



1.机床
数控技术的诞生源自于机床。机床是对金属或其他材料的坯料、工件进行加工,使之获得所要求的几何形状、尺寸精度和表面质量的机器,是机械制造业的主要加工设备。机床用来制造机器零件,它是制造机器的机器,故又称为工作母机。没有机床就不能制造机器,没有机器就不能生产工业产品,更谈不上发展经济,因此,机床是国民经济基础的基础。没有好的机床就制造不出好的机器,就生产不出好的产品,所以,机床的水平是衡量一个国家制造业水平和现代化程度、综合实力的重要标志。
由于加工方法、零件材料的不同,机床可分为金属切削机床、金属成型机床、木材加工机床、塑料成型机床等多种类型。金属成型机床是利用压力对坯料进行锻造、挤压、冲裁、剪切、弯曲等加工,使坯料获得所要求形状的机床,其生产效率极高,可用于大批量生产,但零件的尺寸精度和表面质量较难保证。木材加工机床、塑料成型机床多用于日常生活用品的生产,它同样具有高效、大批量生产的特点,但其零件的尺寸精度和表面质量一般低于金属切削机床。
金属切削机床是利用刀具或其他手段(如电加工、激光加工)去除坯料上的多余金属,从而得到具有一定形状、尺寸精度和表面质量工件的加工设备,它在工业企业中使用最广、数量最多,它是数控技术应用最为广泛的领域。按照我国最新的GB/T 15375—2008《金属切削机床 型号编制方法》对机床进行分类可得:利用刀具进行加工的钻镗铣类、车削类、磨削类、齿轮加工类、螺纹加工类、刨插拉锯加工类机床归属于金属切削机床;而利用其他手段加工的电加工类、激光加工类、超声波类、水切割类等归属于特种加工机床。
2.机床的控制
数控最初是为解决金属切削机床控制问题而研发的一种技术。在金属切削机床上,为了能够完成零件的加工,机床的控制主要包括以下三方面内容。
1)动作的顺序控制。机床对零件的加工需要一般需要有多个加工动作,加工动作的顺序有规定的要求,称为工序,复杂零件的加工可能需要几十道工序才能完成。因此,机床的加工过程,需要根据工序的要求,按规定的顺序进行。
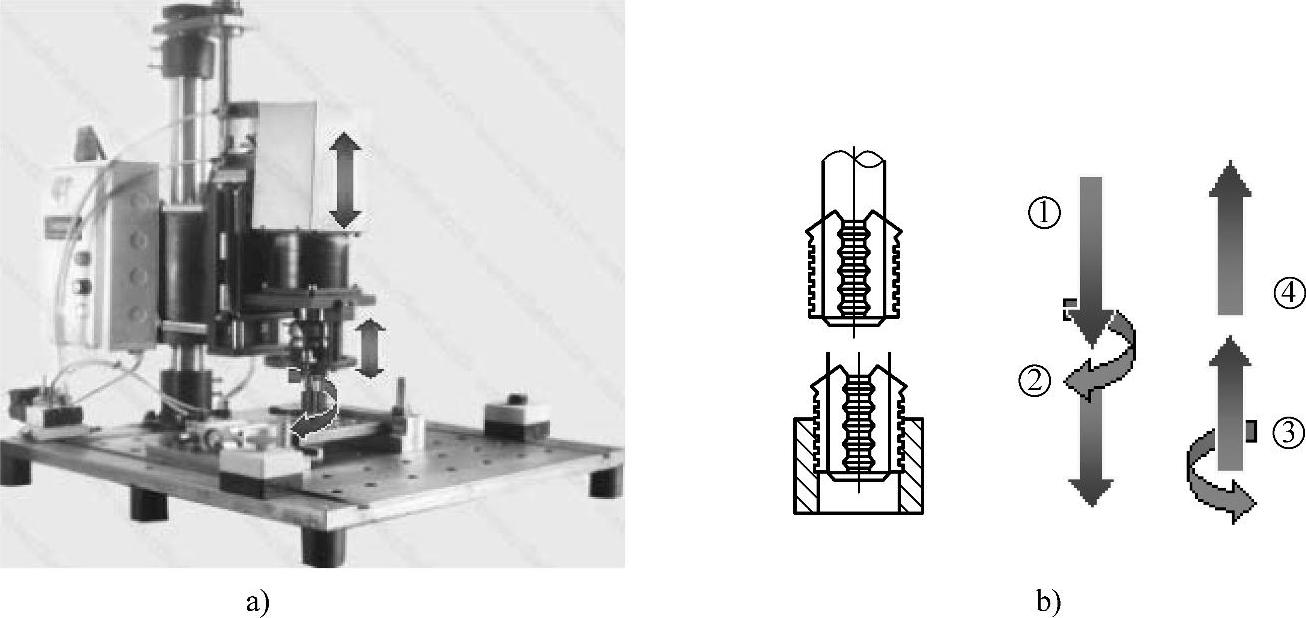
以图1.1-1所示的简单攻螺纹机为例,为了完成攻丝动作,攻丝机需要按照图1.1-1b所示的丝锥向下接近工件→丝锥正转向下加工螺纹→丝锥反转退出→丝锥离开工件4步进行。
机床的动作顺序控制只需要根据机床的动作顺序表,如电磁元件动作表等,按要求依次通断液压、气动、电机等执行元件便可,因此,它属于开关量控制的范畴,即使是利用传统的继电—接触器控制系统也能实现,而PLC(Programmable Logic Controller,可编程序控制器)的出现,更是使之变得十分容易。
 (https://www.xing528.com)
(https://www.xing528.com)
图1.1-1 动作的顺序控制
a)攻螺纹机 b)动作顺序
2)切削速度控制。在使用刀具进行加工的金属切削机床上,为了提高加工效率和得到要求的表面加工质量,应根据刀具和零件的材料、表面质量的要求,来确定刀具与工件的相对运动速度(切削速度),即使对于同样材质的刀具和零件,加工时也需要根据刀具的直径,改变其转速,以保证其切削速度的不变。
改变切削速度既可通过机械变速齿轮箱、带传动等方法实现,也可使用电气传动改变电机的转速实现,早期的直流调速和现代的交流调速都是机床的电气调速方案。
3)运动轨迹控制。为了使得零件的形状(轮廓)符合规定的要求,就必须控制刀具相对于工件的运动轨迹。例如,对于图1.1-2所示的叶轮加工,加工时必须同时控制刀具的上下(Z轴)、叶轮的回转(C轴)和叶轮中心线的摆动(A轴),来保证刀具运动轨迹的准确,得到正确的轮廓和形状。
刀具运动轨迹控制不仅包括了刀具的位置、运动速度控制,而且还需要多个方向的运动合成才能实现,这样的控制只有通过数字控制技术(简称数控技术)才能实现。
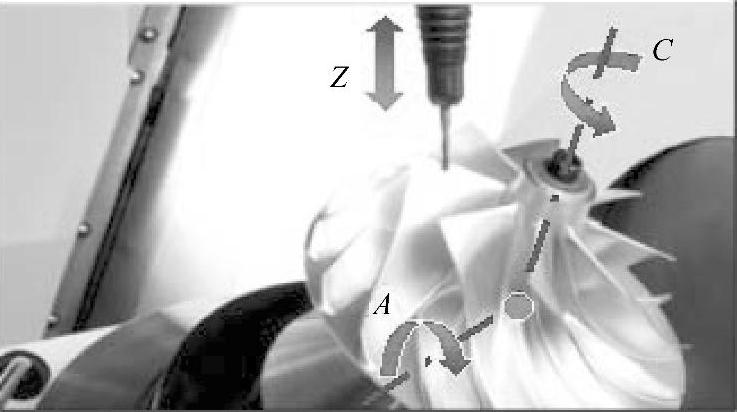
图1.1-2 运动轨迹的控制
因此,机床采用数控技术的根本目的是解决运动轨迹控制的问题,使得机床能够任意改变刀具在平面或空间的移动轨迹,从而将工件加工成所需要的轮廓形状,这既是数控机床与其他机床的本质区别,也是数控的起源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。