



答:电动机修理装配滚动轴承常用以下四种方法。
1)手锤敲击金属棒法 用手锤通过金属棒打击轴承的圈(向轴颈装配)或外圈(向端盖轴承室装配),虽然边打边转动金属棒在轴承圈上的受力点,但轴承受力也是不均匀的。
2)手锤敲击垫圈法 将金属棒改为垫圈垫在轴承内圈或外圈上,用手锤敲打垫圈,这样做比第一种方法稍好,但并未解决轴承受力不均问题。
3)冷压法 将轴承上面的垫圈放在电动或手动的压力机上,将轴承压入轴颈或端盖轴承室内。
4)热套法 将轴承加热,然后进行装配。
上述1)、2)种方法在乡镇企业的电动机修理单位最常见,这是不允许使用的装配方法,因为采用这种方法会把合格的轴承敲打成废品,是属于破坏性的操作。3)、4)种方法是在设备较完善的修理单位常见的方法。这两种方法以热套法最好,冷压法次之。如果原来是热套装轴承,改冷套法时会造成轴承发热、噪声和振动增大。热套法在加热时变形最小、加热均匀,得到一定的装配间隙,很容易套入轴颈,不会损伤转轴和轴承表面的配合精度。另外,对于全封闭式轴承在加热时使轴承内润滑脂受热后可均匀地附着在滚动体和内外圈跑道表面,电动机在起动时可减少起动时的干摩擦和噪声。加热方法最好在烘箱内加热,或在感应铁心式轴承加热器上加热,不用油煮加热,因为油煮时会把矿物油渗入到轴承内部与润滑脂混合,使润滑脂变质,即便是密封式轴承,矿物油也会经密封圈渗入内部。加热温度应控制在120℃以内,因为润滑脂不许超过120℃,否则会流出,另外轴承在高温下(比如超过200℃),轴承钢中残余奥氏体向马氏体转变,将导致轴承内外圈的圆周长度增长,从而引起振动,轴承退火又会引起硬度降低。
通过垫圈冷压轴承的缺点:①润滑脂不能均匀地分布在轴承内部各表面上,造成滚动体与跑道表面干摩擦,引起轴承发热和噪声。②因冷压入,不像热套法有装配间隙,所以将轴承压入轴颈或端盖轴承室时,使其配合精度遭受破坏。③在压入轴颈时,使轴承内圈受力,此力通过滚动体传给轴承外圈,使轴承内圈跑道表面的原始波纹变劣,同时使轴承径向游隙的不均匀度增大,使电动机噪声增大。(https://www.xing528.com)
严禁用手锤敲击法的原因:当用手锤敲击金属棒或垫圈时,使轴承内圈跑道和滚动体受冲击力,使轴承内跑道的波纹度和粗糙度变坏,使电动机运行时增大噪声和轴承发热。另外,轴承与轴颈之间也发生冲击力,轴承内圈(或外圈)受力不平衡,使轴颈表面(或轴承室表面)遭受损伤,影响配合精度,轴承遭受冲击力情况如图3-22所示。轴颈遭受冲击力情况,如图3-23所示。
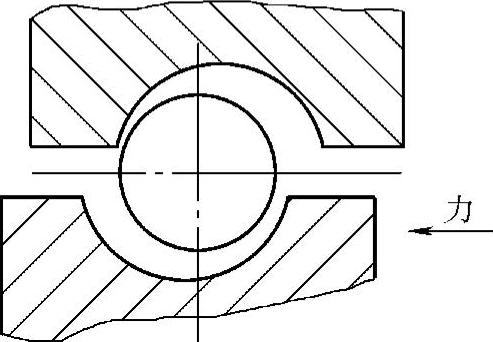
图3-22 轴承遭受冲击力的情况
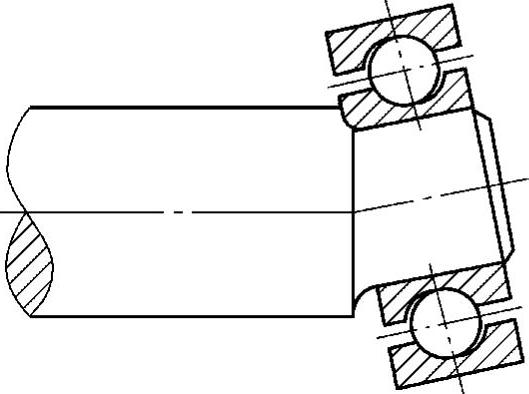
图3-23 轴颈遭受冲击力的情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。