



一、工艺准备
1.分析图样
图2-78所示为V形块,材料为45钢,热处理淬火48~50HRC。平面距尺寸为(35±0.01)mm、(60±0.01)mm、90mm,V形块夹角90°,半角为45°±5′。V形块标准圆直径为φ20mm,中心距尺寸为(45±0.01)mm。V形面的对称度公差为0.02mm,平行度公差为0.01mm。各面的平行度公差为0.01mm,垂直度公差为0.01mm。表面粗糙度值均为Ra0.8μm。
2.磨削工艺
V形块的加工工艺见表2-37。铣削留余量0.40~0.45mm。磨削工艺较复杂,各表面均需粗磨、精磨。先磨削六面体表面,然后再磨削V形槽至图样要求。
3.工件的定位和夹紧
工件装夹主要是使用电磁吸盘。磨垂直面和磨V形槽时,使用精密直角铁和正弦电磁吸盘。
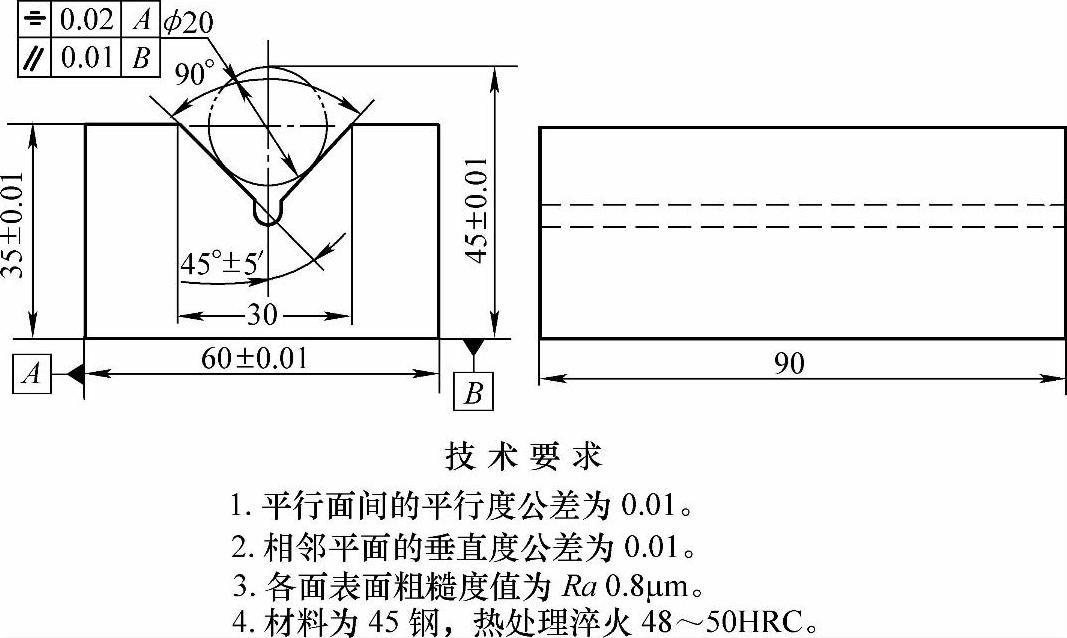
图2-78 V形块
表2-37 V形块的加工工艺

4.砂轮选择
选择砂轮特性为:WAF60K。
5.设备选择
选择机床为卧轴矩台平面磨床M7120D。
二、工件磨削步骤及注意事项
1)磨上、下平面至尺寸(35±0.01)mm。平行度公差为0.01mm。
2)磨左、右平面至尺寸(60±0.01)mm。工件用精密直角铁装夹,用C形夹头将工件装夹在直角铁上,如图2-79a所示。装夹时找正垂直的侧面位置。先磨出一个垂直面;另一面可以用已磨削的一面为基准,在磁性吸盘上装夹,磨削至精度要求。
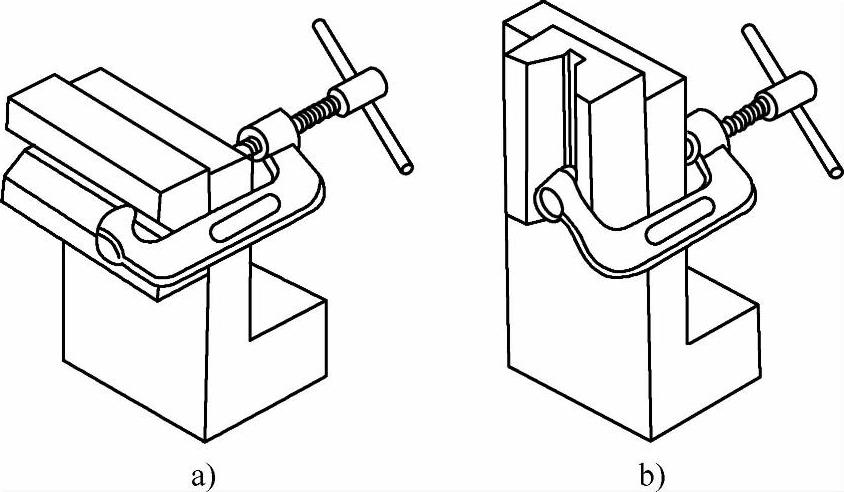
图2-79 用精密直角铁装夹
3)磨削前、后平面至精度要求。这两个平面与已磨削的上、下、左、右平面均应保持垂直。工件仍用精密直角铁装夹,如图2-79b所示。装夹时需用指示表找正工件的侧面使其与直角铁的平面的平行度误差在0.01mm内。磨好一个垂直面以后,另一面应以其为基准在电磁吸盘上磨削至尺寸(90±0.01)mm。
4)磨削V形槽。如图2-80所示,工件用正弦电磁吸盘装夹的方法。取正弦圆柱中心距L=200mm的正弦磁性吸盘,则量块的垫高数为
H=L×sinβ=200mm×sin45°=141.42mm
将量块垫在正弦圆柱下,并锁紧电磁吸盘。也可用90°V形导磁块装夹,如图2-81所示。使用时应使导磁块的隔磁片与电磁吸盘的隔磁层对准,以使其有较强的磁力将工件吸牢。(https://www.xing528.com)
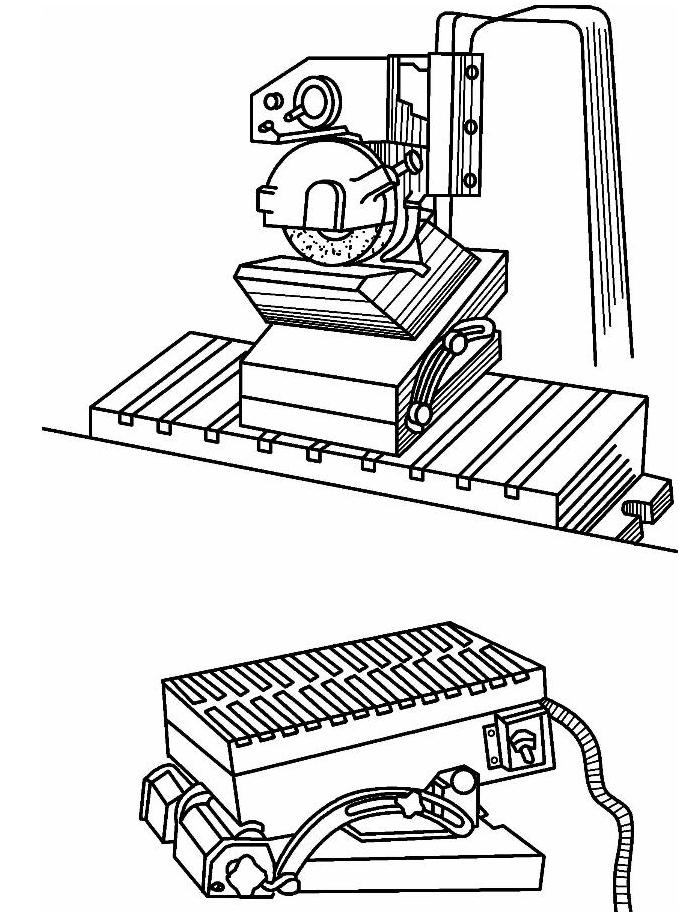
图2-80 用正弦电磁吸盘装夹工件
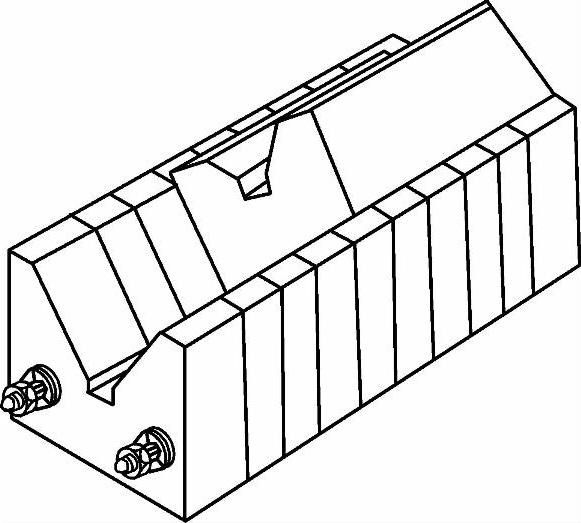
图2-81 用导磁块装夹工件
磨V形槽的标准圆中心尺寸至(45±0.01)mm。
注意事项:
1)装夹工件时,应清理电磁吸盘工作面和工件定位表面,并清理工件定位表面的毛刺。
2)粗磨时背吃刀量取0.02mm左右,留精磨余量0.05mm。两个面的余量应相同。
3)在精密直角铁上装夹时,注意清理直角铁工作面和工件定位表面。夹头的夹紧要稳固,要防止工件松动。
三、精度检验及误差分析
如图2-82所示,在精密平板上用指示表测量两平面间的平行度误差应小于0.01mm。
图2-83所示为测量垂直度的方法。在测量平板上固定一个圆柱棒,将工件的c面轻轻地靠向圆柱棒,并由指示表读数;再将工件转180°,使a面靠向圆柱棒,则指示表两个读数值的1/2,即为垂直度误差。同理可测量其他平面间的垂直度误差。垂直度误差应小于0.01mm。
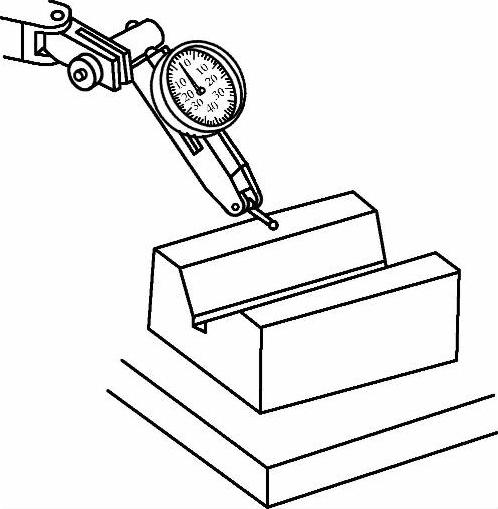
图2-82 测量平行度
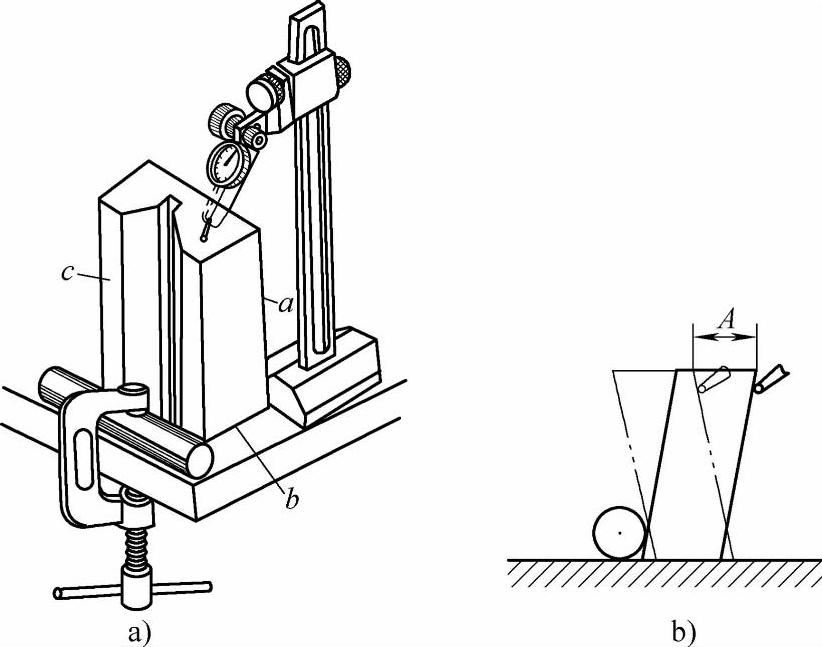
图2-83 测量垂直度
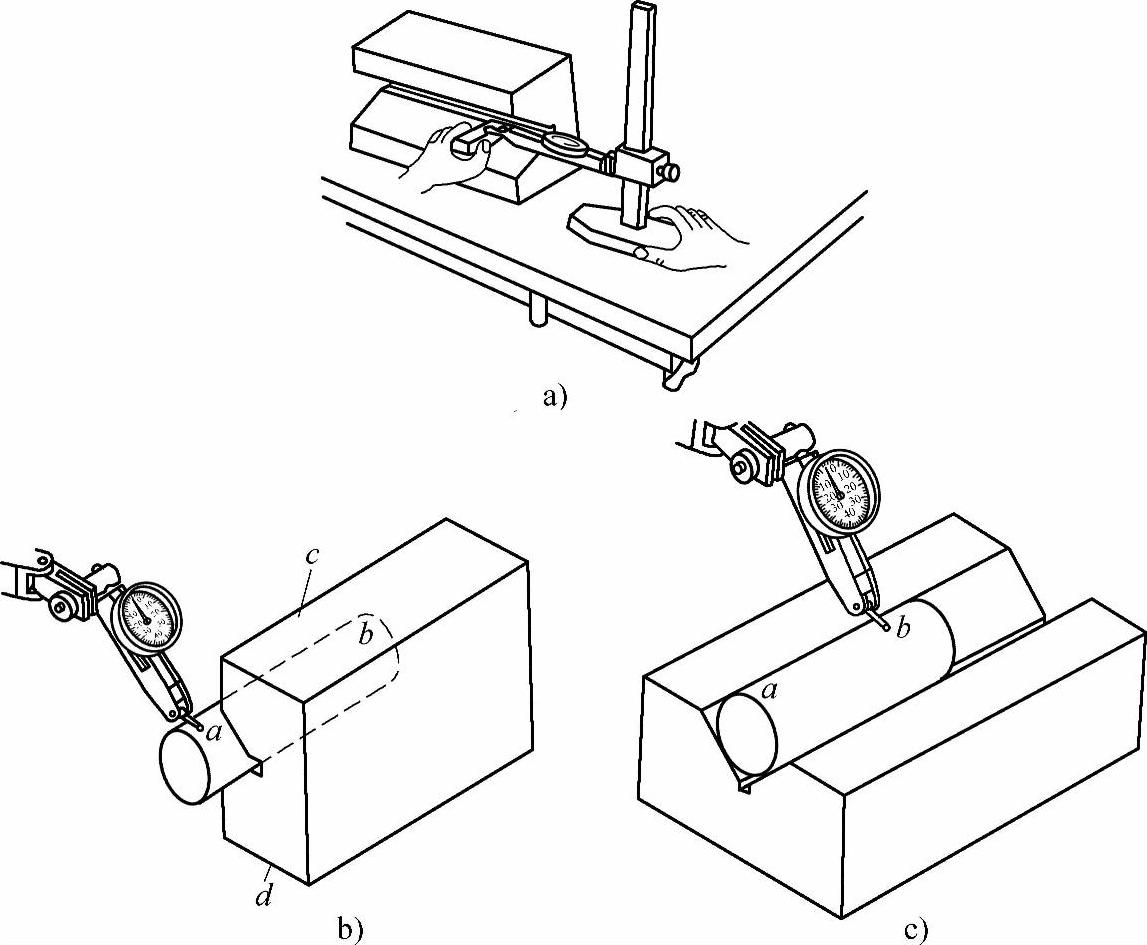
图2-84 测量V形槽
a)测量V形槽半角 b)测量V形槽的对称度 c)测量V形槽的平行度
图2-84所示为测量V形槽精度的方法。图2-84a所示为用角度块测量V形槽半角,指示表读数在全长内应小于0.01mm。图2-84b所示为测量V形槽的对称度的方法。测量时把心轴放在V形槽上,用指示表测量心轴a、b端读数,并反向以c面为基准测量,则指示表的读数差即为对称度误差,误差应在0.02mm内。图2-84c所示为测量平行度的方法。测量中心距尺寸时,可用量块比较法测量。
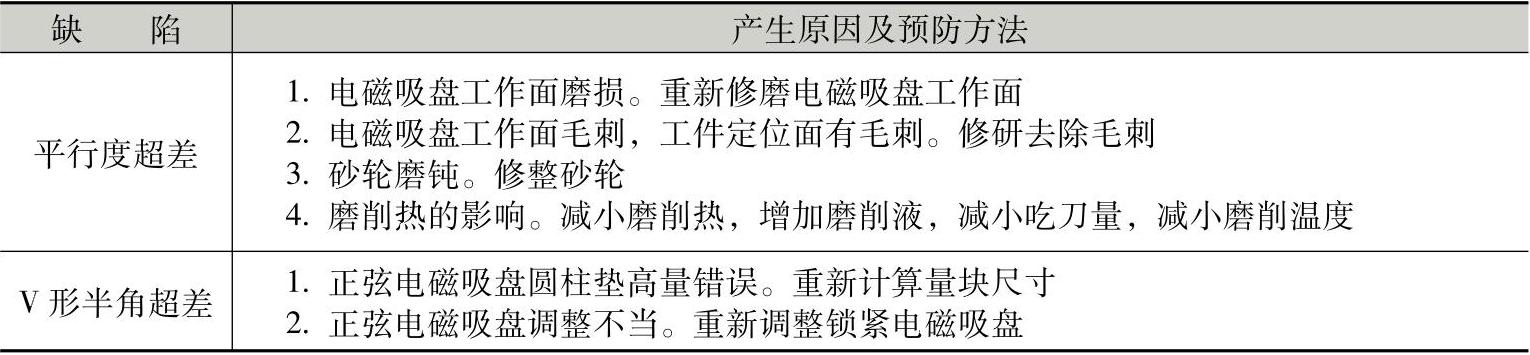
V形块磨削的缺陷及预防方法见表2-38。
表2-38 V形块磨削缺陷及预防方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。