



【摘要】:对于采用ASME规范体系设计的核电厂主设备压力容器,其埋弧焊用低合金钢焊丝和焊剂的选取按照ASME规范第Ⅱ卷C篇中SFA5.23节执行。对于埋弧焊用焊丝、焊丝-焊剂组合的试验要求,见表2-12。埋弧焊中焊缝金属的化学成分是选择焊丝-焊剂组合的主要考虑因素,通过实施合适的热处理工艺,可使焊缝金属达到要求的性能。
埋弧焊焊接技术,以其高效率、高自动化被广泛应用到核电厂压力容器的制造。对于采用ASME规范体系设计的核电厂主设备压力容器,其埋弧焊用低合金钢焊丝和焊剂的选取按照ASME规范第Ⅱ卷C篇中SFA5.23节执行。
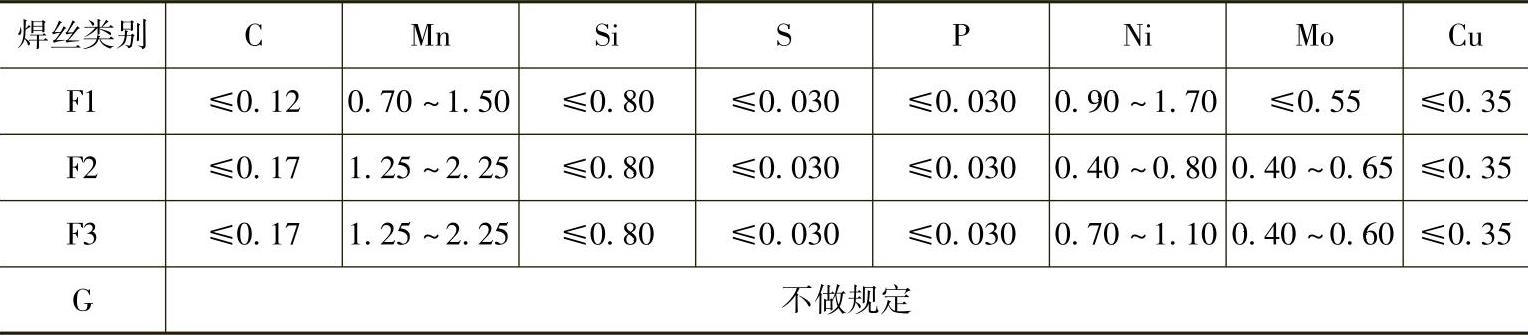
由于埋弧焊焊缝金属的化学成分和力学性能不仅取决于焊丝的化学成分,而且还与相匹配的焊剂成分相关,因此在采用埋弧焊方法焊接核电设备时,通常采用焊丝-焊剂联合评定的方法,以考核焊缝金属的性能是否满足设计要求。对于目前核电机组常用的Mn-Ni-Mo型低合金钢母材(如16MnD5、SA-508-3钢等),焊接时采用Mn-Ni-Mo系的低合金钢焊材为宜。根据SFA5.23中所列的实心焊丝牌号,其中EF1、EF2、EF3和EG类的化学成分见表2-10,这些实心焊材和相应焊剂配合焊接得到的焊缝金属的化学成分要求见表2-11。对于埋弧焊用焊丝、焊丝-焊剂组合的试验要求,见表2-12。
表2-10 实心焊丝的化学成分(质量分数,%)
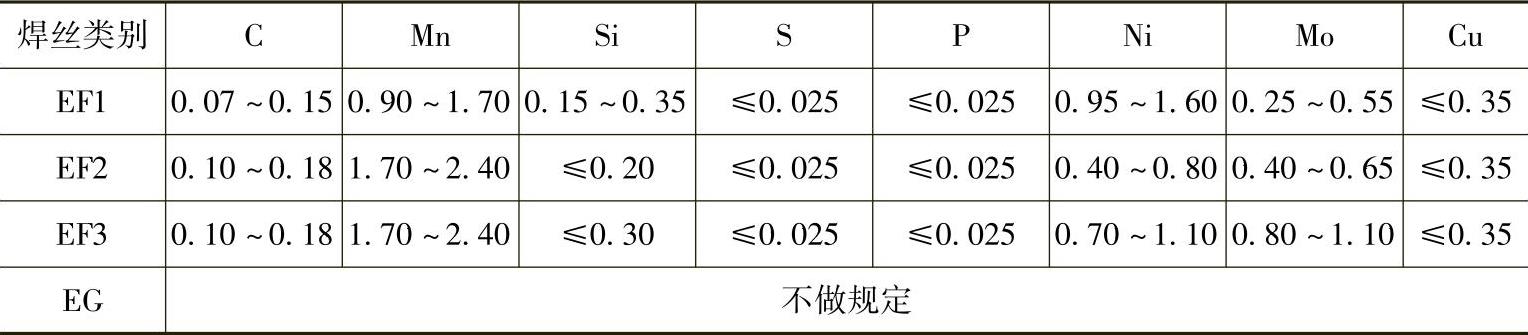
注:“EG”类别和“不做规定”的含义:E表示焊丝,G表示填充金属属于“一般”类别,即填充金属不能按“G”类别以外的某一类别分类,该类别并不要求对其他焊丝类别的特定要求都做出规定。
表2-11 焊缝金属的化学成分(质量分数,%)
 (https://www.xing528.com)
(https://www.xing528.com)
表2-12 焊丝、焊丝-焊剂要求的试验

注:①当用“Z”冲击代号时,不要求做冲击试验。
②仅当买方有规定时以及当制造厂在标签上印有扩散氢代号时,才要求进行扩散氢试验。
埋弧焊中焊缝金属的化学成分是选择焊丝-焊剂组合的主要考虑因素,通过实施合适的热处理工艺,可使焊缝金属达到要求的性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。