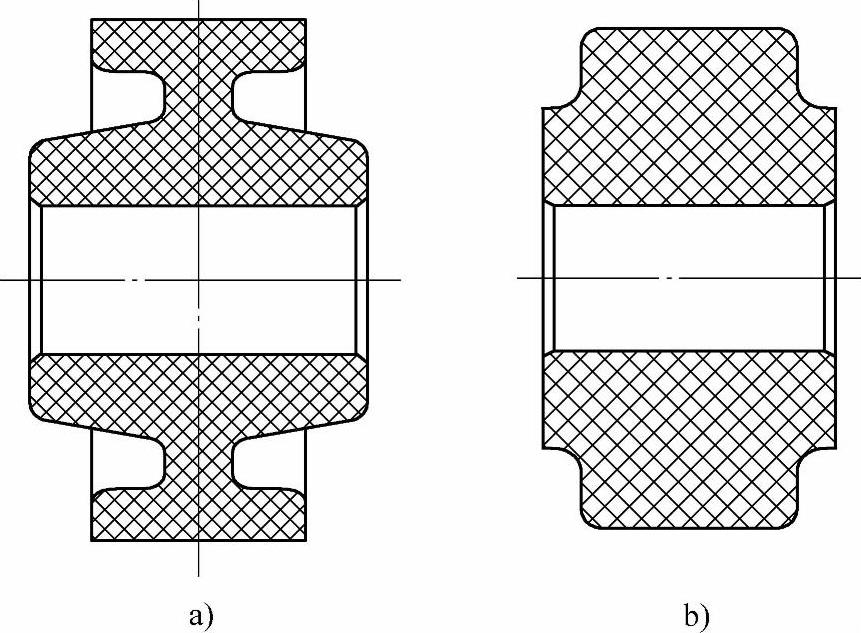
图5-10 洗煤厂斗子滚轮
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。