



(1)指令功能 在铣削加工中可采用更实用的每齿进给量编程来代替旋转进给率编程。如图4-11所示。
通过激活刀具补偿数据组的刀具参数 $TC_DPNT[T(刀号),m(齿数)](只读参数),控制系统根据每个运行程序段中可编程的每齿进给量计算生效的旋转进给率
F=FZ∗$TC_DPNT[T,m]
式中 F——旋转进给率(mm/r或in/r);
FZ——每齿进给量(mm/z或in/z);
$TC_DPNT——刀具参数,刀具的齿数/z。
编程的每齿进给量保持模态有效,仅在轨迹上生效,不受换刀影响,也不管是否选择了刀具补偿数据组。换刀和选择或取消刀具补偿数据组会重新计算当前生效的旋转进给率。
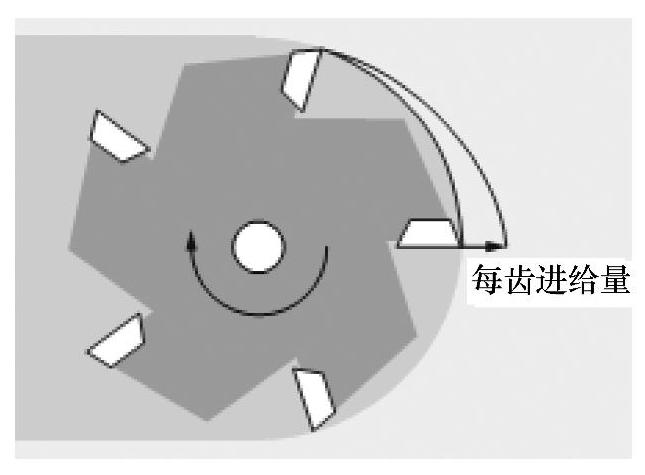
图4-11 每齿进给量FZ
(2)编程格式
G95 FZ=...
(3)指令参数说明
G95:进给方式(旋转进给率),单位为mm/r或in/r。
FZ:每齿进给速度(模态),使用G95激活。单位为mm/z或in/z。
(4)编程示例
例1 刀具名称为“3”,具有5个齿的立铣刀($TC_DPNE=5)的FZ编程方法。
程序代码 注释
N10 T="3"M6 ;切换刀具
N20 D1 ;激活刀具补偿数据组
N30 M3 S500 ;主轴转速为500r/min
N40 G1 X100 F200 ;在G94状态下进给
N20 G1 G95 FZ=0.2 ;每齿进给量为0.2mm/z
N50 X0 ;生效的旋转进给率:F=0.2mm/z×5z/r=1mm/r
或F=1mm/r×200r/min=200mm/min
…
经过测试,上述程序中X方向正反两次运行相同长度的时间是一样的。
例2 在G95 F...和G95 FZ...间切换。
程序代码 注释
N10 T="1"M6
N25 M3 S100 D1(https://www.xing528.com)
N30 G0 X100 Y50
N40 G1 G95 F0.1 ;G95 F方式,旋转进给率0.1mm/r生效
…
N140 X20
N150 G0 Z100 M5
N160 T3 M6 ;切换为5齿铣刀( TC_DPNT=5)。
TC_DPNT=5)。
N170 M3 S300 D1
N180 G0 X22
N190 G1 X3 G95 FZ=0.02 ;切换至G95FZ方式,每齿进给量0.02mm/z生效
…
例3 后续换刀的FZ与旋转进给率。
程序代码 注释
N10 G0 X50 Y5
N20 G1 G95 FZ=0.03 ;每齿进给量0.03mm/z
N30 M6 T="10" D1 ;切换为4齿铣刀($TC_DPNT=4)
N30 M3 S100
N40 X30 ;生效的旋转进给率为0.12mm/r
N50 G0 X100 M5
N60 M6 T="40" D1 ;切换为5齿铣刀($TC_DPNT=5)
N70 X22 M3 S300
N80 G1 X3 ;FZ模态有效为0.03mm/z,旋转进给率为0.15mm/r
…
(5)编程注意事项
1)G95和FZ指令可一同或分别在程序段中设定。可采用任意的设定顺序。
2)在G95F...(旋转进给率)和G95FZ...(每齿进给量)之间切换时,将删除不生效的进给值。
3)后续的换刀或主主轴切换必须由用户通过相应的设定实现,比如重新设定FZ。
4)重新选择G95(激活G95)没有作用(当没有设定F和FZ间的切换时)。
5)G95未激活时也可设定FZ,但此设定不生效并会在选择G95时被删除。即在G93、G94和G95间切换时,FZ值也会像F值一样被删除。
6)和轨迹几何形状(直线、圆弧)一样,工艺要求例如顺铣或逆铣、端铣或柱面铣削等都不会被系统自动考虑。设定每齿进给量时必须考虑到这些参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。