



陶瓷机械上的滤板通常用青铜(ZCuAl10Fe3等)或其他铜合金制造,以适应陶瓷原料瓷泥流动时的高摩擦性和腐蚀性,保证产品质量、生产稳定性及设备使用寿命。超高分子量聚乙烯是一种性能非常优异的塑料,它的耐磨性能非常好,摩擦因数很小,且有自润滑性,比一般碳钢和铜合金等金属的耐磨性提高数倍,是尼龙(PA)耐磨性的5倍,与钢、铜配对使用时不易产生黏着磨损,对配套偶件磨损很小;它的冲击强度极高,比PA6和聚丙烯(PP)高约10倍,即使在-70℃的低温下也仍具有相当高的冲击强度,且能吸收冲击和振动,降低噪声;它的吸水率小于0.01%,具有良好的热稳定性和尺寸稳定性;它还具有优良的耐化学药品性能,耐一般浓度的酸、碱、盐及有机溶剂;加之可回收利用且价格比铜及其合金便宜,这些特性使得UHMWPE非常适于用作陶瓷机械上的滤板。
由于UHMWPE的熔体黏度很高(达10Pa·s),流动性极差,在不改性的情况下无法用注射等工艺加工成型,只能采用类似于聚四氟乙烯(PTFE)的压制烧结成型的工艺方法。其临界剪切速率低,易出现熔体破裂现象,若采用挤出或注射加工,则会使制品表面出现裂纹、气孔或脱层现象;加之UHMWPE的摩擦因数小,即使在熔融状态也是如此,当用螺杆挤出送料时,加料段会发生打滑现象,难以顺利生产。另外,UHMWPE成型温度范围窄,易氧化降解。根据以上的分析和相关经验,要成型加工UHM-WPE滤板,采用压制、烧结成型工艺较为合理。
UHMWPE滤板制件外径为Φ830mm最厚 处 为51.4mm,平 均 厚 度 约 为23.3mm,质量约为12kg,如图5-11所示。UHMWPE为热塑性塑料,其压制成型所用的模具需要同时具备加热和冷却两种功能。即先将模具预热到60℃左右将UHMWPE粉料加入到模具型腔中;在上模施压的同时,对模具继续加热;当UHMWPE充满整个型腔后,对模具继续加热到200℃,以便对制品进行烧结(烧结工序在模具内进行);保温一定时间后,开启冷却油阀,待模具冷却到65℃左右时开模取出制品。由于UHMWPE滤板尺寸较大,需将模具安装在500t四柱液压机上。
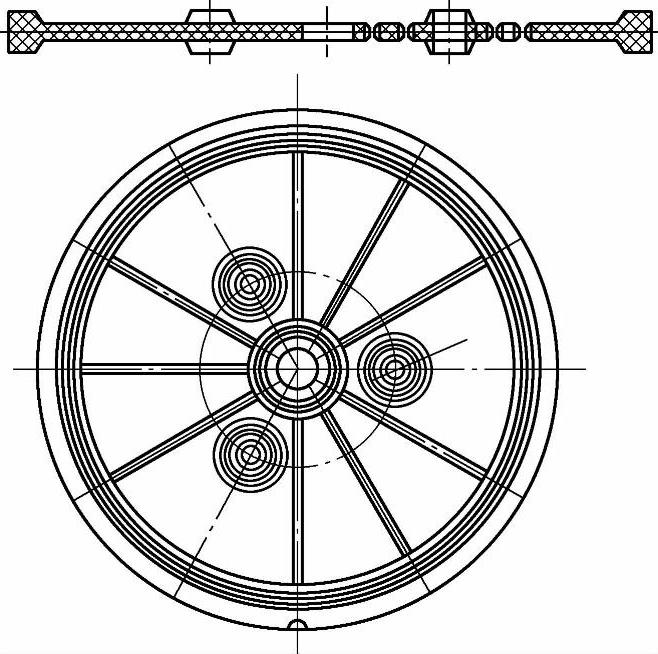
图5-11 UHMWPE滤板结构示意图
图5-12所示为UHMWPE滤板的压制、烧结成型工艺流程。对模具预热有利于提高UHMWPE滤板的质量和生产率。模具预热后,再喷涂脱模剂易于使脱模剂均匀分布。一般预热温度为60℃左右。若温度太高,装料操作不方便,且易烫伤操作者的皮肤对装料速度也有影响。预热时间一般为5min左右。(https://www.xing528.com)
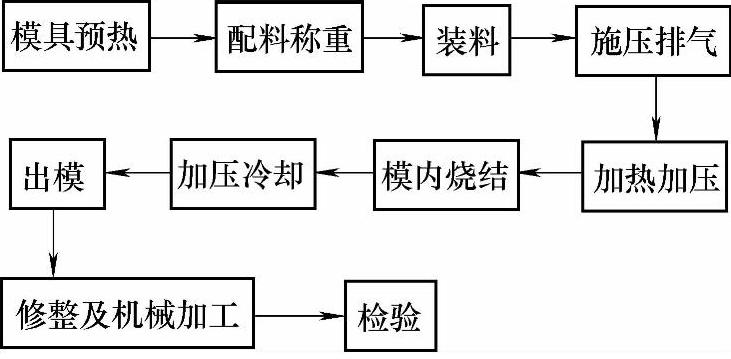
图5-12 UHMWPE滤板的压制、烧 结成型工艺流程
称取配好的UHMWPE粉料(一般应称取UHMWPE滤板实际质量的103%左右,以考虑飞边等损耗,确保滤板的密实度),装入涂有脱模剂的型腔(模具型腔尺寸应考虑2.3%的收缩率)中。此时上模下压,加压加热,初始加压10MPa左右,以排除粉料中的空气,使原料密实,增加热导率,缩短加热烧结时间;继续加热加压直至模具闭合。在加热烧结阶段,使UHMWPE的熔体温度保持在200℃左右;而制品的烧结时间即加热时间,根据制品的平均厚度(约23.3mm),得出加热时间约为100min。
陶瓷机械的滤板选用UHMWPE为原料,经模具压制、烧结成型,替代了以往的经铸造后再进行机械加工的铜合金滤板,其综合成本降低了70%。由于UHMWPE的耐磨性和自润滑性很好,所以滤板的实用性能优良,使用寿命比铜合金滤板可提高2~3倍。UHMWPE滤板投入生产运行5年以上,从未出现较大的故障,运行良好。经测量检查,磨损甚小,达到了预期的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。