



M2945型单柱坐标磨床由上海第三机床厂制造,用于模具制造中。
1.M2945型坐标磨床传动系统(图2-28)
(1)主轴的行星传动 主轴的行星传动分手动、机动两种。磨圆孔时,离合器2啮合,永磁直流电动机1经齿轮降速后,传动主轴作行星旋转运动。手动时,由手轮10经蜗轮11、套9使主轴作正反向旋转,以磨削圆弧或扇形表面。主轴转速为20~225r/min。
(2)主轴往复运动 由气缸25驱动,液压缸用于调节运动速度。手动时,转动手轮21经齿条22带动主轴上下往复移动。
(3)砂轮径向进给 砂轮径向进给可通过传动丝杠13实现。微进给则可由手轮6经齿轮轴4、螺母3压下推杆7,由于斜面作用,使杠杆产生微量摆动,砂轮则作径向进给。
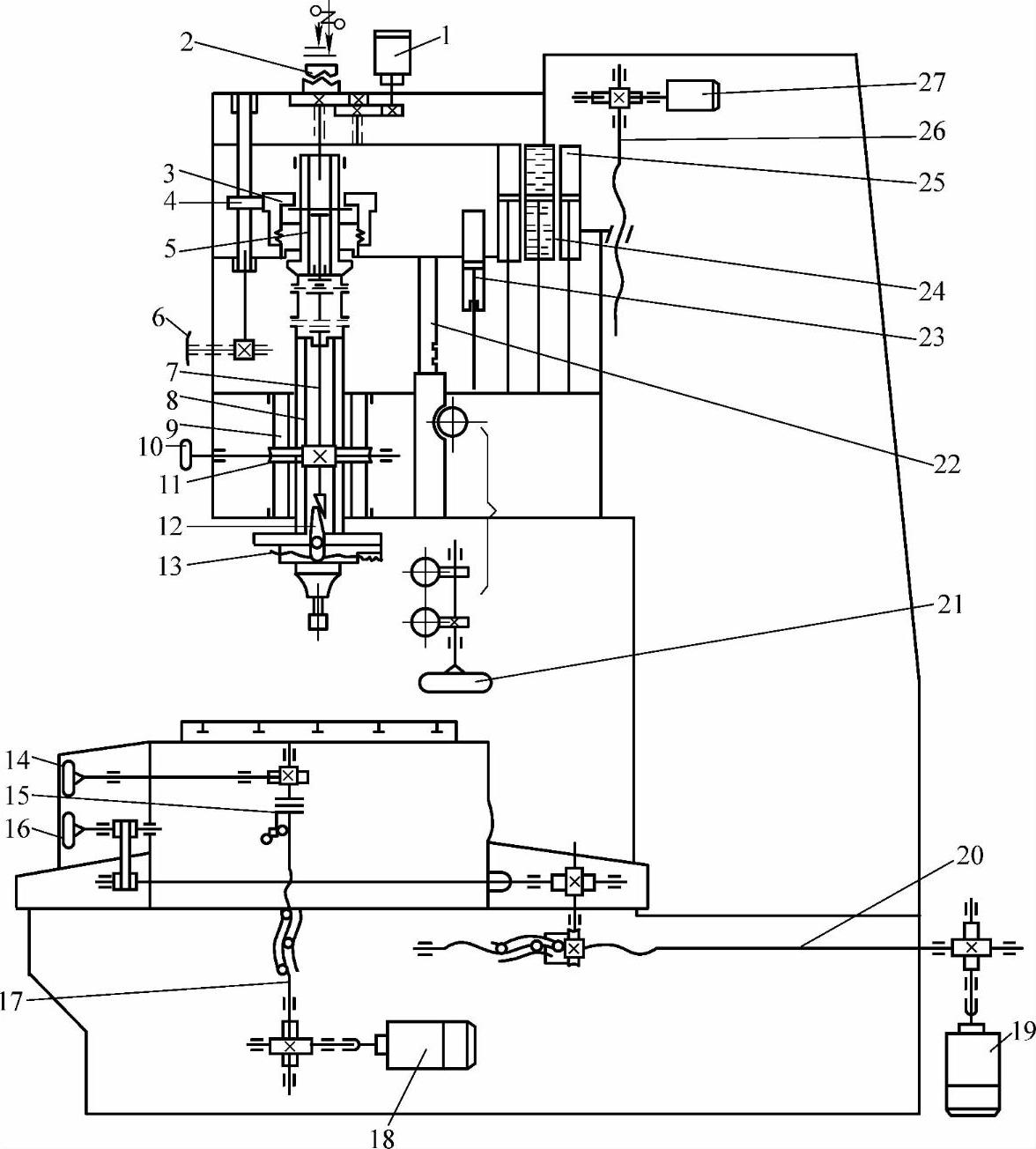
图2-28 M2945型坐标磨床传动系统
1—电动机 2—离合器 3—螺母 4—齿轮轴 5、9—套 6、10、14、16、21—手轮 7—推杆 8—主轴 11—蜗轮 12—压杆 13—丝杠 15—电磁离合器 17、20、26—传动丝杠 18、19—宽调速直流伺服电机 22—齿条 23、25—气缸 24—液压缸 27—电动机
(4)主轴箱升降传动 主轴箱升降由电动机27经蜗杆副传至传动丝杠26直接驱动。
(5)工作台x、y方向进给 工作台的纵向和横向分别由伺服电机18、19,传动丝杠17、20获得。啮合电磁离合器15,传动手轮14可使工作台纵向微调。转动手轮14,可微调工作台横向位置。工作台纵、横向行程分别为:600mm,400mm。
2.M2945型坐标磨床气液传动系统(图2-29)
(1)磨头的驱动 压缩空气经过滤器1,由调压阀2、开关阀15至风动磨头14,驱动砂轮高速旋转。
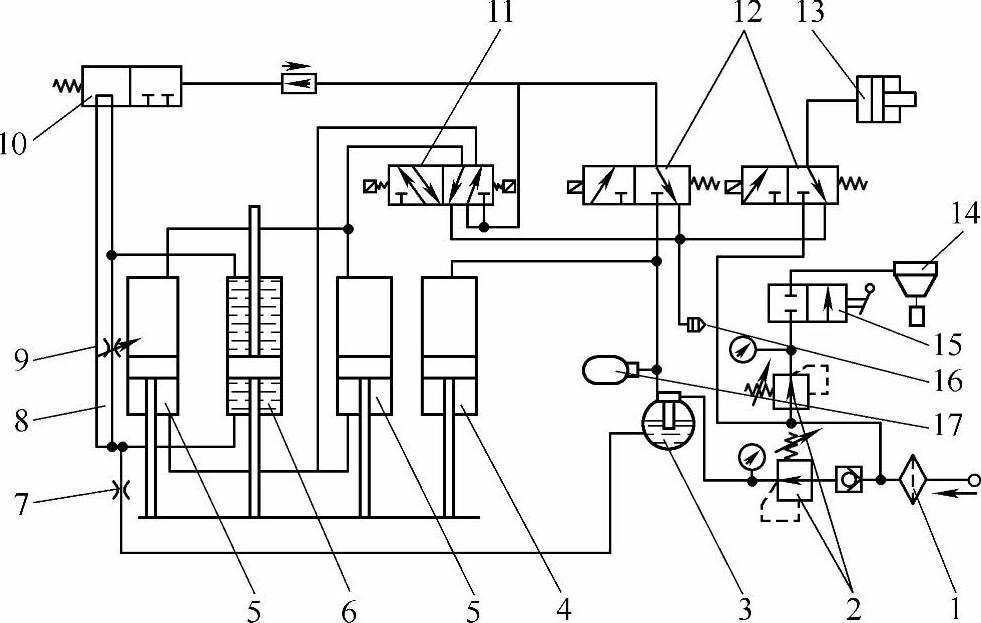
图2-29 M2945型坐标磨床气液传动系统
1—过滤器 2—调压阀 3—油雾补调器 4—平衡气缸 5—驱动气缸 6—随动液压缸 7—补油孔 8—油路 9—调速阀 10—旁通阀 11—二位五通阀 12—二位三通阀 13—夹紧缸 14—风动磨头 15—开关阀 16—消声器 17—气罐
(2)主轴系统往复传动 压缩空气经调压阀2、油雾补调器3至平衡气缸4和驱动气缸5。平衡气缸能平衡主轴与驱动机体的重力,使传动平稳。主轴系统往复由二位五通阀11经驱动气缸5实现。当气源进入旁通阀10时,切断油路且调节调速阀9,以改变随动液压缸6的油量,达到往复速度的调节。当旁通阀10通油时,可用手轮传动。
主转系统往复传动速度为0.05~3m/min。
3.M2945型高精度坐标磨床主要部件结构原理
(1)磨头 如图2-30a所示,磨头为气动透平式,可在6000~175000r/min范围内调速。压缩空气经进气口1至外壳3内,带动叶轮2高速回转。转轴4安装在一对轴承上并与叶轮2连接。按磨削需要可配置标准磨头、高速磨头和低速大功率磨头。可加工圆柱孔、锥孔及成形面,也可用展成法磨球面。在插磨方孔或键孔时,则可配置特殊插磨磨头(图2-30b)。
(2)主轴构件 如图2-31所示,主轴构件主要由主轴1、套2、蜗轮3、燕尾板4和微进给推杆5等组成。在燕尾板4上可安装磨头,且可调节磨头的中心位置,以磨削不同的孔径。经调节可磨最大内圆直径为φ260mm。
(3)坐标数显装置 坐标数显装置由高精度直线感应同步器和数显表组成,为工作台滑板移动的检测系统。数显分辨力为0.5μm,坐标数显装置能数字修正,检测精度高。操纵部分由电源开关、复位按钮、预置拨码按钮、拨码盘等组成。
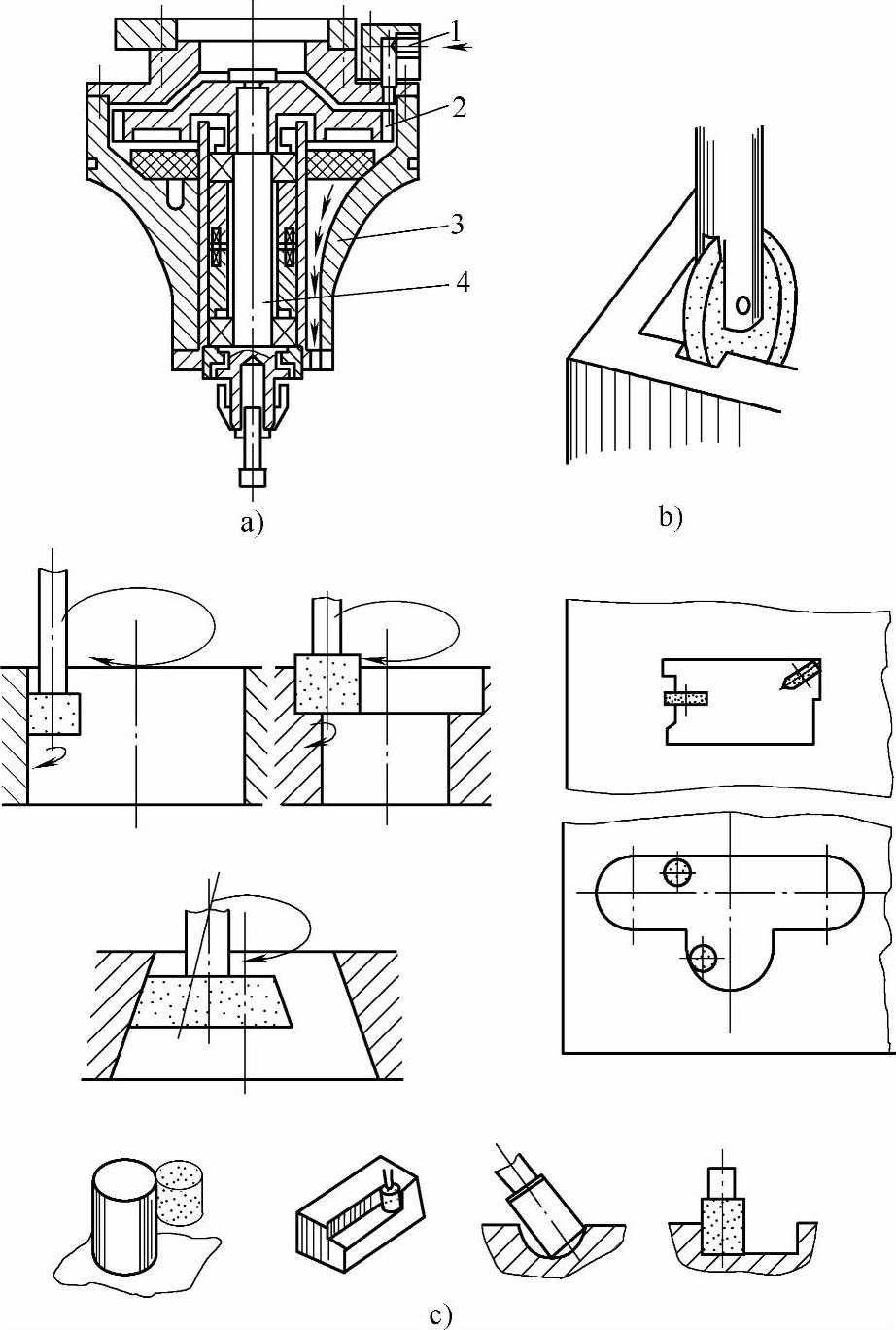
图2-30 磨头及其加工的表面
a)磨头 b)插磨磨头 c)加工的表面
1—进气口 2—叶轮 3—外壳 4—转轴
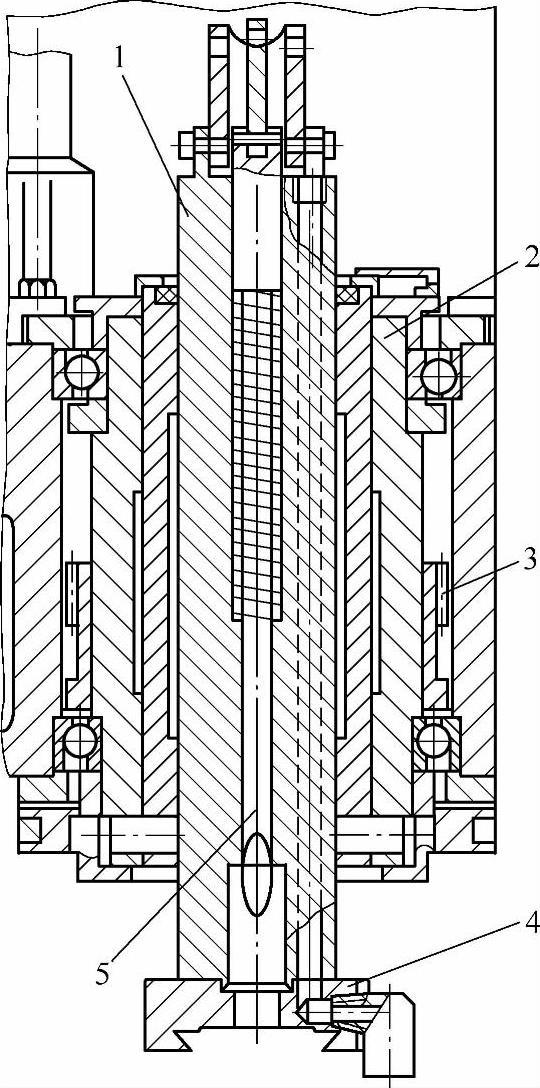
图2-31 主轴构件
1—主轴 2—套 3—蜗轮 4—燕尾板 5—推杆
(4)可倾工作台 使用可倾工作台可磨削空间斜孔。如图2-32所示,工作台角度按量块垫高数求得。量块垫高数按下式计算
x=122-8-Rsin(45°-α)
=114-50sin(45°-α) (2-1)
式中 x——量块垫高数(mm);
R——转台回转常数(R=50mm);(https://www.xing528.com)
114——转台常数(mm);
α——转台角度(°)。
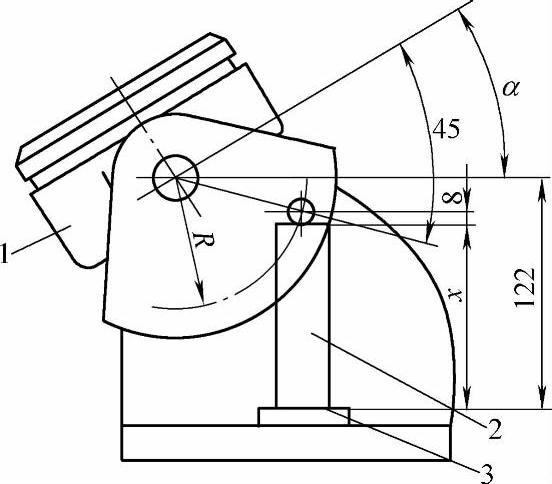
图2-32 可倾工作台转角调整
1—转台 2—量块 2—基准面
加工时,需将零件图中工件斜孔的定位尺寸,转换成坐标尺寸。如图2-33所示,坐标尺寸可按下式计算

式中 x1——斜孔坐标尺寸(mm);
D——工件直径(mm);
H——工件孔距(mm);
L——校正杆高度(mm);
α——斜孔角度(°)。
砂轮所需坐标尺寸应等于斜孔坐标尺寸。砂轮坐标位置可由校正杆测量、调整。如图2-34所示,将校正杆插入工作台中心的定位孔中,并将心轴装入主轴孔中,其调整尺寸按下式计算
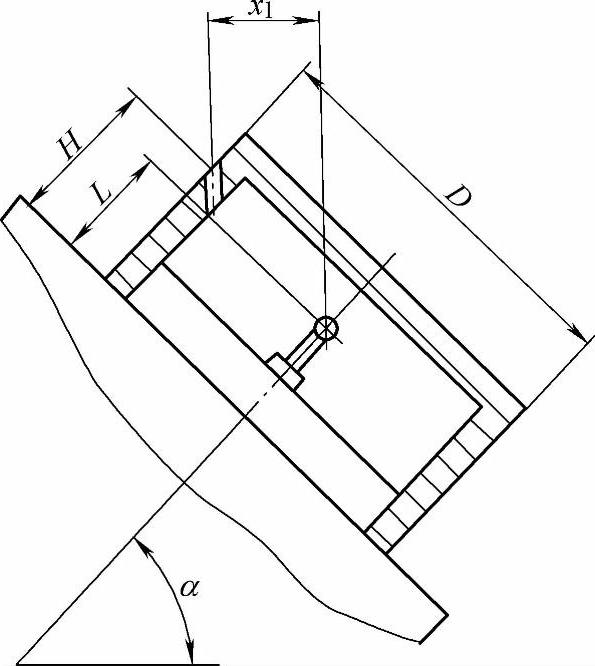
图2-33 坐标尺寸计算

式中 x2——坐标尺寸(mm);
D——心轴直径(mm);
H——量块尺寸(mm);
6——校正杆圆球半径(mm)。
按上述方法调整后,砂轮即可在坐标位置上磨削斜孔。
4.M2945型坐标磨床的操纵
图2-35所示为M2945型单柱坐标磨床操纵示意图。机床各部位的名称见表2-7。
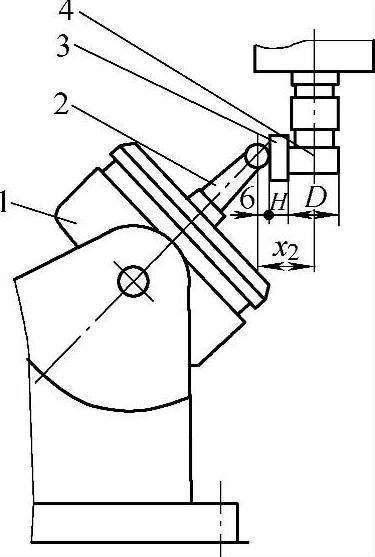
图2-34 砂轮坐标位置调整
1—转台 2—校正杆 3—量块 4—心轴
表2-7 机床各部位的名称

(续)
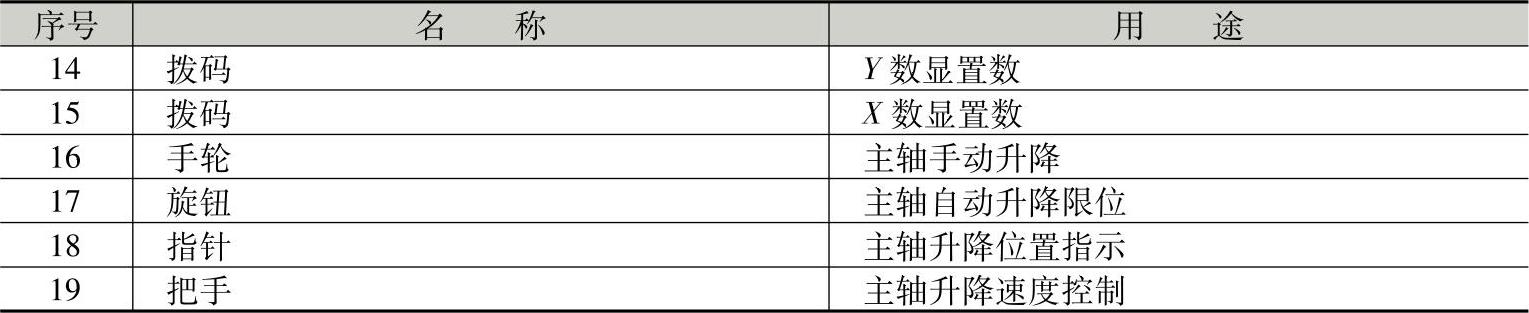
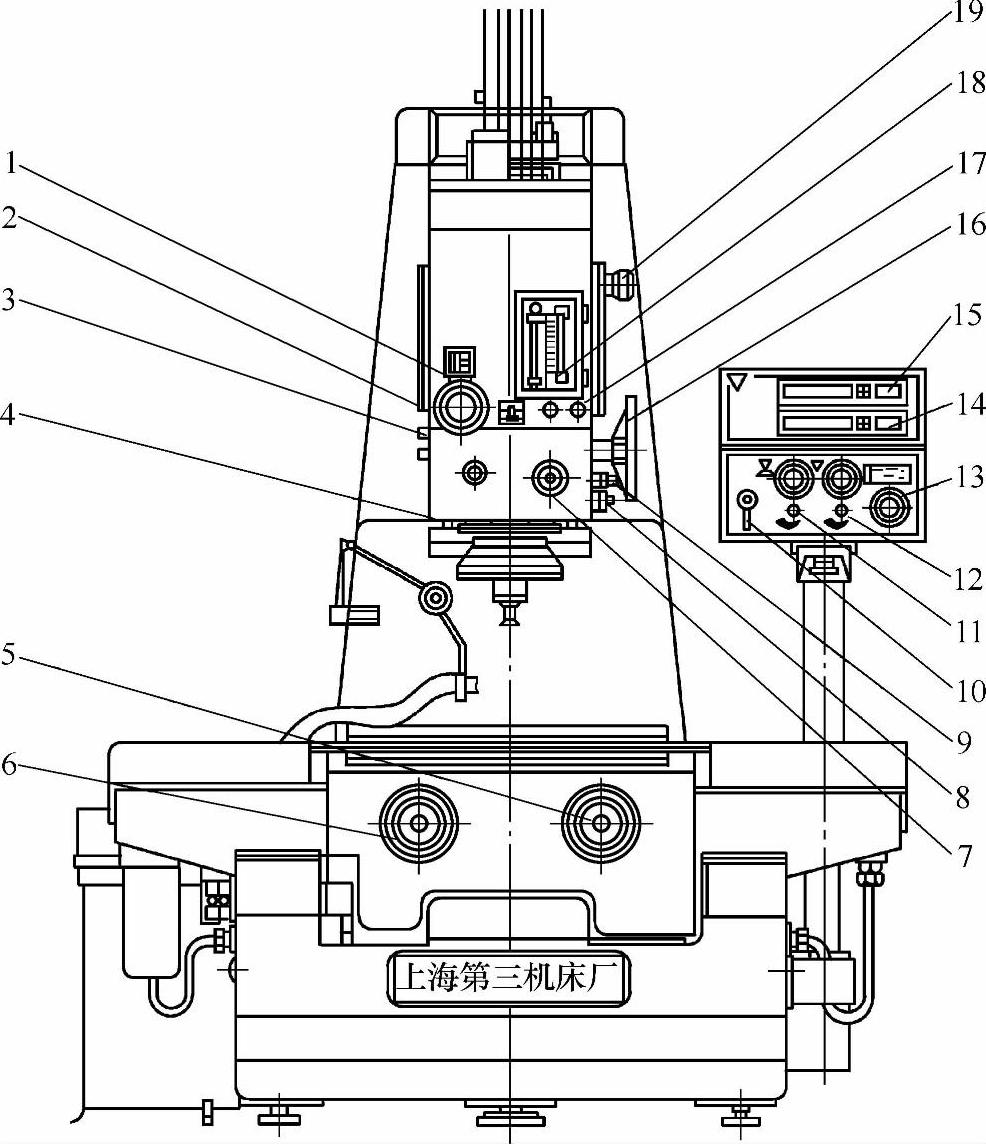
图2-35 M2945型单柱坐标磨床操纵示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。