



【摘要】:模具图图1-3 轮片无导向固定卸料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表1-3 模具主要技术规格及零部件(续)分析说明图1-3所示为轮片无导向固定卸料冲孔、落料二工位连续冲裁模。3)卸料板采用外露六角螺钉固定。在保证其卸料时不变形的情况下,减小卸料板厚度。4)用推拉式始用挡料销19与固定挡料销12匹配,构成该冲模的送料进距限位系统。这类冲模不适用于大批大量生产。
(1)模具图(图1-3)
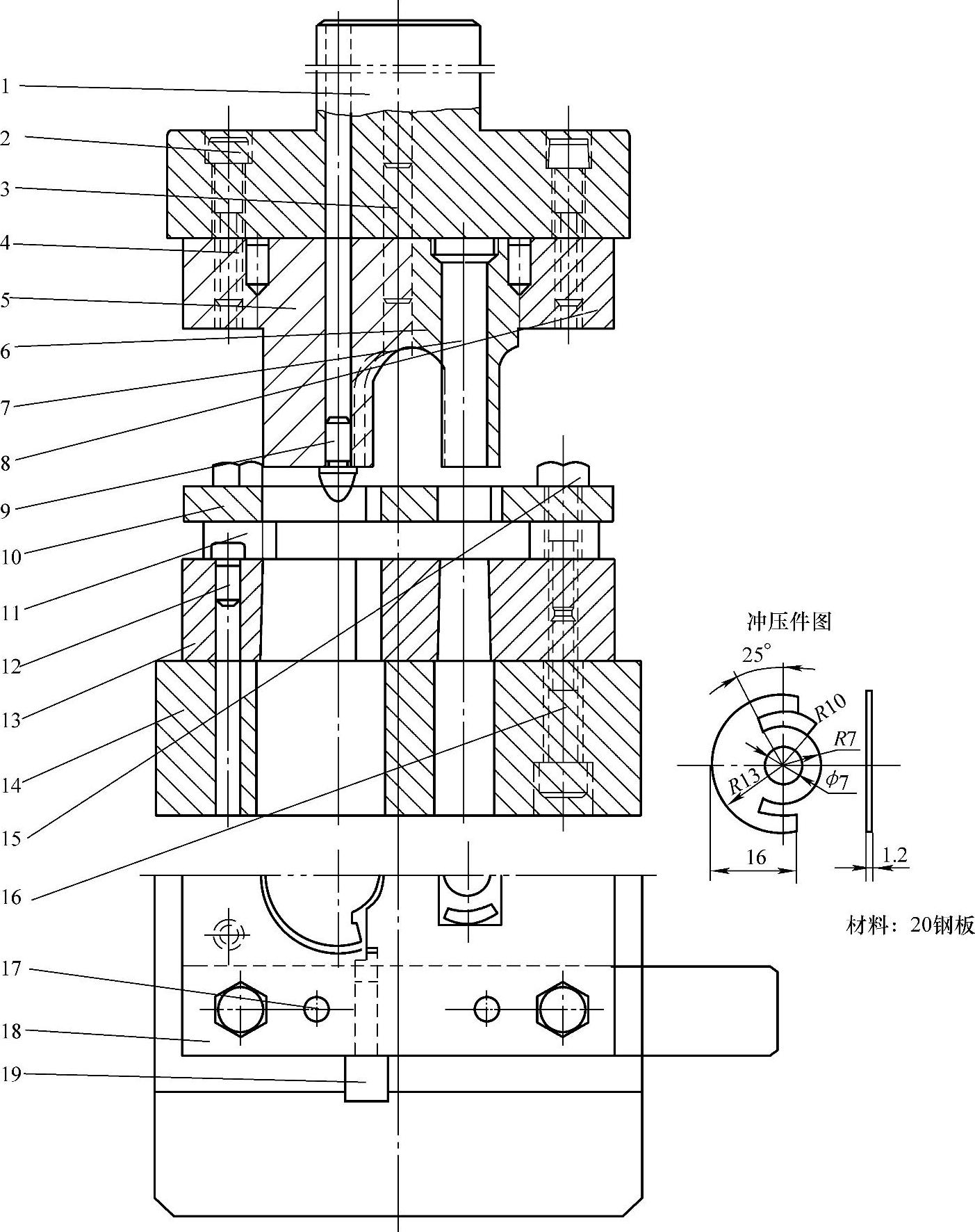
图1-3 轮片无导向固定卸料冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表1-3)
表1-3 模具主要技术规格及零部件

(续)

(3)分析说明(https://www.xing528.com)
图1-3所示为轮片无导向固定卸料冲孔、落料二工位连续冲裁模。这种冲模虽然无导向、无安全防护装置、操作安全风险大,但因其结构简单、模体小、制造容易、成本低,故至今仍使用较广,尤其是在冲制一些产量不大、精度要求不高、料厚t≥1mm的形状不复杂的平板冲裁件时使用更多。
为了简化结构,方便制造,该冲模在结构设计上采取了以下措施:
1)上模座与模柄合为一体,采用Q235A结构钢制造,不仅省去了一般模柄与模座的复杂连接,还省去了垫板。
2)冲圆孔与冲圆弧凹口的两凸模采用嵌装组合,方便了制模。
3)卸料板采用外露六角螺钉固定。在保证其卸料时不变形的情况下,减小卸料板厚度。采用这种方法拆卸、装配都方便。
4)用推拉式始用挡料销19与固定挡料销12匹配,构成该冲模的送料进距限位系统。始用推拉挡料销由一个组件简化而成,制造十分简便。
这类冲模的凸模与凹模的对准并保持均匀的冲裁间隙,全靠使用压力机滑块尤其是导轨的导向精度,而安装、调试这类冲模具有较大的难度,一般由专职调整工完成。即便如此,冲裁件往往会产生不均匀的毛刺。
这类冲模不适用于大批大量生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。