



直流电动机各排电刷之间的距离、主极之间和换向极之间距离应力求相等。因为刷距和极距不等则会造成各排电刷下被短路的元件在磁场中的位置不一样,换向极磁场和换向元件电抗电势波形不重合,造成电磁上的不对称,各个刷架下火花不等会使电动机换向不正常。
(1)刷距检查与调整 刷距允许误差通常为±0.5mm,一般用铺纸等方法来检查和调整。方法如下:首先将电动机上一排刷架电刷位置调整好,使这排电刷边缘正好与一个换向片边缘相重合,然后在换向器表面铺一张纸,在接缝处做好搭接标记后取下,将纸以极数进行等分。划好等分线后,再铺在换向器上,使调整好刷焊和刷握垫片,使每个刷架刷握中电刷的边缘正好压在一条等分线上,再将全部电刷落下,电刷边缘与等分线的距离就是刷距等分的误差,如将全部电刷按等分线调整,则可以纠正刷距误差。应该注意,在调整刷杆和刷握垫片时,应使刷握离换向器表面距离符合要求。
(2)极距检查与调整 由于磁极固定螺钉在运行后松动,极距分布将出现误差,极距允许误差为±0.75mm。极距较准确的测量一般采用磁极极靴上划中心线,再用游标卡尺和卡钳等进行测量,可以得到较精确的结果。当电动机装配完后,电枢不能抽出的情况下,可以用卡钳测量极靴边缘之间的距离,也可以测量出极距等分误差。
(3)气隙检查与调整 直流电动机各主极和各换向极与电枢间气隙δ必须均等,如气隙不均,则各极下磁阻不等,在相同的励磁磁势下,磁通量不相等,在部分刷架下火花就会较大。同时,由于主极下磁通量不等,还将出现电枢绕组内环流和单边磁拉力,当电动机运行后,由于机座变形、轴承磨损等原因,均会出现气隙不均问题。
为使定子和电枢间的空气隙沿圆周各点均匀,设计规定允许偏差如下:
δ≤3mm Δδ为±10%
δ>3mm Δδ为±5%
气隙测量可采用如图4-11所示方法:
1)用塞尺测量。通常用于δ<10mm小型电动机情况,如图4-11a所示。(https://www.xing528.com)
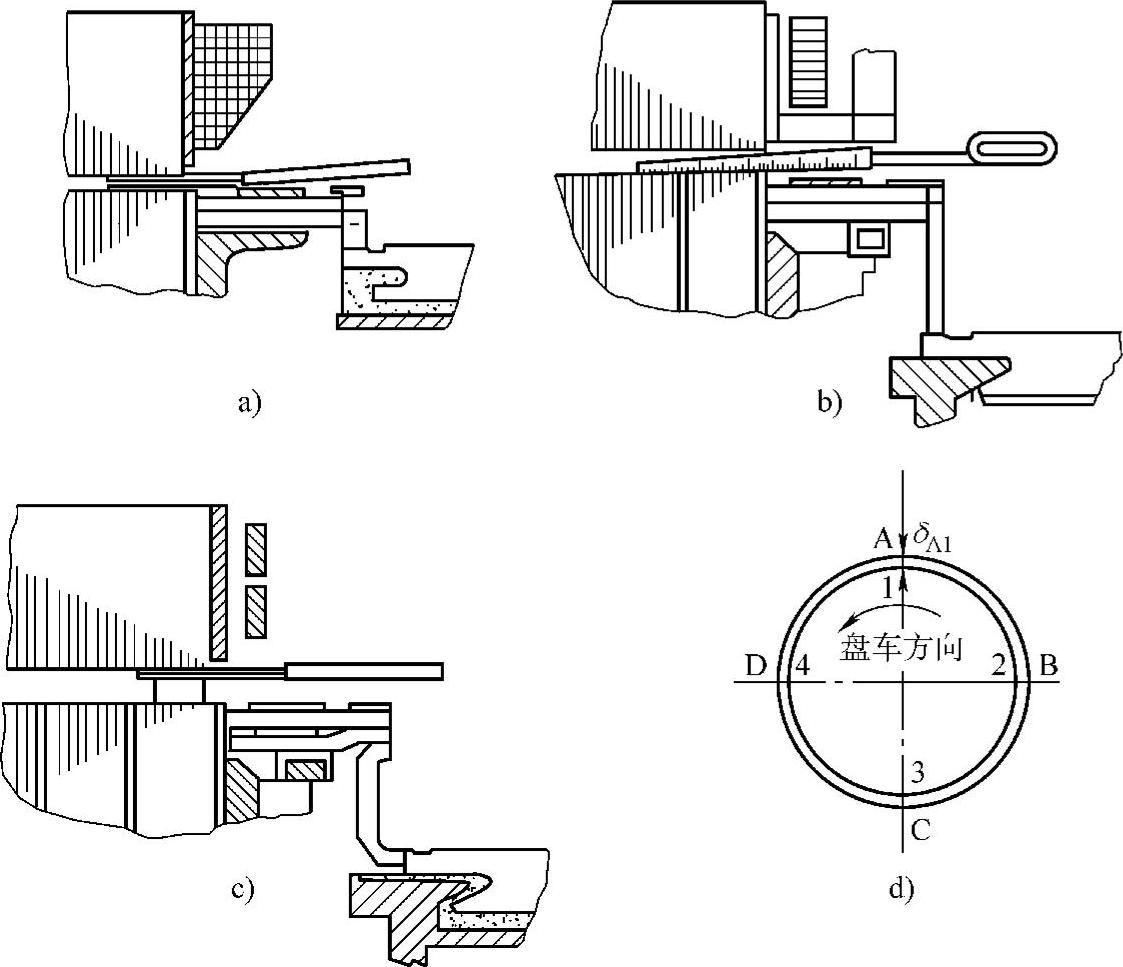
图4-11 直流电动机气隙测量方法
a)塞尺检查 b)专用气隙斜尺 c)垫块和塞尺测量
d)盘车测量示意图
2)用专用气隙斜面塞尺测量。通常用于δ=5~15mm气隙允许的电动机中,测量比较方便,如图4-11b所示。
3)用气隙垫块和塞尺测量 气隙垫块可以加工成固定厚度,再用塞尺测量垫块和极靴之间的气隙值,如图4-11c所示。这种方法通常用于气隙较大的电动机。
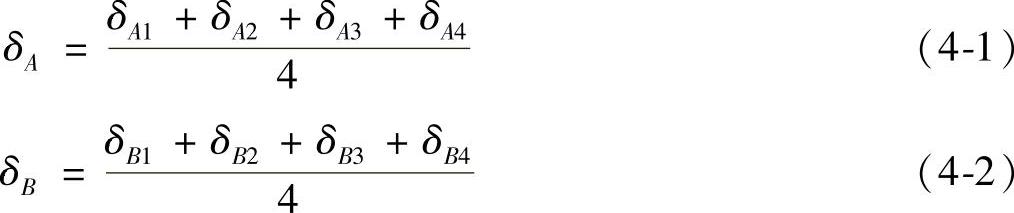
气隙测量时应注意以下几点:①极靴和电枢表面漆膜必须刮去,测量处必须直接接触电枢和极靴叠片。②对于大中型直流电动机,要防止铁心不圆度和转轴弯曲造成气隙值偏差,为得到准确的气隙平均值,应将转子位置每次盘车90°,共4次,在相同的位置每次测量气隙,平均气隙值可以用下列公式计算:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。