



以M24×1.5-7H深30mm的螺纹孔为例,介绍铣削螺纹的编程方法。如图3-37所示,加工条件:已经完成螺纹底孔的加工,使用刀具为ϕ12mm单刃螺纹铣刀。
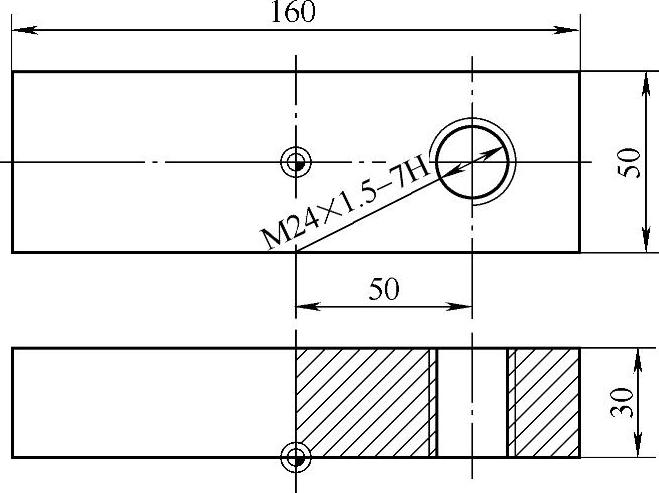
图3-37 铣削螺纹孔
(1)使用G02/G03指令铣削螺纹
1)编程示例。G02/G03指令配合“TURN”指令使用,除完成圆柱形零件外轮廓及内轮廓的加工外,还可以利用此指令铣削螺纹。
程序代码 注释
LUOWEN1.MPF ;程序名称
N02 T1 M6 ;调用刀具
N04 G17 G0 G90 G64 G54 ;赋系统初值、主轴转速,主轴正转
N06 D1 Z50 S700 M3 F1000 M8 ;调用刀具补偿,抬刀,打开切削液
N08 X50 Y0 ;定位到螺纹孔的中心位置
N10 Z1.5 ;下刀至工进平面
N12 G41 G1 X62 Y0 ;调用刀具半径补偿,直线切入
N14 G2 X62 Y0 Z-31.5 I=-12J0 TURN=21 ;顺时针完成螺旋线插补
N16 G40 G0 X50 Y0 ;撤销刀具半径补偿
N18 G0 Z50 M9 ;抬刀,切削液关闭
N20 M5 ;主轴停止
N22 M02 ;程序结束
2)编程说明
①N14行中X_Y_Z_为螺纹的终点坐标,I_J_K_为螺旋线轴心坐标。
②N14行中TURN为螺旋线的整圈数。
注意:如果螺旋线插补的圈数刚好为整数圈N时,则编程中TURN=(N-l);如果螺旋线插补的圈数为非整数圈时,则编程中TURN=N,即舍去小数部分。例如螺旋线插补的圈数为8.9圈,则编程中TURN=8。如果螺旋线导程有要求,则螺旋线的长度必须与插补圈数相匹配。
本例螺旋线的长度为33mm,故合计33/1.5=22个螺距,为整数圈,则TURN=22-1=21。(https://www.xing528.com)
(2)使用“子程序”铣削螺纹
1)编程示例。螺纹孔图样与加工条件同上。
程序代码 注释
LUOWEN2.MPF ;主程序名称
N02 T1 M6 ;调用刀具
N04 G17 G0 G90 G54 ;赋系统初值
N06 S700 M3 F1000 ;设定主轴转速,主轴正转
N08 X50 Y0 ;定位到螺纹孔中心位置
N08 D1 Z50 M8 ;进刀至指定位置,切削液打开
N10 Z1.5 ;下刀至工进平面
N12 G41 G1 X62 Y0 ;调用刀具半径补偿,直线切入
N14 LW P23 ;调用子程序LW.SPF计23次
N16 G40 G1 X50 Y0 ;撤销刀具半径补偿
N18 G0 Z50 M9 ;抬刀,切削液关闭
N20 M5 ;主轴停止
N22 M02 ;程序结束
LW.SPF ;子程序名称
G2 X62 Y0 Z=IC(-1.5)I=-12 J0 ;螺旋下刀
RET ;子程序返回
2)编程说明
①加工程序使用子程序编写,可以增加程序的可读性,也便于修改螺孔尺寸。
②使用IC(增量编程)指令,可以避免子程序编程中由于切换G90/G91导致的错误。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。