



一、工艺准备
1.分析图样
图1-25所示为高精度空心轴,材料为45钢,热处理调质250HBW。主要技术要求分析如下:
-0.005
1)外圆φ45-0.005-0.01mm的表面粗糙度值为Ra0.1μm,为低表面粗糙度值要求。
2)φ350-0.01mm、φ400-0.01mm、φ47+0.027+0.010mm内孔对外圆的同轴度公差为φ0.004mm。
3)台阶面的垂直度公差为0.003mm。表面粗糙度值为Ra0.8μm。
4)距离尺寸分别为21+0.200mm、(133±0.01)mm、13+0.3+0.1mm、(98±0.05)mm、(11±0.01)mm。
2.磨削工艺
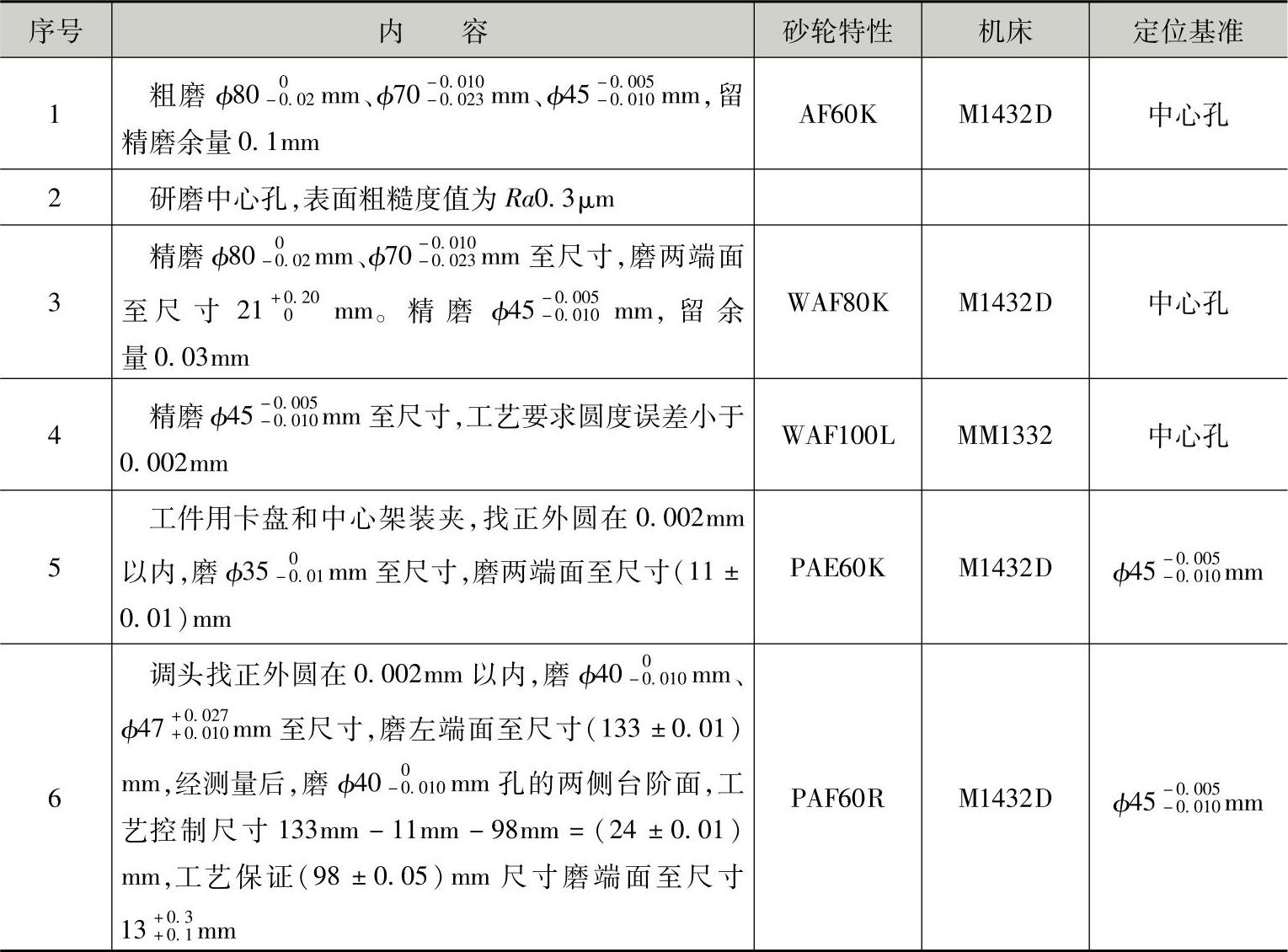
高精度空心轴的磨削工艺分析见表1-16。工件毛坯为热轧圆钢,经热处理调质后,由车削作粗加工,相关的各尺寸留磨削余量,由磨削作精加工至图样要
求。零件的主要技术问题是φ350-0.01mm、φ400-0.01mm、φ47+0.027+0.010mm内孔对外圆的同轴度公差要求。磨削时要设法减小定位误差。图样中的(98±0.05)mm尺寸较难测量,故改换测量基准,并以尺寸(133±0.01)mm、(11±0.01)mm、(98±0.05)mm和新的测量尺寸组成的尺寸链及计算求得新尺寸为(24±0.01)mm,工艺保证(98±0.05)mm尺寸。
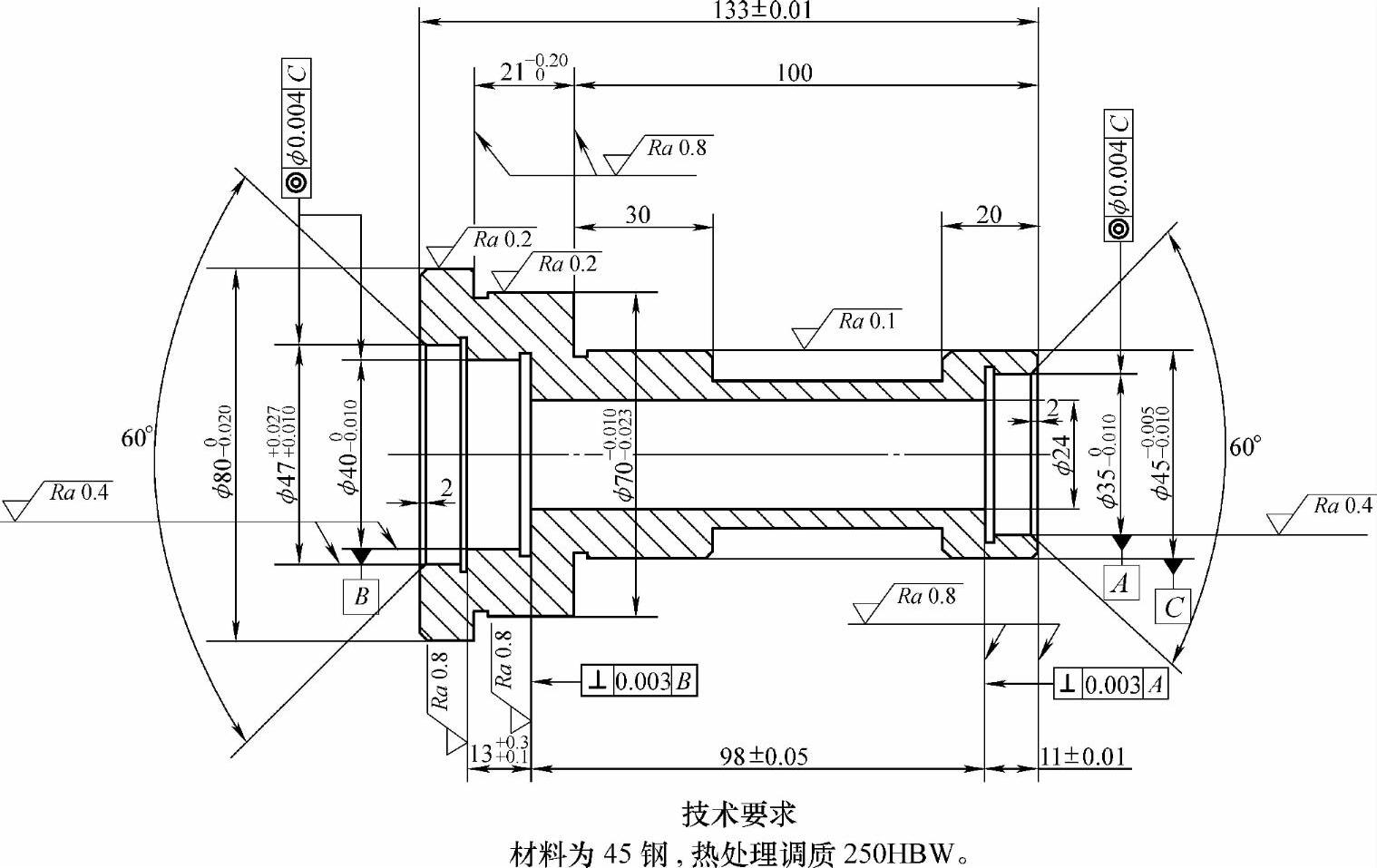
图1-25 高精度空心轴
表1-16 高精度空心轴的磨削工艺分析表
3.工件的定位夹紧
外圆磨削时工件用两顶尖装夹。由于工艺基准为60°锥角,故接触面积较大,要使用大头顶尖。内圆磨削时工件用中心架和单动卡盘装夹。操作时要使中心架支承中心与头架主轴中心等距。工艺基准φ45-0.005-0.010mm的圆度,工艺要求小于0.002mm,以满足内圆的同轴度公差要求。
4.选择砂轮
外圆磨削砂轮特性:AF60K、WAF80K、WAF100L。
内圆磨削砂轮特性:PAF60K。
5.选择设备
选择万能外圆磨床M1432D,精密外圆磨床MM1332。(https://www.xing528.com)
二、工件磨削步骤及注意事项
1)粗磨φ800-0.02mm、φ70-0.010-0.023mm、φ45-0.005-0.010mm,留精磨余量0.1mm。
2)研磨中心孔。
3)精磨φ800-0.02mm、φ70-0.010-0.023mm至尺寸。
4)磨两端面至尺寸21+0.200mm。
5)精磨φ45-0.005-0.014mm,留余量0.03mm。
6)在精密外圆磨床上精密磨削φ45-0.005-0.010mm至尺寸。工艺要求圆度小于0.002mm。
7)内圆磨削φ350-0.010mm至尺寸。工件用卡盘和中心架装夹,找正外圆在0.002mm以内,磨削φ350-0.010mm。
8)磨两端面至尺寸(11±0.01)mm。
9)调头找正外圆同轴度误差在0.002mm内,磨φ400-0.010mm、φ47+0.027+0.010mm至尺寸。
10)磨左端面至尺寸(133±0.01)mm。
11)磨两端面分别至13+0.3+0.1mm、(24±0.01)mm。其中(24±0.01)mm为(98±0.05)mm的工艺尺寸。垂直度误差小于0.003mm。
注意事项:
1)外圆磨削的工艺基准接触面大,注意中心孔的研磨及磨削时润滑中心孔,防止磨损中心孔。
2)工件用两顶尖装夹时,尾座顶紧力大小要适当。
3)精密磨削时,如发现工艺基准60°圆锥变形,需再研磨工艺基准心孔。
4)工件用中心架和单动卡盘装夹时,使中心架支承中心与头架主轴中心等高度误差在0.01mm以内。
5)调头磨削内孔时,使卡爪调整误差方向一致,以减小工件的同轴度误差。
三、精度检验及误差分析
同轴度的精度检验是:把工件外圆放在V形块上,用指示表测量内孔,指示表的偏摆量即为同轴度误差。
影响同轴度误差的因素有两项:一是φ45-0.005-0.010mm外圆的圆度误差;另一因素是单动卡盘的找正误差以及头架主轴的径向圆跳动误差。因此,工艺上要提高φ45-0.005-0.010mm的圆度公差精度,同时要使调头磨两端孔时的调整误差方向一致,定向找正,以减小误差,满足加工精度要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。