



1.ASA/ABS门窗的性能
ASA和ABS都是通用工程塑料,它们都是橡胶增韧的苯乙烯-丙烯腈共聚物(SAN)。ASA(丙烯腈-苯乙烯-丙烯酸酯共聚物)是用丙烯酸酯橡胶增韧的共聚物,而ABS则是用聚丁二烯橡胶或丁苯橡胶增韧的共聚物。作为窗用异型材的首要条件是具有优良的耐老化性能,国外PVC-U窗的质量保证大多数为15~20年,在这么长的时间内,型材的颜色和力学性能都不能发生明显的变化。但是ABS因为其分子链中的丁二烯组分含有双键,容易氧化降解和光降解,在经过不长时间的光照后颜色就会发黄,所以ABS不适宜用于室外。
ASA树脂与ABS树脂相比,由于用丙烯酸酯橡胶代替了聚丁二烯橡胶,分子结构中不再含有不稳定的双键,大分子链中的羰基和腈基具备较强的耐紫外线能力,而苯环是典型的稳定结构,很难发生光化学反应,所以ASA具有极强的耐紫外线能力,颜色稳定,耐候性优。ASA树脂的成型品在室外暴露15个月后冲击强度和伸长率几乎没有下降,颜色变化也很小,而ABS树脂成型品的冲击强度则下降了60%以上。ASA树脂具有良好的耐化学药品性,耐碱、稀酸、矿物油、植物油及各类盐类溶液。ASA树脂的着色性良好,可以染成各种鲜艳的颜色。它还具有高强度、高刚性、良好的化学稳定性,以及优良的可回收再生性等。此外,ASA树脂还具有优良的成型性,真空成型、异形挤出成型、热成型、吹塑成型和注射成型等各种成型加工方法均能使用。因此,在西欧和美国,ASA树脂已被广泛用于制造各类住宅的窗框和门板,也用于制造住宅的浴槽及卫生间的冲洗水槽等ASA、ABS和PVC-U的耐候性比较如图8-1所示。ASA和ABS共挤出型材的缺口冲击强度如图8-2所示。
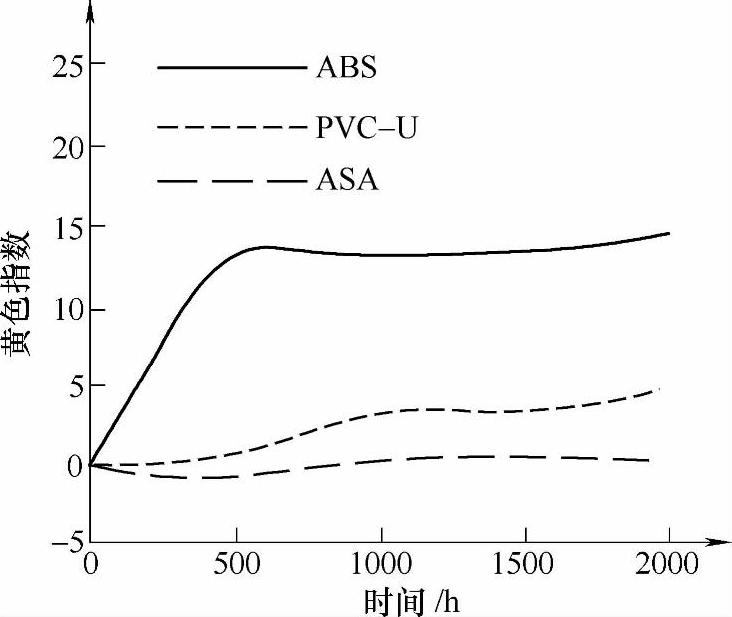
图8-1 ABS、ASA和PVC-U的耐候性比较
由图8-1可见,ABS的耐候性很差,而ASA和PVC-U的耐候性都很好。由于丙烯酸酯类价格很高,所以ASA的价格要比ABS和PVC-U贵得多。将来的趋势是发展外表为ASA、内层为ABS的共挤出型材。图8-2表明,ASA ABS共挤出型材的缺口冲击强度变化不大。
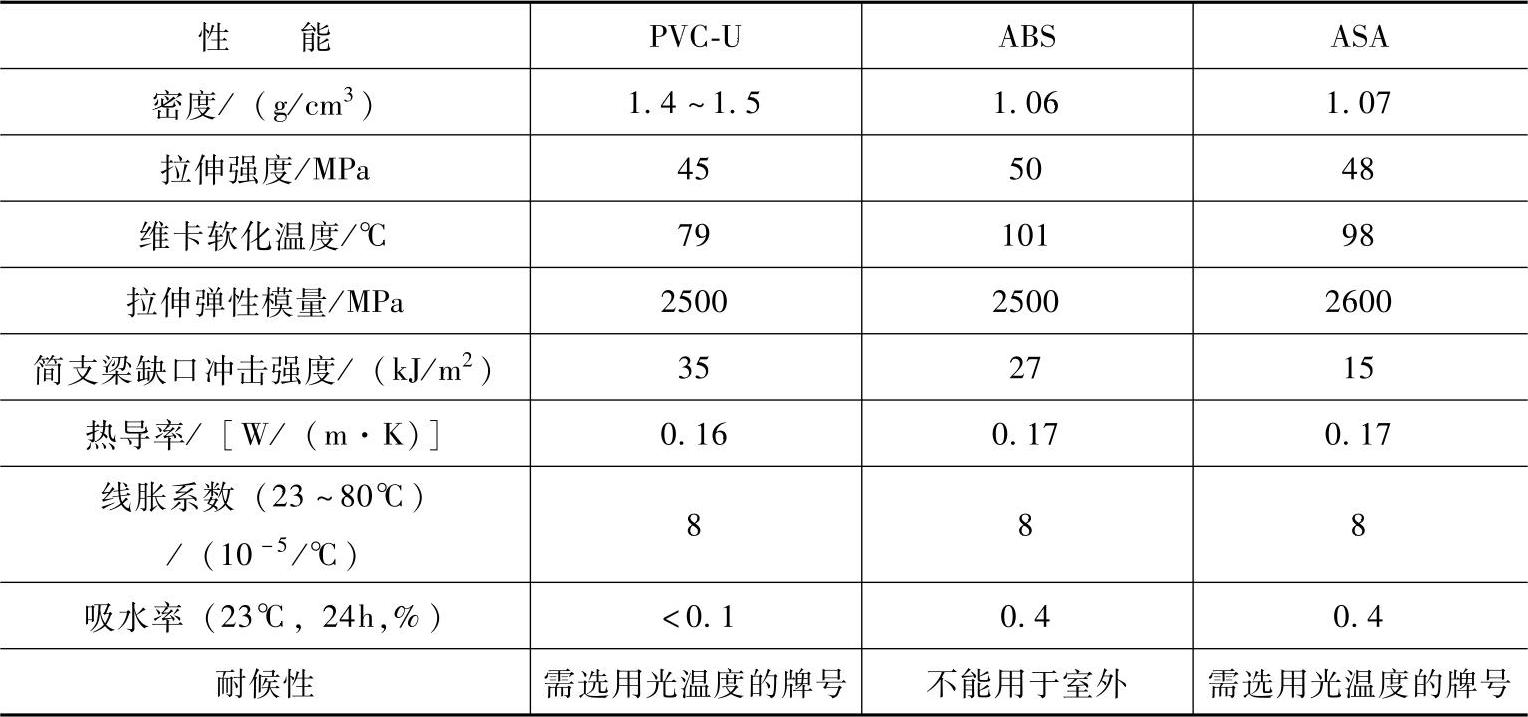
表8-1列出了作为窗用异型材的ASA、ABS与PVC-U的性能。由表8-1可见,ASA、ABS与PVC-U的性能相近,有几个方面更加突出。首先,ASA和ABS的密度更小,对单位体积异型材的成本是有利的;其次,ASA和ABS的维卡软化温度更高,这一点对深色的窗来说是非常重要的,因为在夏天,深色窗上的温度可能达到70℃以上。另外,由图8-1可见,ASA耐候性甚至比PVC更好。用ASA异型材制造的窗样品,在一栋建筑上使用15年仍然完好如初。
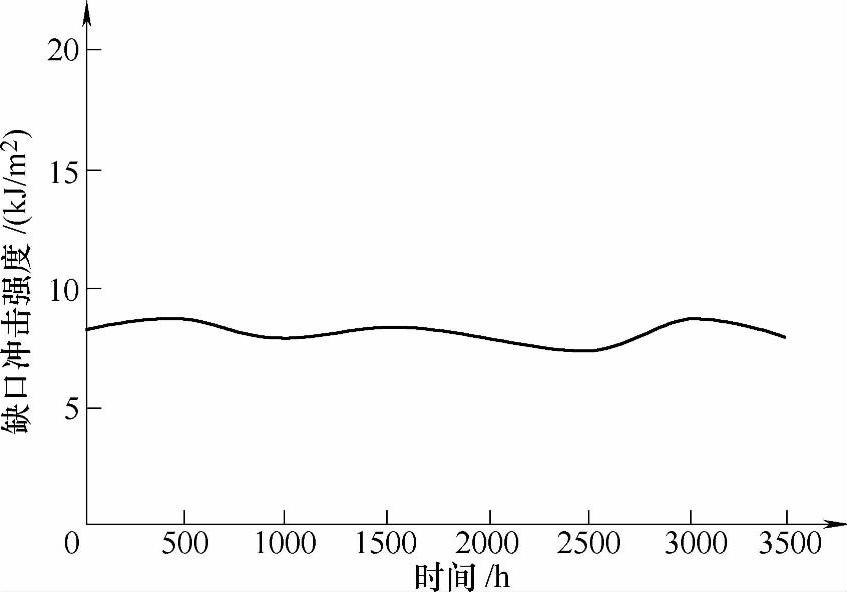
图8-2 ASA和ABS共挤出型材的缺口冲击强度
与PVC-U相比,ASA/ABS共挤出型材具有如下优点:更高的耐热性;可以制造彩色异型材,而且色彩稳定;很好的耐候性;型材表面光滑,光泽度高;更好的加工性,在加工时没有PVC那种分解烧焦的危险。
表8-1 窗用材料的性能比较(https://www.xing528.com)
2.ASA/ABS的生产工艺
ABS和ASA一般都是以粒料的形式供应的,可以方便地用单螺杆挤出机进行加工。因此,对于新的异型材加工厂来说,不必购买价格昂贵的双螺杆挤出机。由于ABS和ASA分子中含有极性组分,易于吸潮,最好是用具有排气功能的单螺杆挤出机。如果没有排气挤出机,则物料在挤出前应进行干燥。
当然,ABS和ASA也可以用双螺杆挤出机进行加工。但是由于ABS和ASA的维卡软化温度较高,物料在加料段对螺杆产生很大的分离力,可能使螺杆在机筒上摩擦而加剧设备的磨损,所以最好还是采用单螺杆挤出机进行加工。
对PVC来说,机头和模具的设计是非常重要的,因为流道设计稍有不慎就容易造成物料的停滞,从而引起PVC的严重分解(烧焦)。而ABS和ASA基本上不存在烧焦的危险,但流变特性与PVC仍有很大的不同,ABS和ASA熔体具有黏附壁面的特性。因此,加工ABS和ASA时,流道尺寸和流道入口尺寸都要适当放大。定型、牵引等其他工序的操作和PVC的挤出工艺都差不多,除了定型需要考虑ABS和ASA的收缩率略有不同外,其他部分可以直接使用PVC的挤出装置。
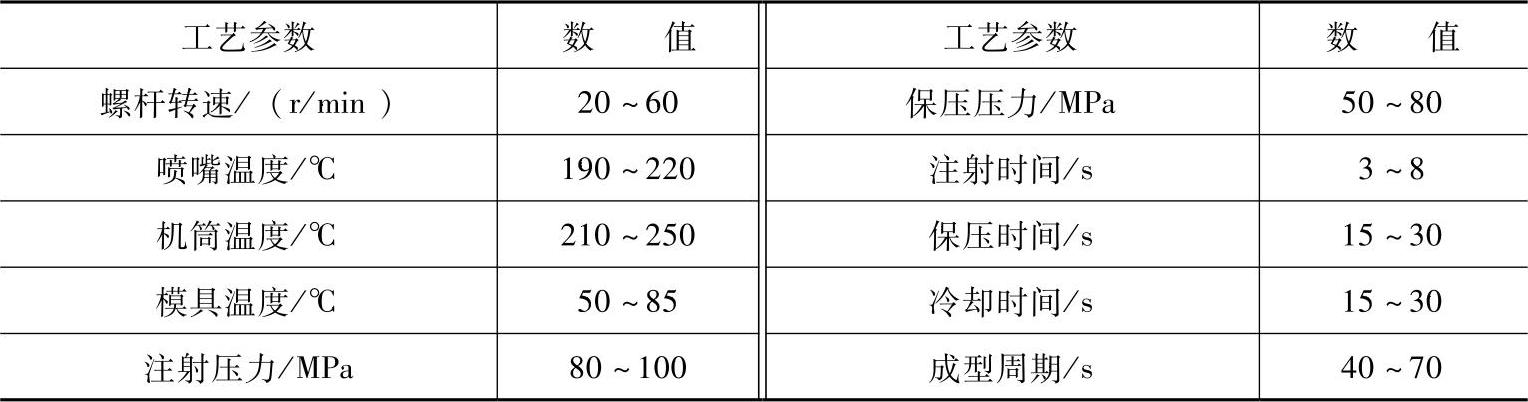
仅就ASA来说,由于树脂热稳定性优良,加工过程不泛黄,成型性良好可用注射、挤出、压延、吹塑等方法加工成型,经挤出的片材可进行快速真空成型而无应力变形。成型前通常需预干燥,干燥条件:温度80~85℃,时间3~4h。表8-2列出了ASA树脂注射成型的工艺参数。
表8-2 ASA树脂注射成型工艺参数
型材的焊接性是一个重要的指标。焊接性与该材料的熔体在一定温度范围内的黏度特性有密切关系。与PVC一样,ABS和ASA都非常适合于热板焊接但要注意的是,ABS和ASA容易吸潮,因此,焊接之前最好进行干燥。
用作窗户的异型材必须满足很高的要求,最主要的指标包括刚性(可以用弹性模量来表征)、韧性、耐热性、尺寸稳定性、耐候性及可加工性。PVC是一种经过了几十年考验的优秀材料,新材料性能若能达到PVC的指标,就可以是一种理想的窗异型材材料。总的来说,ASA是一种性能特别突出的材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。