



(1)指令功能 在有效工作平面内的轮廓角加工可定义为倒圆或倒角加工。
可为倒角或倒圆加工设定一个单独的进给率,用以改善表面质量。如果未设定进给率,则程序进给率F生效。
使用“模态倒圆”功能可以对多个轮廓角以同样方式连续倒圆。
(2)编程格式
1)轮廓角倒角。
G...X...Y...CHR=/CHF=<值> FRC=/FRCM=<值>
G...X...Y...
2)轮廓角倒圆。
G...X...Y...RND=<值> FRC=<值>
G...X...Y...
3)模态倒圆。
G...X...Y...RNDM=<值> FRCM=<值>
...
RNDM=0
倒角或倒圆的工艺(进给率、进给类型、M指令)取决于机床数据MD20201($MC_CHFRND_MODE_MASK9(倒角或倒圆特性))中位0的设置,该设置由前一程序段或后一程序段导出。推荐设置值为从前一程序段中导出(位0=1)。
(3)指令参数说明
CHF=…:轮廓角倒角。<值>:倒角边的长度,如图3-33所示。
CHR=…:轮廓角倒角。<值>:倒角长度(原始运行方向上的倒角宽度)
RND=…:轮廓角倒圆。<值>:倒圆半径,如图3-34所示。
RNDM=…:模态倒圆(对多个连续的轮廓角执行同样的倒圆)。<值>:倒圆半径
使用RNDM=0取消模态倒圆功能。
FRC=…:倒圆或倒角的逐段有效进给率。<值>:进给速度,单位为mm/min(G94生效时)或mm/r(G95生效时)
FRCM=…:倒圆或倒角的模态有效进给率。<值>:进给速度,单位mm/min(G94生效时)或mm/r(G95生效时)。使用FRCM=0取消倒圆或倒角的模态有效进给率,在F中编程的进给率生效。
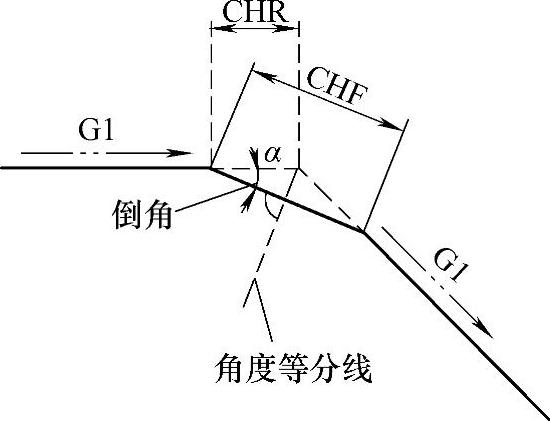
图3-33 轮廓角倒角定义
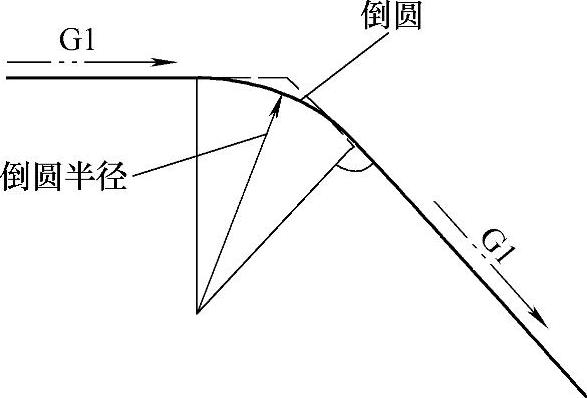
图3-34 倒圆半径定义
(4)注意事项
1)如果在使用G0运行时进行倒角,那么FRC或FRCM无效;可根据F值编程指令且不会产生故障信息。
2)只有在程序段中设定了倒圆或倒角,或者激活了模态倒圆(RNDM)时,FRC才生效。FRC会覆盖当前程序段中的F值或FRCM值。FRC中编程的进给率必须大于零。
3)通过FRCM=0激活F中编程用于倒角或倒圆的进给。如果设定了FRCM,在G94←→G95切换后必须对F和FRCM的值都进行重新设定。如果只重新设定了F值,且在进给类型转换前FRCM>0,则输出故障信息。
4)如果设定的倒角(CHF或CHR)或倒圆(RND或RNDM)的值对于相关轮廓段过大,则倒角或倒圆会自动减小到一个合适的值。
5)以下情况下,不添加倒圆或倒角:平面中没有直线或圆弧轮廓;轴在平面以外运行;平面切换和超出了机床数据中确定的、不包含运动信息(例如,仅有指令输出)的程序段数量。
(5)编程示例
例1 两条直线之间的倒角,运行方向(CHR)上的倒角宽度为2mm,倒角进给率为100mm/min。可通过以下两种方式编程:
1)使用CHR编程
程序代码
…
N30 G1 X...CHR=2 FRC=100
N40 G1 X..Y....
…
2)使用CHF编程
程序代码
…
N30 G1 X...CHF=2(COSα∗2) FRC=100 ;设倒角宽度为2mm(https://www.xing528.com)
N40 G1 X..Y....
…
例2 两条直线之间的倒圆,倒圆半径为2mm,倒圆进给率为150mm/min。
程序代码
…
N30 G1 X...RND=2 FRC=150
N40 G1 X..Y....
…
例3 直线和圆弧之间的倒圆。在任意组合的直线和圆弧轮廓段之间可通过RND功能以切线添加一个圆弧轮廓段。
倒圆半径为2mm,倒圆进给率为150mm/min,如图3-35所示。
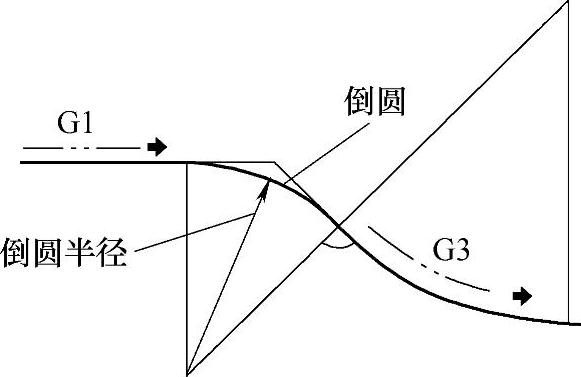
图3-35 直线和圆弧之间的倒圆
程序代码
…
N30 G1 X...RND=2 FRC=150
N40 G3 X...Y...I...J...
…
例4 模态倒圆,用于工件边缘去毛刺。
程序代码 注释
…
N30 G1 X...Y...RNDM=2FRCM=250
;激活模态倒圆。倒圆半径为2mm,倒圆进给率为250mm/min
N40…
N120 RNDM=0 ;取消模态倒圆
…
例5 接收上一程序段的工艺信息。
设定机床参数:MD20201位0=1 从前一程序段导出倒角或导圆(推荐设置!)
程序代码 注释
N10 G0 X0 Y0 G17 F150 G94
N20 G1 X10 CHF=2 ;倒角N20~N30,F=150mm/min
N30 Y10 CHF=4 FRC=120 ;倒角N30~N40,FRC=120mm/min
N40 X20 CHF=3 FRC=200 ;倒角N40~N60,FRC=200mm/min
N50 RNDM=2 FRCM=160
N60 Y20 ;模态倒圆N60~N70,FRCM=160mm/min
N70 X30 ;模态倒圆N70~N80,FRCM=160mm/min
N80 Y30 CHF=3 FRC=100 ;倒角N80~N90,FRC=100mm/min
N90 X40 ;模态倒圆N90~N100,FRCM=160mm/min
N100 Y40 FRCM=0 ;模态倒圆N100~N120,F=100mm/min
N110 S1000 M3
N120 X50 CHF=4 G95 F0.2 FRC=0.1 ;倒角N120~N130使用G95FRC=0.1mm/r
N130 Y50 ;模态倒圆N130~N140,F=0.2mm/r
N140 X60
…
M02
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。